ГЛАВА ШЕСТАЯ
ОРГАНИЗАЦИЯ И ПОДГОТОВКА МОНТАЖНЫХ РАБОТ
1. ПОРЯДОК ВЫПОЛНЕНИЯ МОНТАЖНЫХ РАБОТ
Цикл создания и установки любой энергетической машины состоит из следующих основных этапов: разработка конструкции, включая расчеты, лабораторные и модельные исследования, изготовление, сборка и испытание машины на заводе, установка ее на место и ввод в эксплуатацию.
В связи с исключительно большими габаритами и весами гидроагрегатов сборка и испытания как агрегатов в целом, так и отдельно турбин и генераторов на заводе не производятся. Поэтому полная сборка и опробование гидроагрегата, т. е. окончание его изготовления выполняется только на месте установки, и монтажная площадка является по существу выпускающим цехом завода-изготовителя, а монтажные работы — завершающим этапом в изготовлении гидроэнергетического оборудования.
Характер, организация и технология монтажных работ по гидроэнергетическому оборудованию определяются не только конструктивно- технологическими особенностями гидроагрегатов каждой станции и незавершенностью изготовления оборудования на заводе, но и тесной взаимосвязью монтажных работ со строительными работами по сооружению гидроэлектростанций.
В объем монтажных работ входят следующие операции: повторение заводской сборки гидроагрегата на месте установки, опробование его на холостом ходу, наладка и испытание под нагрузкой и сдача в эксплуатацию. Основными техническими требованиями к монтажу гидроэнергетического оборудования являются:
выполнение сборки и установки деталей и узлов гидроагрегата в точном соответствии с установочными и сборочными чертежами и с соблюдением технологии монтажных работ;
соответствие установочных осей и отметок агрегата проектным данным;
обеспечение нормального пуска и работы гидроагрегата на холостом ходу и под нагрузкой.
В процессе монтажа выполняются не только сборочные операции, определяемые нормальной технологией заводского изготовления гидроагрегата, но и вынужденно производится ряд работ вследствие неполного или некачественного изготовления и сборки деталей и узлов агрегата на заводе.
Для обеспечения поставки заводами качественного и полностью завершенного гидроэнергетического оборудования в заданиях, выдаваемых заводам на его изготовление и поставку, необходимо предусматривать:
для габаритного оборудования (не превышающего железнодорожного габарита)—изготовление и сборку полностью на заводе, чтобы не было необходимости производства ревизии его на месте установки;
для негабаритного оборудования — изготовление в виде максимально законченных, транспортабельных, испытанных и взаимно подогнанных блоков, исключающих доделочные и подгоночные работы в процессе монтажа;
возможность укрупнительной сборки и внутристанционной транспортировки элементов оборудования на монтажной площадке и его крупноблочного монтажа;
специальные устройства на оборудовании для строповки его при погрузке, разгрузке и монтаже (рым-болты, проушины, ложные штуцера и др.);
отверстия в опорных частях оборудования для заливки сверху их полостей бетоном или раствором при подливке смонтированного оборудования;
изготовление и поставку средств малой механизации монтажных и ремонтных работ и специального слесарно-сборочного инструмента.
Монтажные работы по гидроэнергетическому оборудованию на сооружаемых гидроэлектростанциях осуществляются, как правило, специализированными монтажными организациями, которыми создаются для этой цели на строительствах станций хозрасчетные монтажные участки.
Непосредственно монтаж агрегата выполняется специализированными бригадами рабочих, создаваемыми по отдельным видам сборочных и монтажных работ: сборка рабочих колес турбин, сборка роторов генераторов, монтаж статора генератора, монтаж направляющего аппарата и др.
Заводы-изготовители оборудования организуют надзор за соблюдением технических требований завода к монтажу и вводу оборудования в эксплуатацию, который осуществляется представителями завода-изготовителя , так называемым шеф-монтажным персоналом.
Шеф-монтажный персонал участвует в приемке оборудования в монтаж, проверке и приемке скрытых и промежуточных работ, в составлении монтажных формуляров и актов, межоперационном контроле монтажных работ и сдаточных испытаниях смонтированного оборудования. Технические указания шеф-монтажного персонала, в пределах требований директивной документации, обязательны для монтирующей организации.
2. СОВРЕМЕННЫЕ МЕТОДЫ МОНТАЖНЫХ РАБОТ
Выбор правильного метода организации и выполнения монтажа оборудования является одним из основных условий своевременного и успешного ввода оборудования в эксплуатацию и надежной работы его.
Методы монтажа гидроэнергетического оборудования в зависимости от ряда основных положений, принятых при организации строительно-монтажных работ по сооружению гидроэлектростанций, различаются:
по степени предварительного укрупнения элементов оборудования (блочности монтажа);
по характеру совмещения (одновременности производства) монтажных и строительных работ;
по одновременности монтажа агрегатов (фронту монтажных работ).
В зависимости от степени предварительного укрупнения элементов оборудования на монтажной площадке монтаж гидроагрегатов может производиться отдельными деталями и даже частями их, конструктивными блоками, узлами и механизмами и, наконец, полностью собранным агрегатом (при небольших агрегатах без бетонируемых закладных частей). При этом блоком принято называть конструктивно и технологически осуществимый монтажный узел, механизм или деталь с максимальными весами и габаритами, определяемыми грузоподъемностью кранов или условиями транспортировки блока от места сборки к месту установки его в проектное положение.
В зависимости от одновременности выполнения монтажных и строительных работ монтаж оборудования может осуществляться с установкой закладных частей оборудования в штрабы, специально для них оставленные в бетоне уже сооруженного машинного здания (штрабной монтаж), или с установкой закладных частей до возведения бетонного массива здания станции с последующим бетонированием их в процессе сооружения здания станции (совмещенный монтаж).
В зависимости от фронта работ монтаж гидроагрегатов производится последовательно — по одному гидроагрегату, вначале турбины, а затем генератора, или параллельно — широким фронтом с выполнением одновременно работ по ряду агрегатов.
Методы монтажа следует выбирать и устанавливать в зависимости от количества, конструкции и габаритов гидроагрегатов, индивидуальных особенностей компоновки и организации строительства станции, необходимых сроков ввода оборудования в эксплуатацию и других местных условий.
Выбирая методы монтажа гидроагрегатов, необходимо учитывать, что установка агрегата на место отдельными деталями является наиболее простым и дешевым способом монтажа, так как при этом не требуется больших монтажных площадей, грузоподъемные средства могут быть ограничены минимумом, необходимым для ремонтов агрегатов в процессе эксплуатации, особых средств механизации не нужно, потребность в рабочей силе невелика. Но такой способ монтажа длителен и целесообразен только на небольших гидроэлектростанциях с малым количеством гидроагрегатов либо в случаях, когда это допускается сроками строительства.
Монтаж крупными блоками несомненно уменьшает сроки производства монтажных работ, но требует увеличенных площадей для сборки, дополнительных грузоподъемных механизмов и специальных средств механизации работ, одновременного участия большого количества рабочих. Этот способ монтажа организационно сложен, и осуществление его дороже, но он может оказаться рациональным для крупных станций с большим количеством агрегатов, где установлены сжатые сроки строительства и монтажа.
Производство монтажных работ с установкой закладных частей агрегата в штрабы, оставленные в бетоне законченного машинного здания, облегчает условия монтажа. Но при этом способе монтажа увеличиваются сроки сооружения гидроэлектростанции и, кроме того, омоноличивание штрабного бетона с основным не всегда обеспечивает надежную прочность установки закладных частей агрегата.
Одновременное (совмещенное) выполнение строительных и монтажных работ усложняет и несколько удорожает монтаж оборудования и строительство машинного здания станции, но обеспечивает высокие темпы монтажных работ и качественную установку закладных частей в монолитном бетоне. В соответствии с этим совмещенный метод монтажа может быть рекомендован при сооружении крупных гидроэлектростанций.
Фронт монтажных работ характеризуется количеством выполняемых одновременно монтажных операций на месте установки агрегатов и видов сборочных работ на монтажной площадке. Наличие необходимого фронта работ определяется требуемыми темпами монтажа. На станциях с длительными сроками строительства монтажные работы могут производиться самым узким фронтом, т. е. оборудование может монтироваться последовательно по одному агрегату с установкой вначале турбины, а затем генератора и с максимальным выполнением сборочных работ на месте установки. Однако на гидроэлектростанциях с большим количеством гидроагрегатов при сжатых сроках строительства и монтажа фронт монтажных работ должен быть максимально расширен. При этом не только должен монтироваться одновременно ряд агрегатов, но и в одном агрегате монтажные операции должны быть максимально совмещены. В этих случаях все сборочные операции следует по возможности выполнять заранее на монтажных площадках.
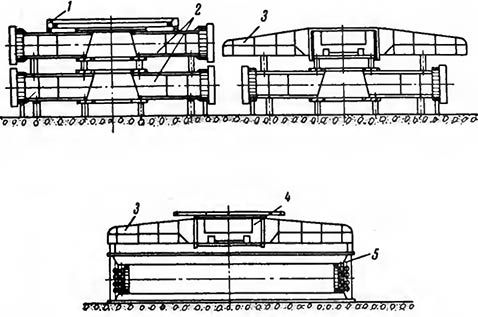
Рис. 6-1. Крупные блоки гидроагрегатов, подготовленные к монтажу.
1 — статор вспомогательного генератора; 2 —ротор генератора; 3— верхняя крестовина; 4— ротор вспомогательного генератора; 5— статор генератора.
В послевоенные годы строительство большого количества гидроэлектростанций, в том числе ряда крупных уникальных станций с большим количеством агрегатов, потребовало выполнения чрезвычайно большого объема работ по монтажу гидроэнергетического оборудования в значительно меньшие сроки по сравнению с обычно принятыми. В связи с этим отечественными монтажными организациями были разработаны и осуществлены новые скоростные методы организации и технологии монтажных работ, которые обеспечили своевременное сооружение и ввод в эксплуатацию всех построенных гидроэлектростанций.
Эти методы характеризуются следующими основными положениями:
совмещением монтажа закладных частей турбин со строительными работами по возведению подводной части машинного здания и максимальным совмещением монтажных и строительных работ в течение всего последующего монтажа агрегатов;
максимальной параллельностью монтажа рабочих механизмов турбины и генератора одного агрегата и развертыванием самого широкого фронта работ, охватывающего монтаж одновременно нескольких гидроагрегатов (рис. 6-1);
применением индустриальных методов выполнения монтажных работ;
установкой на место в проектное положение детален максимально крупными блоками, заранее собранными на монтажной и специальных сборочных площадках;
осуществлением поточного способа в укрупненной сборке и монтаже;
широким использованием малой механизации сборочных и монтажных работ — специальных монтажных механизмов, приспособлений и устройств.
Совмещение установки закладных частей со строительством машинного здания исключает время монтажа закладных частей из общей длительности строительства гидроэлектростанции. Одновременность монтажных работ по турбине и генератору и по нескольким агрегатам значительно уменьшает общий цикл монтажа оборудования станции и дает возможность вводить гидроагрегаты в эксплуатацию через очень короткие промежутки времени (30—20 дней и менее).
Решающее влияние на повышение производительности труда и снижение сроков производства монтажных работ оказывает внедрение индустриальных методов. Основной признак индустриализации — разделение цикла монтажных работ на две стадии;
подготовительная стадия, куда входят комплектация, подготовка и сборка деталей и монтажных узлов, выполняемая вне кратера гидроагрегата;
собственно монтаж, сводящийся к установке в проектное положение укрупненных узлов и соединению их между собой.
Поточность при монтаже гидроагрегатов, заключается в том, что детали, узлы и крупные монтажные блоки оборудования; предварительно подготовленные и укрупненные на сборочных площадках, поступают в законченном виде к месту установки непрерывным потоком в определенной технологической последовательности согласно проекту производства монтажных работ. При этом строительные работы по блоку гидроагрегата должны выполняться с опережением и в сроки, обусловливаемые технологией монтажных работ.
Поточный способ монтажа гидроагрегатов, основанный на специализации монтажных бригад, является самым производительным и может быть рекомендован для гидроэлектростанций с большим количеством агрегатов. Однако успешное осуществление его возможно только при наличии дополнительных сборочных площадей и в случае, если монтажным работам, как завершающим строительство и определяющим срок пуска гидроэлектростанции, будут технологически подчинены все другие строительно-монтажные работы.
Скоростные методы монтажных работ требуют дополнительных расходов в сравнении с производством монтажа по обычной схеме. Так, совмещение монтажа закладных частей с возведением бетона подводного блока обходится примерно на 10% дороже производства монтажа в готовом здании. Монтаж широким фронтом вызывает в отдельных случаях значительные расходы на сооружение временных сборочных площадок и на дополнительные грузоподъемные средства. Однако это удорожание монтажных работ окупается дополнительной выработкой электроэнергии за счет ускорения ввода гидроагрегатов в эксплуатацию.