Глава сорок седьмая
СОЕДИНЕНИЕ ПРОВОДОВ И ТРОСОВ
ОСНОВНЫЕ ТРЕБОВАНИЯ ПРИ СОЕДИНЕНИИ ПРОВОДОВ
Правильно произведенное соединение проводов должно обеспечить надежный электрический контакт и механическую прочность между двумя отрезками провода.
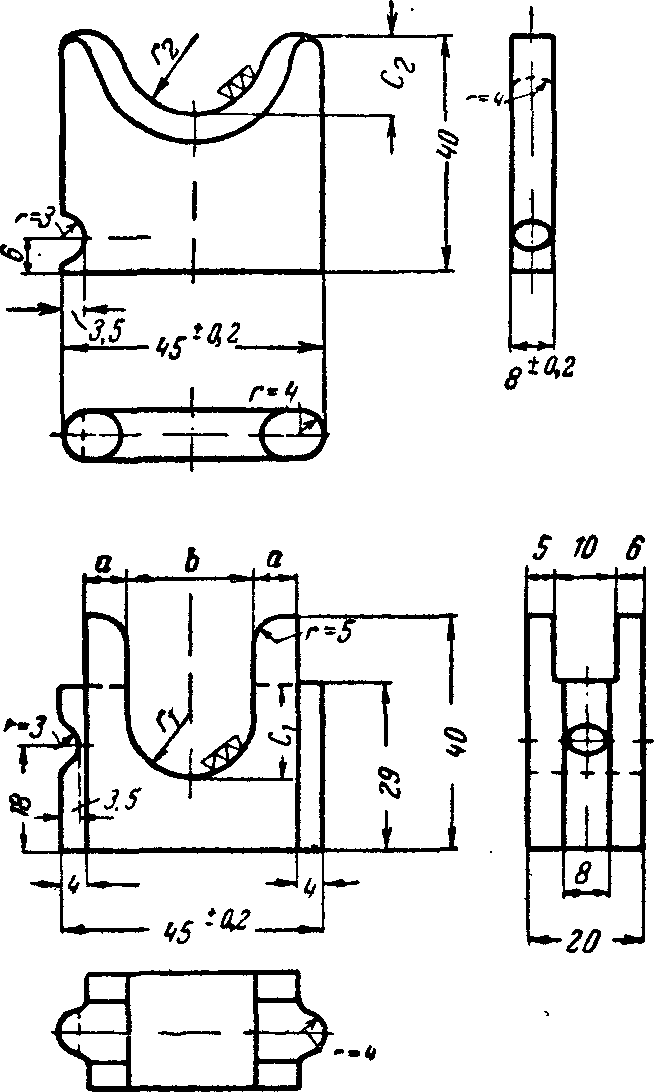
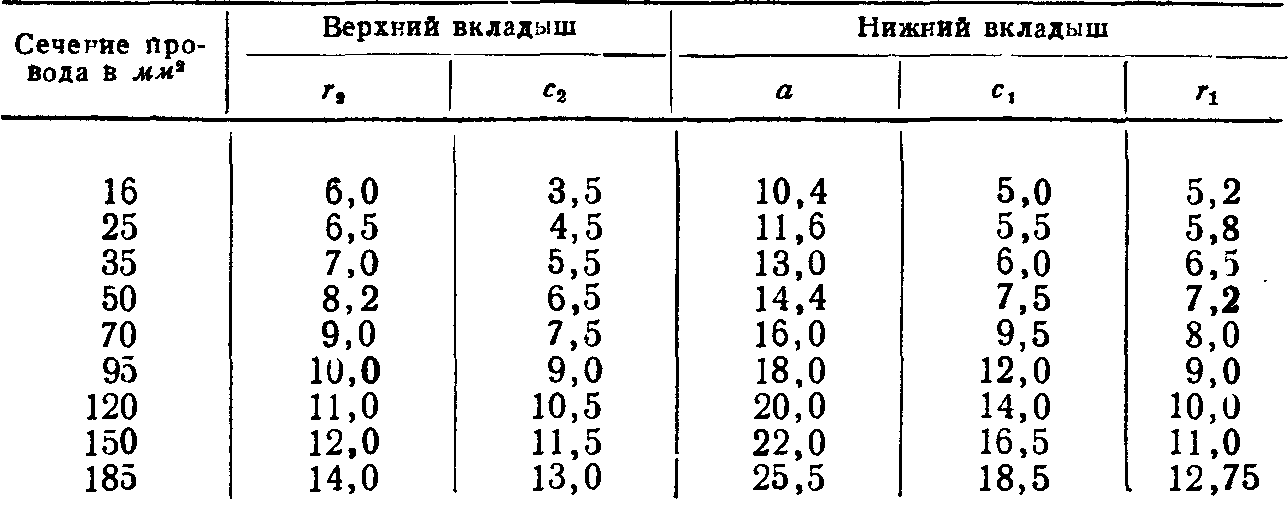
Фиг. 266. Плашки для обжатия овальных соединений.
Перед соединением проводов или троса надо удостовериться в отсутствии в них дефектов, — как, например, неполного числа жил в проводе, наличия лопнувших жилок, нарушения замка в полом проводе, наличия коррозии и соответствии диаметра провода монтируемому зажиму.
При наличии одного из этих дефектов конец провода с дефектом должен быть отрезан.
Если дефект распространяется на весь отрезок провода, то провод заменяется исправным.
Затем необходимо проверить, соединяются ли концы одних и тех же фаз.
Нормально в месте установки соединительного зажима один провод должен заходить за другой.
Если почему-либо концы соединяемых проводов не достигают друг друга, их стягивают трактором или полиспастами.
Затем с концов сращиваемых проводов снимают напильником заусеницы, образующиеся при их обрезке. Со всех контактных поверхностей удаляется пленка окиси. Делают это при помощи специальных металлических щеток.
Все контактные поверхности промываются бензином и обмазываются свинцовым суриком, разведенным на льняном масле до сметанообразного состояния или нейтральным техническим вазелином, после чего с них удаляется под слоем жира пленка окиси.
Промывка бензином и удаление под слоем жира, пленки окиси и антикоррозийное обмазывание суриком или вазелином обязательны для всех соприкасающихся поверхностей проводов и соединительных зажимов.
СОЕДИНЕНИЕ МЕТОДОМ ОБЖАТИЯ
Сращиваемые провода располагают таким образом, чтобы Их концы выступали из соединительных зажимов (гильз) на 10—15 мм. Первая и последняя засечки на зажиме должны быть со стороны выступающего конца провода.

Фиг. 267. Установка зажимов при соединении сталеалюминиевых проводов методом обжатия.
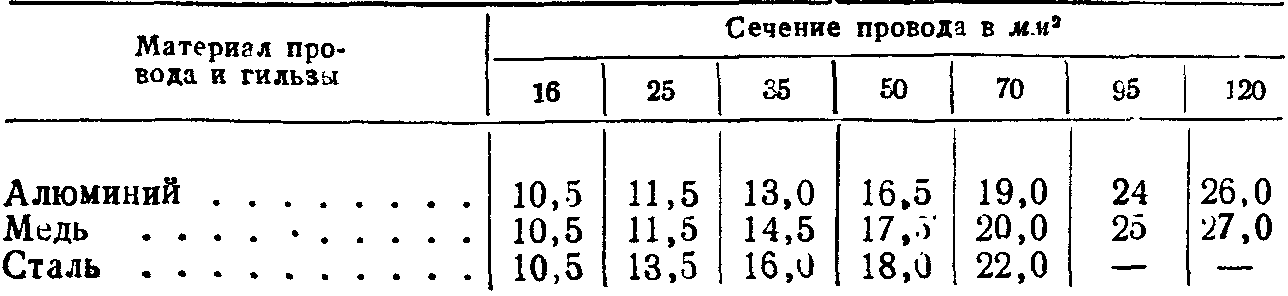
Обжимать зажим следует плашками (фиг. 266), соответствующими диаметру соединяемых проводов (табл. 128), и в местах насечек в чередующейся последовательности с одной и другой стороны (фиг. 267); при нарушении этой последовательности зажим искривляется.
Таблица 128
Основные размеры плашек
Особенно тщательно должен быть отрегулирован упорный винт, так как часто брак получается от неправильной установки винта. Размеры глубины впадин в мм на трубках после обжатия указаны в табл. 129. Этими размерами следует руководствоваться при установке упорного винта.
Таблица 129
Глубина впадин после обжатия в мм
Проверку установки упорного винта следует производить шаблоном после сжима.
При сращивании методом обжатия сталеалюминиевых проводов применяют удлиненный зажим, вставляя в него между проводами распорку.
СОЕДИНЕНИЕ ВОЛОЧЕНИЕМ
Метод волочения при соединении сталеалюминиевых проводов очень распространен в тех случаях, когда производится раздельное соединение стальных и алюминиевых жил провода.
Особенно тщательно должно проверяться соответствие диаметром волочильных глазков диаметрам соединяемых проводов (табл. 130).
Таблица 130
Размеры глазков для волочения сталеалюминиевых проводов
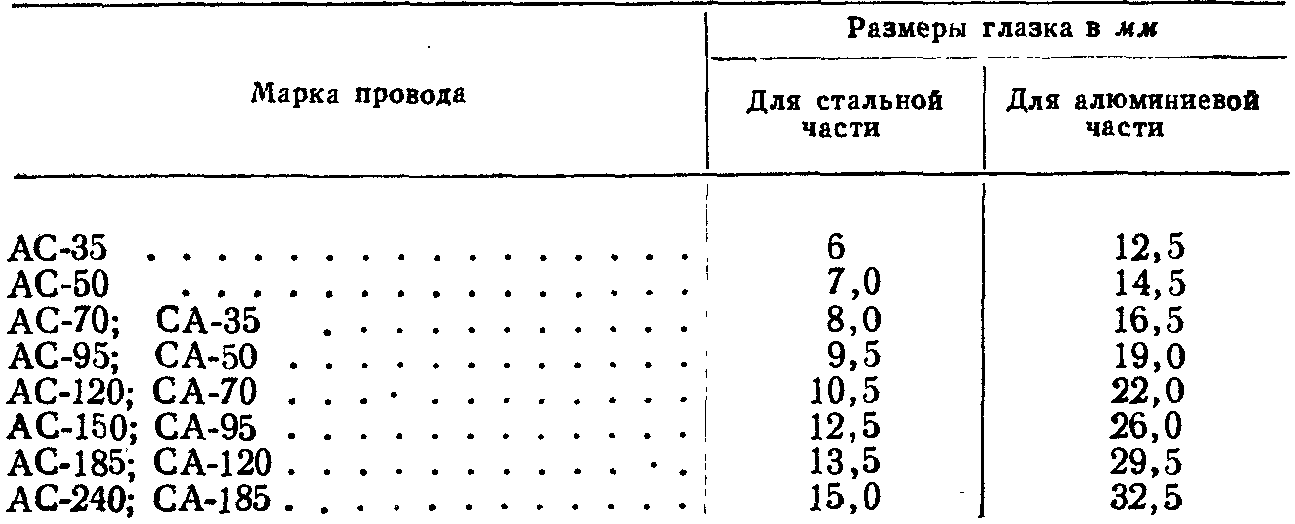
Так как глазки при волочении изнашиваются, диаметр их перед началом работы должен проверяться шаблоном. Увеличение диаметра глазка не должно быть более 0,2 мм.
Глазки, кроме маркировки диаметра провода, имеют еще маркировку парности обеих половинок.
Процесс соединения концов проводов волочением следует производить в соответствии с монтажной инструкцией.
После волочения соединительные трубки должны иметь блестящую поверхность, без каких-либо надрывов, надломов и трещин.
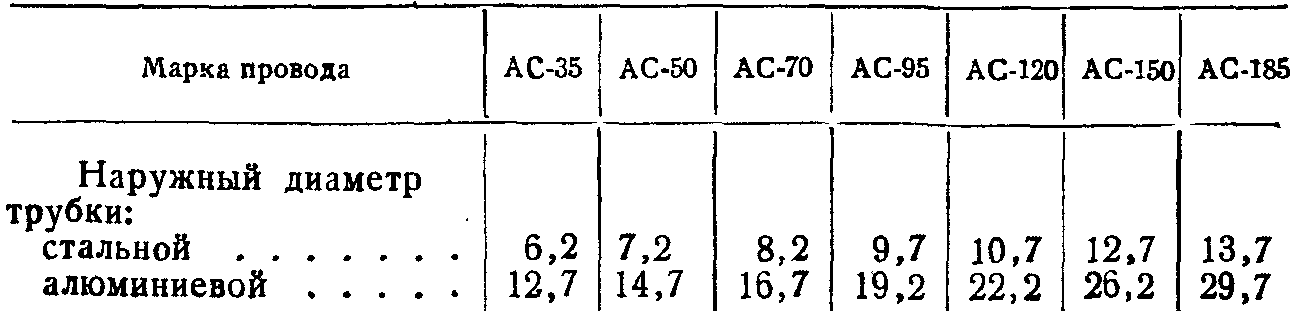
Сращивание сталеалюминиевых проводов волочением может считаться произведенным правильно, если после волочения трубки имеют диаметр, указанный в табл. 131.
Таблица 131
Наружный диаметр стальных и алюминиевых трубок после волочения
СОЕДИНЕНИЕ МЕТОДОМ ПРЕССОВАНИЯ
Сращивание проводов больших сечений часто осуществляют методом прессования.
При сращивании сталеалюминиевых проводов сначала сращивается стальной сердечник стальным зажимом, затем на провод поверх стального зажима напрессовывается алюминиевый зажим.
Опрессование внешнего зажима ведется только в части, соприкасающейся с проводом.
При соединении методом прессования полых проводов, чтобы не нарушить цельность конструкции провода, во внутреннюю полость его вводят металлические сердечники.
Точные размеры длины участка, подлежащего опрессованию, даются в специальных инструкциях и меняются в зависимости от металла и марки провода
Опрессование ведется с перекрытием предыдущего обжима на 30—40% от середины к краям зажима, причем матрицы должны сходиться до зазора между ними в 0,25—0,5 мм. Во избежание искривления зажима во время опрессования, после каждого опрессования зажим поворачивают на 180°.
Давление в прессе не должно превышать 600—700 ат. В случае невозможности при таком давлении достигнуть опрессования зажима до схождения матриц, необходимо применить матрицы с меньшей рабочей поверхностью.
Размеры соединительных зажимов, глазков, вкладышей, матриц проверяются специальными шаблонами, а при отсутствии последних точным измерительным инструментом.
Процесс соединения проводов опрессованием производится в полном соответствии с производственной инструкцией.