НОРМАТИВЫ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА ЭЛЕКТРОСВАРОЧНОГО ОБОРУДОВАНИЯ
СОСТАВ ОБОРУДОВАНИЯ
В данной главе рассматриваются следующие виды электросварочного оборудования: источники питания для электродуговой сварки, сварочные генераторы постоянного тока, сварочные преобразователи и выпрямители, автоматы и полуавтоматы дуговой сварки под флюсом в защитной среде (газах), машины точечной, стыковой и шовной сварки, контакторы тиристорные, регуляторы цикла сварки, прерыватели точечной и шовной сварки, аппаратура для металлизации и нанесения покрытий.
Электросварочное оборудование должно обслуживаться квалифицированным эксплуатационным и ремонтным персоналом, знающим конструкцию и назначение, а также правила эксплуатации и техники безопасности при эксплуатации данного оборудования.
Квалификационная группа по ТБ электротехнического персонала, обслуживающего установки, должна быть не ниже IV.
Разделение обязанностей между эксплуатационным персоналом и операторами, обслуживающими электротермические установки, должно быть точно определено инструкцией или специальным положением, утвержденным руководством предприятия. Правилами эксплуатации электросварочного оборудования предусмотрены систематическое техническое обслуживание, осмотры, текущий и капитальный ремонты. При этом осмотры планируются лишь в составе работ по техническому обслуживанию, а не как самостоятельная операция.
Типовой объем работ и все ремонтные нормативы для сварочных преобразователей, сварочных генераторов постоянного тока, высокочастотных генераторов, токорегулирующих аппаратов, силовых трансформаторов и контрольно-измерительных приборов следует принимать по соответствующим главам книги.
Ремонтные нормы по электросварочному оборудованию приведены без учета ремонта механической части, работы по которой производятся персоналом отдела главного механика.
ОСНОВНОЙ ОБЪЕМ РАБОТ ПРИ ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ
При техническом обслуживании сварочных трансформаторов производится проверка отсутствия чрезмерного шума, нагрева обмоток, нагара на выводах, повреждений изоляции проводов, переключателя напряжений и другой пускорегулирующей аппаратуры, системы охлаждения и заземляющих струбцин, защитных кожухов, изоляционных прокладок, очистка от пыли и грязи, очистка контактов, изоляционных частей и переключателей напряжения от медной пыли и нагара, регулировка указателя, устранение мелких дефектов.
По машинам контактной сварки производится проверка нагара на электродах, вспучивания конденсаторов, чрезмерного нагрева промежуточных и токоподводящих катушек, электродов, шинопроводов и контактных соединений, утечка воздуха в системе воздухопровода и воды в системе водяного охлаждения, очистка оборудования от пыли и грязи и флюсов, осмотр целостности изоляции питающей и сварочной линии, проверка нагрева обмоток силового трансформатора, мелкий ремонт пускорегулирующей аппаратуры, проверка заземляющих устройств.
По автоматам и полуавтоматам дуговой электросварки производится проверка цепей управления, флюсовой и газовой аппаратуры, контактных и заземляющих проводников, механизмов корректировки электродов, подачи правки проволоки в редукторах, подтяжка ослабленных болтовых креплений и в узлах сварочной головки, проверка наличия смазки в подшипниках и червячных передачах.
ОСНОВНОЙ ОБЪЕМ РАБОТ ПРИ ТЕКУЩЕМ РЕМОНТЕ
В объем текущего ремонта входят все операции технического обслуживания, проверка и при необходимости восстановление паспортного или соответствующего требованиям ГОСТ сопротивления изоляции и, кроме того, следующие работы:
для сварочных трансформаторов — протирка и продувка; проверка изоляции мегаомметром, мелкий ремонт изоляции, ремонт переключателей напряжения, стопоров, винтового механизма и его проверка в работе; ремонт ограждений и кожуха; окраска кожуха; замена электрододержателей, осмотр всей пускорегулирующей аппаратуры и электропроводки от сварочного аппарата до силового щитка;
для сварочных выпрямителей — наружный осмотр и протирка аппарата, проверка работы вентилятора и воздушных реле, проверка схемы выпрямителя, выводных и соединительных контактов, мелкий ремонт всей аппаратуры;
для машин контактной электросварки — замер сопротивления изоляции, проверка чистоты контактных поверхностей, электродов, промежуточных и токоподводящих подушек, вылетов и шпинделей, контактных соединений и шинопроводов; удаление электроэрозии с контактных соединений вторичных контуров, замена изношенных деталей токопровода и шинопровода вторичных контуров; проверка исправности работы электропневматических и золотниковых клапанов, отсутствия утечки в системе воздухопровода и устранение неисправностей; замена изношенных деталей; проверка и регулировка пускорегулирующей аппаратуры; промывка раствором кислот и щелочей системы водяного охлаждения.
ОСНОВНОЙ ОБЪЕМ РАБОТ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ
В объем капитального ремонта входят все операции текущего ремонта, полная разборка оборудования, замена изношенных деталей и узлов, проверка прочности изоляции, при необходимости замена пускорегулирующей аппаратуры, окраска, испытание оборудования и, кроме того: для сварочных трансформаторов — ремонт катушек высокого и низкого напряжения, изолирование поврежденных мест; в случае необходимости — перемотка обмоток или их замена новыми;
для сварочных выпрямителей — замена вышедших из строя выпрямительных элементов, сборка схемы выпрямителя, ремонт вентилятора; ремонт и наладка воздушных реле и пускорегулирующей аппаратуры;
для автоматов и полуавтоматов дуговой электросварки — замена изношенных узлов и деталей, отладка редукторов, червячных пар приводов и других механизмов; перемонтаж пульта управления с заменой неисправных электроаппаратов и электроизмерительных приборов; регулировка и согласование работы электрической и механической частей установки;
для машин контактной с в а р к и — замена при
необходимости токоведущих башмаков, стержней, роликов и других частей и деталей, промывка и очистка от накипи системы водяного охлаждения, ремонт или замена реле протока или реле давления, ремонт пускорегулирующей аппаратуры, трансформаторов и механической части машин.
СТРУКТУРА И ПРОДОЛЖИТЕЛЬНОСТЬ ЦИКЛОВ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА
В табл. 13.1 приведена структура и продолжительность циклов технического обслуживания и ремонта по электросварочному оборудованию при работе в две смены.
Таблица 13.1. Структура и продолжительность циклов технического обслуживания и ремонта
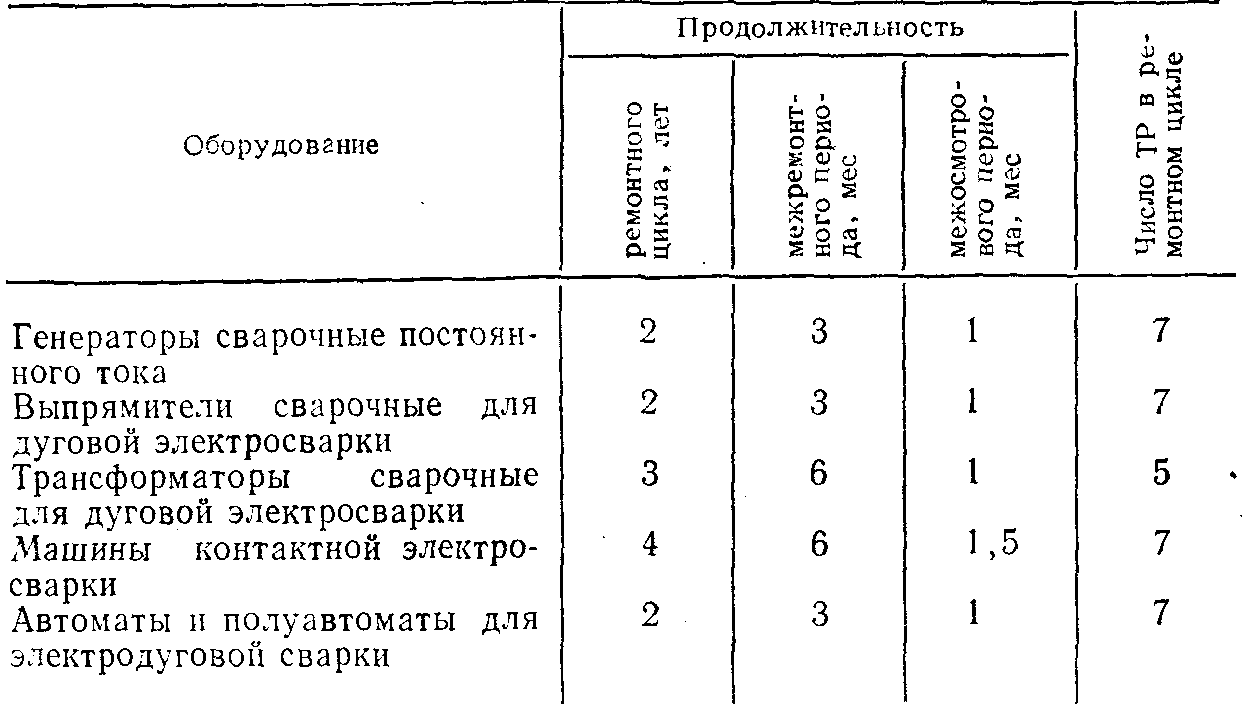
При другой сменности работы оборудования вводятся поправочные коэффициенты 1,8 при одной рабочей смене, 0,67 при трехсменной работе.
Продолжительность ремонтного цикла и межремонтного периода для передвижных сварочных установок уменьшается введением коэффициента 0,6.
Сроки ремонта электросварочного оборудования должны быть согласованы с отделом главного механика, которому надлежит производить ремонт механической части оборудования.
Таблица 13.2. Нормы трудоемкости ремонта на электросварочное
оборудование
Оборудование | Норма трудоемкости ремонта, чел-ч | |
капитального | текущего | |
Оборудование для электродуговой сварки | ||
Генераторы сварочные постоянного тока однопостовые для передвижных сварочных аппаратов на номинальный сварочный ток, А: |
|
|
120 | 70 | 21 |
315 | 80 | 24 |
500 | 120 | 36 |
1000 | 180 | 54 |
То же двухпостовые на номинальный сварочный | 180 | 54 |
ток 600 А |
|
|
105 | 60 | 18 |
125 | 70 | 21 |
200 | 80 | 24 |
315 | 100 | 30 |
500 | 180 | 54 |
630 | 220 | 66 |
1000 | 250 | 73 |
То же для питания четырех постов на номинальный сварочный ток одного поста 400 А | 190 | 57 |
То же для питания 30 сварочных постов на общий сварочный ток 5000 А | 420 | 126 |
Трансформаторы сварочные однопостовые для дуговой сварки и резки на номинальный сварочный ток, А: |
|
|
160 | 30 | 9 |
250 | 35 | 10 |
315 | 40 | 12 |
500 | 60 | 18 |
1000 | 90 | 27 |
2000 | 150 | 45 |
3000 | 200 | 60 |
Ограничитель холостого хода сварочного трансформатора на ток до 500 А | 20 | 6 |
Устройство снижения напряжения холостого хода сварочного трансформатора для ручной дуговой сварки на допустимый ток 300 А | 12 | 3 |
Реостат балластный для регулирования тока сварочного поста на номинальный ток 315 А | 6 | 2 |
Оборудование | Норма трудоемкости ремонта» чел-ч | |
капиталь | текущего | |
Машины контактной сварки |
| |
Машины точечной электросварки различного назначения мощностью, кВ-А: |
|
|
14,8 | 40 | 12 |
20 | 50 | 15 |
50 | 75 | 22 |
85 | 105 | 31 |
100 | 140 | 42 |
115 | 155 | 47 |
125 | 165 | 49 |
150 | 200 | 60 |
193 | 250 | 75 |
400 | 320 | 96 |
650 | 380 | 114 |
Машины точечные конденсаторные для сварки деталей из черных и цветных металлов и их сплавов с толщиной до 0,8 мм со сварочным током, А: |
|
|
10 000 | 75 | 22 |
16 000 | 120 | 36 |
32 000 50 000 | 160 | 48 |
Машины точечные подвесные для сварки листовых конструкций мощностью, кВ-А: |
|
|
30 | 75 | 22 • |
90 | 140 | 42 |
Машины рельефные для сварки деталей толщиной до 4+4 с тиристорным контактором и регулятором цикла сварки мощностью, кВ-А: |
|
|
160 | 240 | 72 |
400 | 400 | 120 |
Машины контактной шовной сварки для сварки поперечными и продольными швами толщиной до 3 + 3 мощностью, кВ-А: |
|
|
75 | 160 | 48 |
127 | 240 | 72 |
323 | 350 | 100 |
Машины контактной стыковой сварки для сварки сопротивлением и оплавлением материалов различной конфигурации номинальной мощностью, кВ-А: |
|
|
до 7,5 | 30 | 9 |
24,5 | 75 | 22 |
50 | 110 | 33 |
96,5 | 140 | 42 |
Оборудование | Норма трудоемкости ремонта, чел-ч | |
капиталь | текущего | |
150 | 180 | 54 |
190 | 210 | 63 |
250 | 240 | 72 |
400 | 270 | 81 |
90 | 15 | 4 |
250 | 18 | 5 |
480 | 25 | 7 |
850 | 35 | 10 |
1600 | 45 | 13 |
0,1—1 | 15 | 4 |
0,06—1,4 | 18 | 5 |
0,02—1,4 | 25 | 7 |
250 | 30 | 9 |
75 0 | 40 | 12 |
1300 | 50 | 15 |
1300 | 60 | 19 |
3500 | 120 | 36 |
Регуляторы времени для управления циклом сварки и регулирования величины и продолжительности включения сварочного тока однофазных подвесных машин точечной сварки, выполненные на интегральных схемах с числом регулирующих позиций 7—8 | 20 | 6 |
Оборудование | Норма трудоемкости ремонта, чел-ч | |
капитального | текущего | |
Аппаратура для металлизации и нанесения покрытий | ||
Комплект аппаратуры для электродуговой металлизации, состоящий из выпрямителя и электрометаллизатора ЭМ-14, для нанесения металлических покрытий по способу газотермического напыления на специально подготовленную поверхность в целях защиты от коррозии и восстановления изношенных поверхностей производительностью, кг/ч: цинка 25 |
|
|
алюминия 7,5 | — | — |
стали 9 | — | — |
молибдена 6 | 90 | 27 |
рабочий ток дуги 315 А | ||
Металлизатор электрический стационарный для нанесения металлических покрытий по способу газотермического напыления на специально подготовленному поверхность производительностью, кг/ч: |
|
|
алюминия 14 | — | — |
Стали 20 | — | — |
рабочий ток дуги 500 А | 20 | 6 |
Таблица 13.3. Нормы продолжительности ремонта силовых конденсаторов
Трудоемкость ремонта, чел-ч | Продолжительность капитального ремонта, сут | Продолжительность текущего ремонта, ч |
15 | 1 | 2,5 |
16—40 | 1,5 | 6 |
41—90 | 2,5 | 10 |
91—150 | 4 | 20 |
151—220 | 5,5 | 30 |
221—300 | 8 | 45 |
301—380 | 10 | 52 |
Свыше 380 | 12 | 65 |
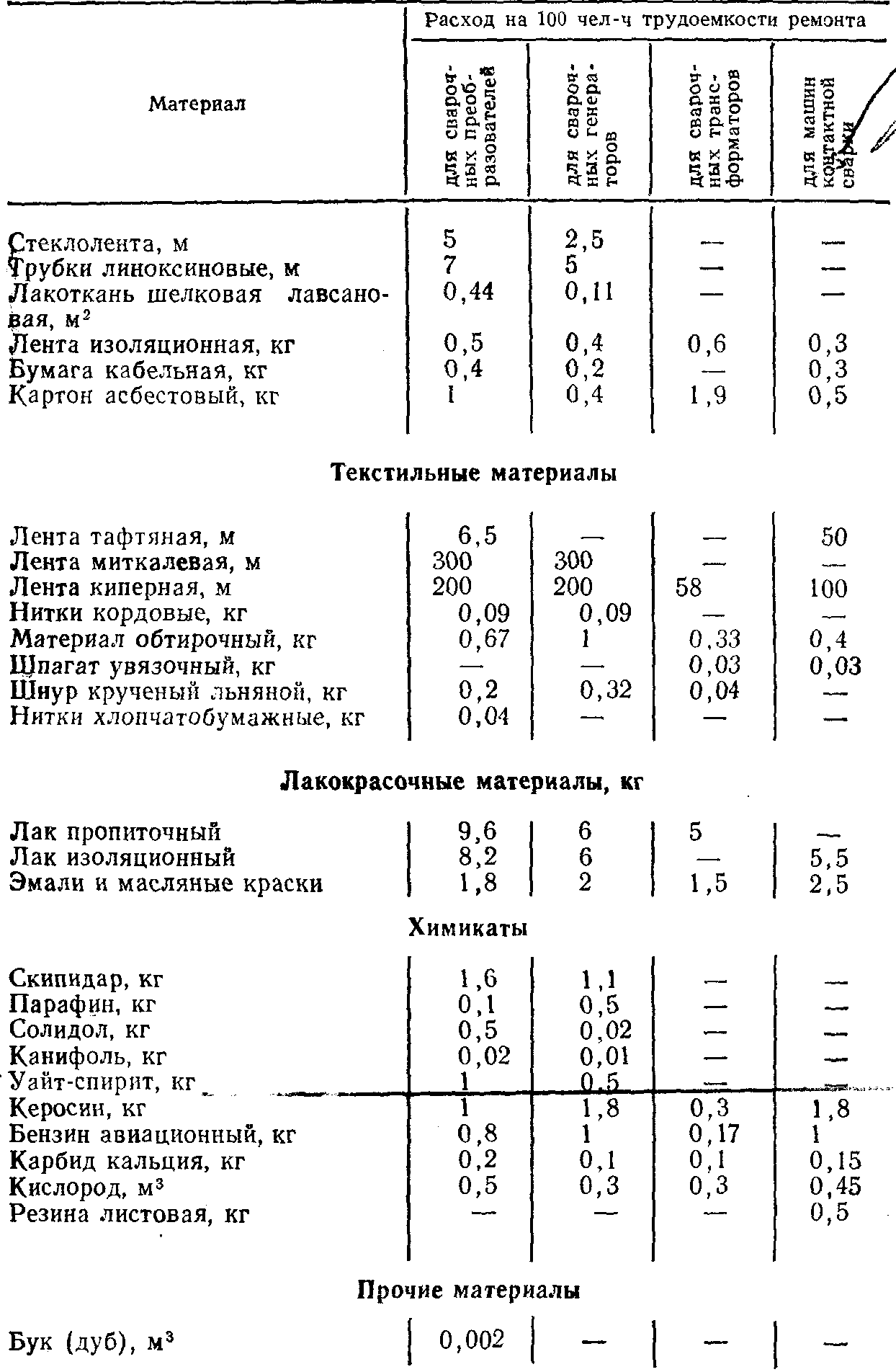
Таблица 13.4. Нормы расхода основных материалов

НОРМЫ ТРУДОЕМКОСТИ РЕМОНТА
Нормы трудоемкости текущего и капитального ремонтов электросварочного оборудования приведены в табл. 13.2. В этих нормах учтен ремонт пускорегулирующей аппаратуры с электроприводом и ручным приводом.
Для машин контактной электросварки, оборудованных пневматическим или пневмогидравлическим приводом и игнитронными прерывателями, нормы трудоемкости текущего и капитального ремонтов принимаются с коэффициентом 1,5.
Нормы продолжительности ремонта в зависимости от суммарной трудоемкости приведены в табл. 13.3.
НОРМЫ РАСХОДА ОСНОВНЫХ МАТЕРИАЛОВ, СКЛАДСКОГО РЕЗЕРВА КОМПЛЕКТУЮЩИХ ИЗДЕЛИЙ И ЗАПАСНЫХ ЧАСТЕЙ
Нормы расхода основных материалов на ремонт представлены в табл. 13.4.
Расход материалов на техническое обслуживание принимается в размере 10 % расхода на текущий ремонт.
Технически необходимый резерв в виде неустановленного оборудования рекомендуется создавать только для трансформаторов электродуговой сварки. Для машин контактной электросварки складской резерв не создается, так как проектами предусматривается резервирование соответствующей мощности в установленных агрегатах.
В табл. 13.5 приведены нормы резерва трансформаторов электродуговой сварки в зависимости от наличия действующего парка.
Нормы расхода и складского резерва комплектующих изделий и запасных частей для электросварочного оборудования приведены в табл. 13.6.
Таблица 13.5. Нормы складского резерва сварочных трансформаторов
Количество эксплуатируемого оборудования | Норма резерва | |
эксплуатируемого оборудования, % | Минимальная независимо от количества эксплуатируемых единиц | |
До 10 | 10 | 1 |
11-50 | 5 | 1 |
51—100 | 3 | 3 |
Таблица 13.6. Нормы расхода и складского резерва комплектующих изделий и запасных частей
| Норма расхода на 10 единиц однотипного оборудования | Норма | резерва | ||
Комплектующие изделия и запасные части | для капитального ремонта | для текущего ремонта | для технического обслуживания (на 1 год) | на 10 однотипных эксплуатируемых единиц | максимальная независимо от количества эксплуатируемых единиц |
Сварочные трансформаторы | |||||
Катушки обмоточные первичные, шт. | 5 | — | — | 1 | 1 |
Катушки обмоточные вторичные, шт. | 6 |
|
| 1 | 1 |
Болты контактные с гайками, комплектов | 8 | 2 | 4 |
| 1 |
Электрододержатели, шт. | 6 | 1 | 1 | 1 | 1 |
Горелки для сварки в среде защитных газов, шт. | 4 | 2 |
|
| 1 |
Реостат балластный, щт. | 2 | — | — | 1 | 1 |
Осциллятор, шт. | 2 | — | — | 1 | i |
Конденсаторы, шт. | 2 | — | — |
| 1 |
Машины контактной сварки | |||||
Прерыватель игнитронный, шт. | 4 | — | — | 1 | 1 |
Контактор тиристорный, in т. | 1 | — | — |
|
|
Регулятор цикла сварки, комплектов | 5 | — | — | 1 | 1 |
Лубрикатор пневматический, комплектов | 5 | 1 | — | 2 | i |
Пневматический клапан, комплектов | 6 | 1 | — | 2 | 1 |
Гидравлический клапан, комплектов | 6 | 1 | — | 2 | 1 |
Воздушный редуктор, комплектов | 4 | 2 | — | 2 | 1 |
Переключатель штепсельный, комплектов | 10 | 4 | 1 | 4 | i |
Кнопка педальная, комплектов | 10 | 4 | 1 | 4 | 1 |
Комплект резиновых манжет, комплектов | 10 | 6 | 2 | 5 | 1 |
Электроды для машин точечной сварки, комплектов | 5 | 1 |
| 2 | 1 |
Комплектующие изделия и запасные части | Норма расхода на 10 единиц однотипного оборудования | Норма | резерва | ||
для капитальноного ремонта | для текущего ремонта | для технического обслуживания (на 1 год) | на 10 однотипных эксплуатируемых единиц | максимальная независимо от количества эксплуатируемых единиц, | |
Втулка контактная, шт. | 4 |
|
| 1 | 1 |
Зажим контактный, шт. | 4 | 4 | — | 1 | 1 |
Губки, комплектов | 2 | — | — | 1 | 1 |
Ролик сварочный, шт. | 6 | 1 | — | 2 | 1 |
Контакты, комплектов | 8 | 2 | — | 2 | 1 |
Конденсаторы, комплектов | 10 | 4 | 1 | 4 | 1 |