Монтаж проводов в трубах при открытой и скрытой прокладке трубных заготовок отличается мало и имеет много общего с монтажом кабелей в блоках, рассмотренным ранее.
Технология заготовки стальных трубных конструкций состоит в правке, зачистке, окраске и сушке труб; разметке, мерной резке, торцовке и зенковке концов труб; накатке или нарезке резьб, гибке и маркировке труб. После заготовки труб комплектуют трубные конструкции, используя трубную арматуру (муфты, коробки, угольники, утки и т. п.), и собирают укрупненные монтажные плети и блоки. При этом кроме транспортабельности блоков учитывают габариты проемов на объекте, через которые эти блоки подаются на монтаж. Готовые монтажные блоки продувают сжатым воздухом, отверстия труб закрывают пластмассовыми заглушками или деревянными пробками.
Для производства технологических операций по заготовке труб применяют правильные вальцы, трубоотрезные и резьбонарезные станки, ручные, гидравлические и механизированные трубогибы.
При монтаже трубных электропроводок работы выполняют в следующем порядке: удаляют заглушки с концов участка, на котором предполагается затягивать провода; продувают участок трубы сжатым воздухом; при сильном загрязнении протягивают по трубам стальные ерши, а затем продувают; продувают трубу тальком; при сложной трассе натирают провода тальком, разматывают заготовку трубной проводки в положение, удобное для протяжки, правят провода и соединяют их с зажимом или другим приспособлением для захвата головных концов провода; оконцовывают трубу предохранительной втулкой и крепят зажим к протяжной проволоке, заложенной в трубу при ее заготовке; затягивают провода в трубу; разделывают концы проводов, прозванивают их и выполняют соединения и ответвления в коробках; оконцовывают и присоединяют провода к электроприемникам; присоединяют проводку к питающей магистрали; испытывают и сдают проводку в эксплуатацию.
В местах соединений, ответвлений и на концах провода маркируют в соответствии с записями в кабельном журнале. Короткие и легкие провода затягивают в трубы вручную. Для облегчения протяжки один из монтажников направляет провода в приемный конец трубы. На сложных трассах с большим числом изгибов устанавливают дополнительные протяжные коробки и производят протяжку по частям участка, расположенным между этими коробками. Провода крупных сечений и большой длины затягивают в трубы с применением монтажных переносных лебедок или электромонтажных приводов. При вертикальном расположении проводов их затягивают снизу вверх. При этом провода периодически закрепляют в протяжных коробках изоляционными зажимами. Расстояние между точками вертикального крепления проводов зависит от их сечения и составляет 30 м при сечении до 50 мм2 и 15 м при сечении 240 мм2 и выше.
Заготовка пластмассовых труб состоит из следующих операций: разметки, резки, правки, гибки труб и колен, выпрессовки раструбов, соединения винипластовых труб склеиванием, соединения полиэтиленовых и полипропиленовых труб сваркой и горячей посадкой, соединения труб с ящиками и коробками, а также комплектования и маркировки трубных заготовок.
Для производства этих операций применяют станки для мерной резки и правки труб, устройства для нагрева труб, приспособления для изготовления раструбов и формовки втулок, электрические нагреватели для сварки.
Трубы легкого и среднего типа с внутренним диаметром до 25 мм, особенно трубы, поставляемые в бухтах, можно заготовлять и обрабатывать непосредственно на монтажной площадке.
Для гибки труб и выпрессовки из них раструбов применяют нагрев, облегчающий деформации.
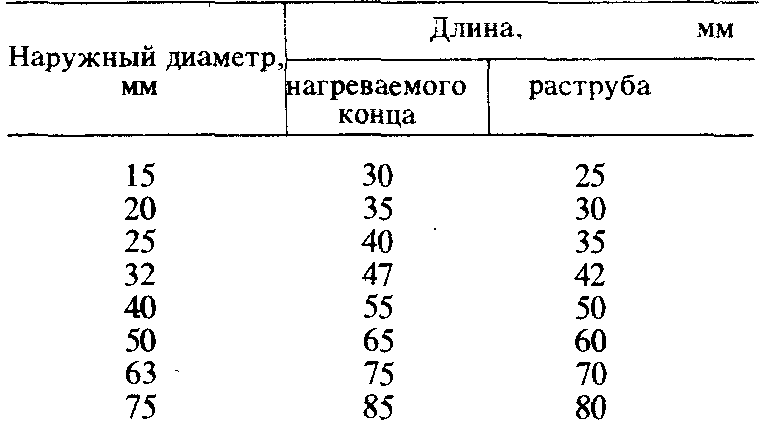
Для нагрева полиэтиленовых труб до 100, винипластовых до 130 и полипропиленовых до 165° С применяют малые и большие газовые нагревательные печи. Концы труб можно нагревать с помощью газовоздушной пропан-бутановой горелки ГПВМ-0,1, оборудованной трубной насадкой с щелями для всасывания нагреваемого воздуха (рис. 161, а), а также с помощью сушильных шкафов, специальных электропечей (рис. 161, б) и термостатов. Температура в этих устройствах должна регулироваться в пределах до 210° С. Длина нагреваемого конца трубы должна соответствовать данным табл. 26.
![]()
Рис. 161. Приспособления для обработки пластмассовых труб: а—газовая грелка с насадкой, б—электропечь для нагрева концов пластмассовых труб
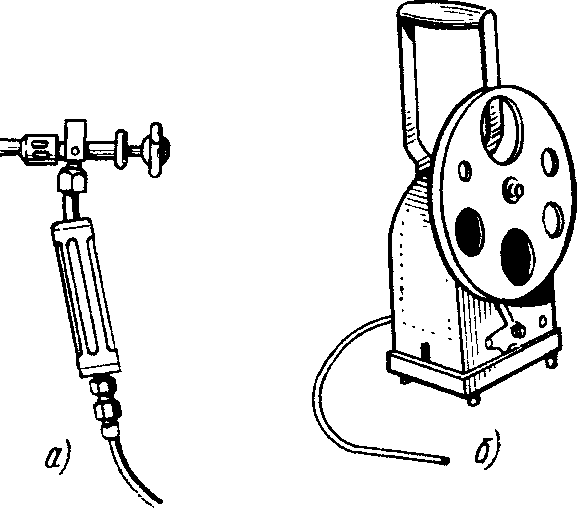
Таблица 26. Длина нагреваемых концов пластмассовых труб для выпрессовки раструбов
Формовку раструбов и втулок, а также изгибание труб выполняют на ручных прессах, снабженных наборами сменных матриц и пуансонов, и ручных гибочных приспособлений. Для резки пластмассовых труб применяют дисковые пилы со стальным или абразивным режущим диском, а для сварки — газовоздушные горелки и специальные электронагреватели.
Раструбы для стыков пластмассовых труб выпрессовывают на стальных оправках соответствующих диаметров. В процессе выпрессовки раструбов не рекомендуется применять масло или парафин. Приспособления для выпрессовки раструбов показаны на рис. 162.

КОНТРОЛЬНЫЕ ВОПРОСЫ
- Какие типы кабельных линий применяют в электроустановках промышленных предприятий?
- Каковы общие принципы устройства и особенности конструкции магистральных, распределительных, осветительных и троллейных шинопроводов?
- Какие типы проводок применяют в электроустановках промышленных предприятий?
- В какой последовательности осуществляют монтаж кабельных линий в траншеях?
- Какие средства механизации применяют при монтаже кабельных линий в траншеях?
- Расскажите о монтаже кабельных линий в кабельных сооружениях. Каковы особенности прокладки кабелей в блоках?
- Какими способами и как прокладывают кабели внутри зданий?
- В какой последовательности производят монтаж свинцовых и эпоксидных соединительных муфт на кабелях с бумажной изоляцией?
- В чем заключаются особенности монтажа чугунных соединительных муфт?
- Как Монтируют эпоксидные концевые заделки?
- Каковы особенности монтажа кабельных муфт с применением новых материалов?
- Расскажите о монтаже комплектных магистральных, распределительных, осветительных и троллейных шинопроводов.
- Какую последовательность операций соблюдают при монтаже скрытых электропроводок следующих типов: незащищенными проводами, в трубах, в пустотах и каналах строительных конструкций, замоноличиваемых в строительные панели и блоки в процессе их производства?
- Какова последовательность монтажа открытых проводок следующих типов: небронированными кабелями и трубчатыми проводами, на лотках и в коробах, тросовых, в трубах?