Концевые эпоксидные заделки в зависимости от условий применяют четырех типов: КВЭн, КВЭд, КВЭп и КВЭз (рис. 147).
При выполнении этих заделок на бумажную изоляцию жил разделанного кабеля наматывают липкую поливинилхлоридную ленту вразбежку. Отрезают найритовую трубку на каждую жилу. Нижний конец трубки срезают наискось и обрабатывают снаружи и изнутри. Верхний конец обрабатывают только изнутри.
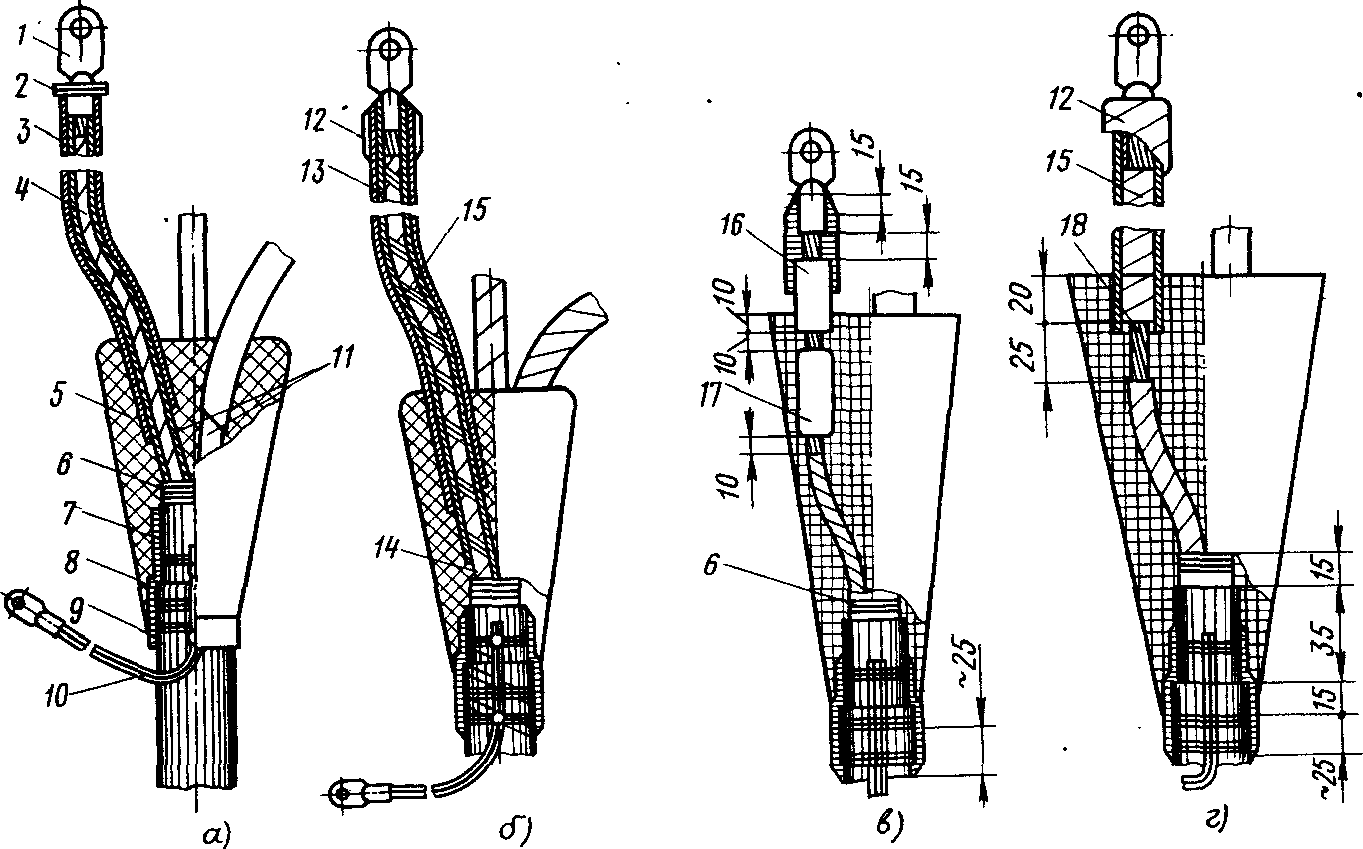
Рис. 147. Концевые эпоксидные заделки кабелей:
а — КВЭн, б — КВЭд, в — КВЭп, г — КВЭз; 1 — наконечник, 2 — бандаж или хомут, 3 — трубка из найритовой резины, 4 — жила в заводской изоляции, 5 — корпус из эпоксидного компаунда, 6 —бандаж из суровых ниток на поясной изоляции, 7 — оболочка кабеля, 8 — двухслойная подмотка, 9 —проволочный бандаж провода заземления, 10 — провод заземления, 11 — подмотка липкой лентой ПВХ, 12 — подмотка хлопчатобумажной лентой с промазкой эпоксидным компаундом, 13 —двухслойная трубка, 14 — бумажная изоляция жилы, 15 — подмотка липкой лентой ПВХ, 16 —изоляция провода, 17 — место соединения жил пайкой, 18 — оголенный участок жилы

Рис. 148. Эпоксидная концевая заделка внутренней установки КВЭну с фиксирующей звездочкой:
1 — трубка из найритовой резины, 2 — корпус из эпоксидного компаунда, 3 — фиксирующая звездочка, 4 — жила в бумажной изоляции, 5 — бандаж на поясной изоляции, 6 — поясная изоляция, 7 — полупроводящая изоляция, 8 — оболочка, 9 — двухслойная подмотка, 10 — бандаж иа оболочке, 11 — место припайки проводника заземления, 12 — бандаж на броне, 13 — место припайки проводника заземления, 14 — проводник заземления
Трубки надевают на жилы, на концах жил монтируют наконечники. Жилы между наконечниками и заводской изоляцией обматывают хлопчатобумажной лентой с промазкой компаундом. Обмотку выводят на предварительно обезжиренную цилиндрическую часть наконечника. Трубки надвигают на подмотку наконечников и бандажируют.
Броню и оболочку очищают, обезжиривают, обрабатывают напильником и обматывают в два слоя хлопчатобумажной лентой на эпоксидном компаунде.
Устанавливают съемную форму, симметрично располагают в ней жилы и заливают ее компаундом. Жилы удаляют на расстояние не менее 7 мм от края формы.
Разновидностью концевой кабельной заделки КВЭн является заделка КВЭну повышенной надежности с фиксирующей звездочкой (рис. 148).
В последнее время разработана концевая эпоксидная заделка повышенной надежности типа КВЭпу для кабелей с бумажной изоляцией (рис. 149), имеющая усиленную герметизацию изоляции жил. По своей конструкции она подобна КВЭп, но отличается от нее наличием эпоксидного корпуса типа перчатки, разъемного в плоскости жил. Пальцы перчатки после заливки компаундом образуют изоляторы жил. На торцы изоляции устанавливают уплотняющие колпачки 4. Выводами из муфты являются специально разработанные провода марки ВВ с медной многопроволочной жилой в поливинилхлоридной изоляции. Провод ВВ соединяется с алюминиевой жилой кабеля пайкой в медной гильзе. Сечение провода ВВ для заделок должно быть на одну ступень стандарта ниже сечения алюминиевой жилы кабеля.
При монтаже муфты КВЭпу на провода ВВ надевают уплотняющие колпачки, входящие в комплект муфты; жилы кабеля и провода ВВ зачищают и облуживают соответственно припоями А и ПОС-40. Гильзу (половину ее длины) надевают на жилу кабеля и подматывают Снизу асбестовой пряжей и несколькими слоями (3—4) стеклоленты, наматывая ее на бумажную изоляцию на участке длиной около 50 мм. Корешок разделки заполняют тампоном из чистой салфетки.

Рис. 149. Эпоксидная концевая заделка КВЭпу для сырых и особо сырых помещений:
1 — наконечник, 2 — подмотка лентой ПВХ, 3 — провод марки ВВ, 4 — колпачок, 5 — медная гильза, 6 — изолирующая подмотка стеклолентой, 7 — корпус муфты, 8 — эпоксидный компаунд, 9 — уплотняющая подмотка, 10 — провод заземления с наконечником
Нижнюю половину гильзы прогревают газовой горелкой и вводят в нее припой ПОС-40 на 2/3 ее объема. В гильзу погружают разогретый конец жилы кабеля ВВ до стыкования с жилой кабеля. Параллельно заполняют гильзу припоем до верха.
После окончания пайки из корешка разделки удаляют тампон. Торцы пластмассовой изоляции кабеля и провода срезают на конус на длине 10 мм. Ступени брони, оболочки, изоляцию, голые участки жил и гильзу обезжиривают ацетоном. Ступени брони, оболочки, гильзу и изоляцию провода делают шероховатой с помощью напильника. Изоляцию провода на участке 40 мм, прилегающем к гильзе, покрывают клеем ПЭД-Б и высушивают. Затем разделку покрывают слоем эпоксидного компаунда. На участок между изоляцией и гильзой подматывают стеклоленту, промазывая каждый ее слой компаундом. Поверх гильзы наматывают два слоя стеклоленты вполнахлеста на эпоксидном компаунде, перекрывая ею примыкающую к гильзе изоляцию на 10—15 мм. Отступив от кромки оболочки на 10 мм, на место установки горловины для ее герметизации наматывают встык два слоя хлопчатобумажной ленты и в процессе подмотки промазывают ее компаундом.
Устанавливают на разделку две различные половины корпуса муфты и скрепляют их хомутами на горловине и на крайних изоляторах. Горловину подматывают липкой лентой ПХЛ, стыки полумуфт промазывают пластилином. На торцы крайних изоляторов устанавливают уплотняющие колпачки, сдвигая их с проводов ВВ.
Муфту заливают компаундом через средний изолятор до верха крайних изоляторов, после чего торец среднего изолятора также закрывают колпачком.
В настоящее время разработана и внедряется в монтажное производство концевая заделка, в которой для герметизации применяется новая самосклеивающаяся маслостойкая лента типа ЛЭТСАР ЛПм. Эта заделка в опытно-промышленной партии специального обозначения не получила и маркируется по конструктивному аналогу — КВЭн. От муфты КВЭн новая заделка отличается технологичностью и повышенной эксплуатационной надежностью.
Основные элементы технологии изготовления КВЭн с применением маслостойкой самосклеивающейся ленты ЛЭТСАР ЛПм сводятся к следующему.
Жилы оконцовывают только герметизированными наконечниками способами пайки или опрессовки. Для алюминиевых жил при опрессовке обязательно используют кварцевазелиновую пасту. Секторные жилы перед опрессовкой скругляют инструментами ИСК или НИСО. При разделке кабеля оставляют ступень полупроводящей бумаги шириной 5 мм.
Концы найритовых трубок на жилах кабелей, которые заливаются эпоксидным компаундом в корпусе заделки, изнутри и снаружи обезжиривают, создают на их поверхностях шероховатость и смазывают эпоксидным компаундом.
Трубчатую чать наконечника, оголенную жилу в зазоре между торцом наконечника и срезом изоляции, а также изоляцию на длине 20 мм от среза обезжиривают и подматывают лентой ЛЭТСАР ЛПм в два слоя вполнахлеста. Диаметр подмотки на трубчатой части наконечника должен быть таким, при котором найритовая трубка надевается с некоторым натягом.
Кольцевые пояски оболочек (шириной 25 мм) снимают. Оболочки и бронеленты кабелей обезжиривают и подматывают герметизирующей лентой ЛЭТСАР ЛПм вполнахлеста в два слоя. Подмотку начинают с отступом от среза оболочки на 15 мм и заканчивают на броне так, чтобы конец подмотки оставался в корпусе заделки. Устанавливают и бандажируют на жилах эпоксидную фиксирующую звездочку, заблаговременно отлитую в форму из этого же компаунда, что и предназначенный для корпуса. Съемную форму из специальной комбинированной бумаги устанавливают на подготовленную разделку.

Рис. 150. Концевые заделки для кабелей с пластмассовой изоляцией:
а, б — типа ПКВ на напряжение до 1 и 10 кВ, в, г — типа ПКВэ на напряжение до 1 и 10 кВ: 1 — наконечник, 2 — бандаж на суровых ниток, 3 — подмотка липкой поливинилхлоридной лентой, 4 — провод заземления, 5 — конусная подмотка с экраном, 6 — эпоксидный корпус
Для кабелей с пластмассовой изоляцией в зависимости от условий окружающей среды применяют заделки из поливинилхлоридных лент (рис. 150, а, б) или эпоксидные (рис. 150, в, г).