Для сварки контактных соединений жил проводов и кабелей пригодны многие способы газовой сварки. Однако наибольшее применение в монтажной практике нашли пропано-воздушная и пропано-кислородная сварка.
В состав горючей смеси для пропано-воздушной сварки входит пропан-бутан, содержащийся в баллонах, и кислород окружающего воздуха. Баллоны для кислорода в этом случае не требуются; отпадает также необходимость хранить и транспортировать его. Комплект оборудования для сварки получается облегченным. Однако по производительности пропано-воздушная сварка уступает пропанокислородной. Поэтому пропано-воздушную сварку обычно применяют для соединения алюминиевых жил суммарным- сечением не более 120 мм2.
Для пропано-воздушной сварки скруток алюминиевых однопроволочных жил суммарным сечением до 20 мм2 в соединительных коробках при монтаже осветительных проводок применяют набор ОГК-19 массой всего 3,4 кг. В него входят пропано-воздушная горелка ГПВМ-0,07; баллон с пропан-бутановой смесью емкостью 1 л; резиновый шланг с накидной гайкой и штуцером; банки с флюсом и кисть для его нанесения. Набор укладывается в специальную сумку.
Другой набор НСП-2м применяют для пропано-воздушной сварки алюминиевых жил суммарным сечением до 120 мм2. Его поставляют в двух контейнерах. В первом контейнере упакованы два пропанбутановых баллона с соединительным устройством. Во втором контейнере расположены горелка, охладители со стойкой, тепловой экран, разъемные формы для соединений и др.
Горючая смесь для пропано-кислородной сварки образуется пропан-бутаном и кислородом. Хранение и транспортировку этих газов производят в баллонах емкостью 60 и 40 л. Это обусловливает некоторую громоздкость и малоподвижность сварочного оборудования. Газокислородное пламя используется для сварки жил в широком диапазоне сечений — от 16 до 1500 мм2.
Для пропано-кислородной сварки в монтажных условиях применяют следующие наборы аппаратуры и принадлежностей: НПГ-1—для сварки жил сечением 16—625 мм2; НСПУ — для сварки жил сечением 800—1500 мм2; НСПК-1—для сплавления в монолит концов жил сечением 16—240 мм2; НСПК-2 — для приварки пластинчатых наконечников к жилам сечением 800—1500 мм2.
Эти наборы составляют из баллонов для пропан-бутана емкостью 50 л, баллонов для кислорода емкостью 40 л; редукторов, обратных клапанов и шлангов к этим баллонам; пропано-кислородных двух- и трехрожковых модернизированных горелок; наборов наконечников с многосопловыми мундштуками НЗП от № 1 до № 5 в разных сочетаниях; охладителей для жил различных сечений; стоек-треног; наборов разъемных форм для соединений, ответвлений и сплавления жил в монолит и др.
Особенностью газовой сварки является интенсивное рассеяние тепла в окружающее пространство, опасное для изоляции проводов и кабелей.
Эта опасность наиболее высока при многопламенной пропано-кислородной сварке. Поэтому зону сварки ограждают асбестовыми экранами, устанавливаемыми вплотную к торцам форм. Охладители закрепляют на оголенных участках жил за экранами. Изоляцию жилы за охладителем защищают листовым асбестом на длине не менее 100 мм. На остальные жилы надевают поливинилхлоридные трубки и экранируют их листом асбестового картона.
Другой особенностью газовой сварки является постепенный отвод горелки при завершении сварки после заполнения форм. Это дает возможность заполнить возникающую при кристаллизации металла усадочную раковину подплавлением к ее поверхности присадочного материала. Вместе с тем общее время сварки должно быть ограниченным во избежание перегрева жил и порчи изоляции проводника.
Порядок технологических операций при газовой сварке тот же, что и при сварке методом контактного разогрева.
При сплавлении в монолит многопроволочных алюминиевых жил сечением до 240 мм2 применяют цилиндрические разъемные формы со стопорным кольцом. Процесс плавки ведут двухрожковой (двухпламенной) горелкой с многосопловыми наконечниками НЗП-1 при сечениях жил до 120 мм2 и с наконечниками НЗП-2 при сечениях 150—240 мм2. Сплавление производится без применения флюса, если присадок содержит легирующие элементы. В качестве присадочных прутков применяют сварочные проволоки Св-АК5, Св-АМ5, Св- АМгб. Однако при отсутствии этих проволок в качестве присадка можно использовать материал жил, но применять флюс АФ-4а или ВАМИ. Последовательность сплавления жил в монолит показана на рис. 47.
Форму нагревают до вишневого цвета (рис. 47, а), после чего одно пламя переносят внутрь формы, а вторым продолжают нагревать ее снаружи. Когда внутри формы образуется сварочная ванна, в нее вводят присадок.
После сплавления в монолит соединяемые жилы устанавливают в разъемные стальные формы с литниковым отверстием и клиновыми зажимами. На треногах собирают экраны и охладители.
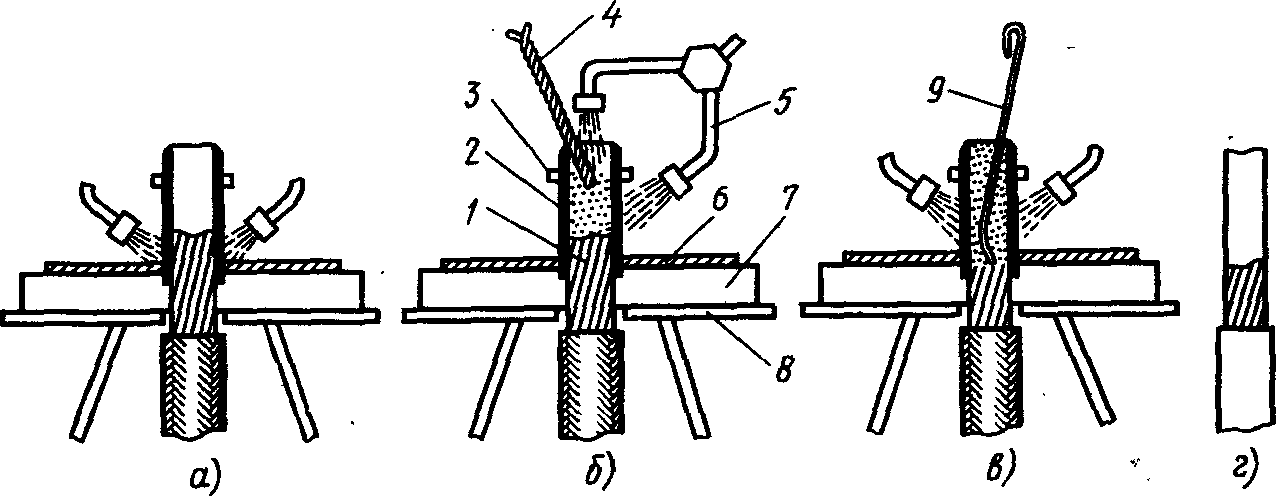
Рис. 47. Последовательность сплавления жилы в монолит методом газовой сварки: а — начало нагрева, б — расплавление присадочного материала с направлением пламени в форму, в —перемешивание расплава, г — жила, сплавленная в монолит; 1 — жила, 2 — форма, 3 — стопорное кольцо, 4 — присадочный материал, 5 — горелка, 6 — экран из листового асбеста, 7 — охладитель, 8 —тренога, 9 — мешалка
Сварку ведут двухпламенной горелкой, применяя наконечники № 2 или № 3 при сечении жил до 240 мм2, а при больших сечениях — наконечники № 4 или № 5. Последовательность действий горелкой та же, что и при сплавлении жил в монолит (рис. 47, б, в). Присадок вводят до заполнения литника. Литниковую прибыль после сварки откусывают специальными кусачками или отрезают (рис. 47, г).
Обработка соединений после газовой сварки проводится так же, как и после электросварки.
Приварка наконечников подобна сплавлению жил в монолит.
Сварка алюминиевых жил сечением 800—1500 мм2 производится по общей технологии, но с применением трех пламенной горелки с наконечниками НЗП-5 на крайних рожках и с наконечником НЗП-2 на среднем рожке.
Во всех случаях пламя регулируют на небольшой избыток в горючей смеси пропан-бутана по сравнению с кислородом во избежание окисления наплавленного металла.
Слесарь-электромонтажник - Газовая сварка
- Подробности
- Категория: Подстанции
Содержание материала
Страница 13 из 63