Термитная сварка основана на высокой теплотворной способности специального горючего состава—термита (по массе: Fe2O3 — 72,5%, Al—18%, Mg — 4,5% и 40%-ного ферромарганца—5%). Из термита прессуют толстостенные полые цилиндры — муфели, составляющие основу термопатронов. Для поджигания муфеля термопатрона служат специальные термитные спички, создающие температуру около 1000° С. Горит термитный патрон при температуре около 2800° С.
Для термитной сварки не требуется внешних источников энергии и сложных приспособлений, она проста; может быть осуществлена в разнообразных условиях монтажа; кроме того, она обеспечивает высокую производительность работ. Все это, а также полная автономность и высокое качество получаемых соединений обеспечивают термитной сварке преимущества перед другими способами сварки контактных соединений.
Для термитной сварки выпускаются термопатроны различных конструкций: ПА (рис. 48, а) для соединения встык алюминиевых жил сечением 16— 800 мм2 и приварки наконечников типа ЛАС; ПАТ (рис 48,б)— для торцовой сварки многопроволочных алюминиевых жил суммарным сечением до 240 мм2; ПАН — для приварки наконечников ЛАШ к жилам сечением 50—240 мм2; АН—для приварки к жилам сечением до 240 мм2 трубчатых наконечников ТА и ТАМ, предназначенных для опрессовки; АТО (рис. 48, в) — для сварки по торцам однопроволочных жил суммарным сечением 5—32 мм2, скрученных между собой.

Рис. 48. Патроны для термитной сварки:
а — ПА, б — ПАТ, в — ΑΤΟ; 1 — муфель, 2 — кокиль, 3 — колпачок, 4 — литниковое отверстие
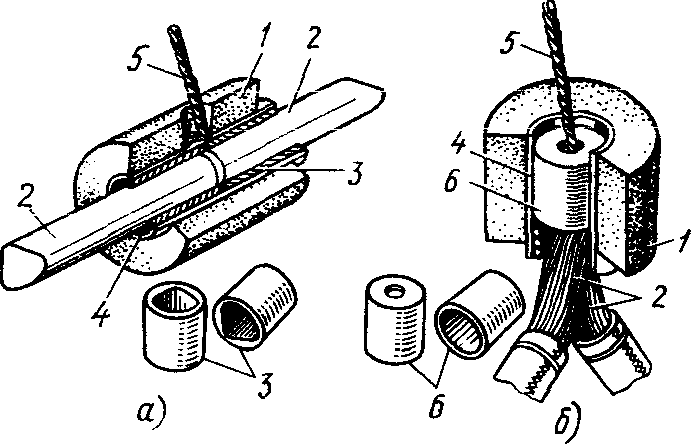
Рис. 49. Установка термопатронов: а — ПА, б — ПАТ; 1 — муфель, 2 — жила, 3 — втулки для монолитных секторных жил, 4 — кокиль, 5 — присадок, 6 — колпачок
Некоторые типы патронов (ПА, ПАТ) имеют колпачки из алюминия, которые устанавливают на концы соединяемых жил для их бандажирования и предохранения боковой поверхности проволок от пережога при сварке. Для установки в патроны монолитных секторных жил изготовляют переходные втулки 3 с цилиндрической наружной поверхностью и отверстием секторного сечения (рис. 49, а, б).
Для осуществления термитной сварки промышленность выпускает комплектные наборы НТС-2М, укомплектованные охладителями с вкладышами для круглых и секторных жил, стойкой-треножником, термоспичками с державкой и футляром, стальной щеткой и другими принадлежностями. Масса набора в чемодане—17 кг.
Термитная сварка производится с применением флюсов (АФ-4а, ВАМИ), исключение составляет лишь сварка однопроволочных жил суммарным сечением до 26 мм2 в патронах АТО. Перед сваркой внутренняя поверхность стального кокиля термопатрона должна быть окрашена кокильной краской или меловым раствором и высушена. Это предотвращает приварку кокиля к жиле. Последовательность операций при установке термопатрона ПА при сварке жил встык показана на рис. 50. Зазор в стыке жил должен быть минимальным и располагаться точно против литникового отверстия.
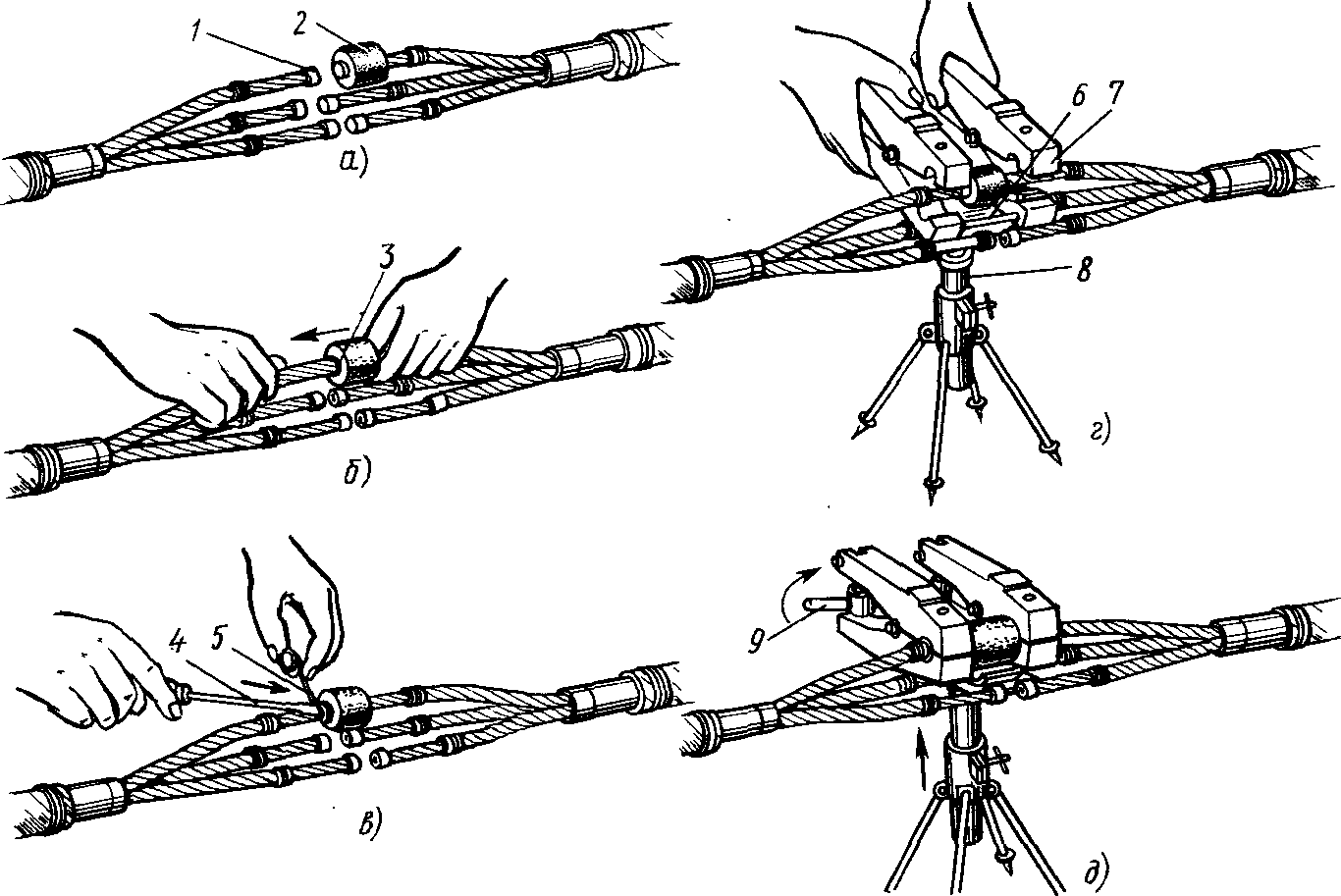
Рис. 50. Операции при подготовке жил к термитной сварке:
а, б — надевание на жилу термитного патрона, в — уплотнение формы, г — установка охладителей, д — закрепление охладителей на жилах; 1 — алюминиевый колпачок, 2 — термитный муфель, 3 кокиль, 4 — отвертка, 5 — уплотнение из асбестового шнура, 6 — экран, 7 — охладитель, 8 — штатив, 9 — вороток
Торцы термопатронов следует уплотнять асбестовой пряжей тщательно, набивая ее между кокилем и жилой до упора в колпачки. На соединяемую жилу перед охладителями и между местом сварки и остальными жилами устанавливают экраны, изготовленные из асбестового картона толщиной не менее 4 мм, при необходимости укрепляя их стальной подкладкой из кровельного листа. Экран на соединяемой жиле должен выступать за габариты охладителей не менее чем на 10 мм. Экран на остальные жилы кабеля изготовляют из листового асбеста. На защищаемые жилы надевают дополнительно поливинилхлоридные трубки на всю длину разделки. При сварке жил с пластмассовой изоляцией последняя защищается от тепловых воздействий плотной обмоткой мокрым асбестовым шнуром на длине 80—100 мм.
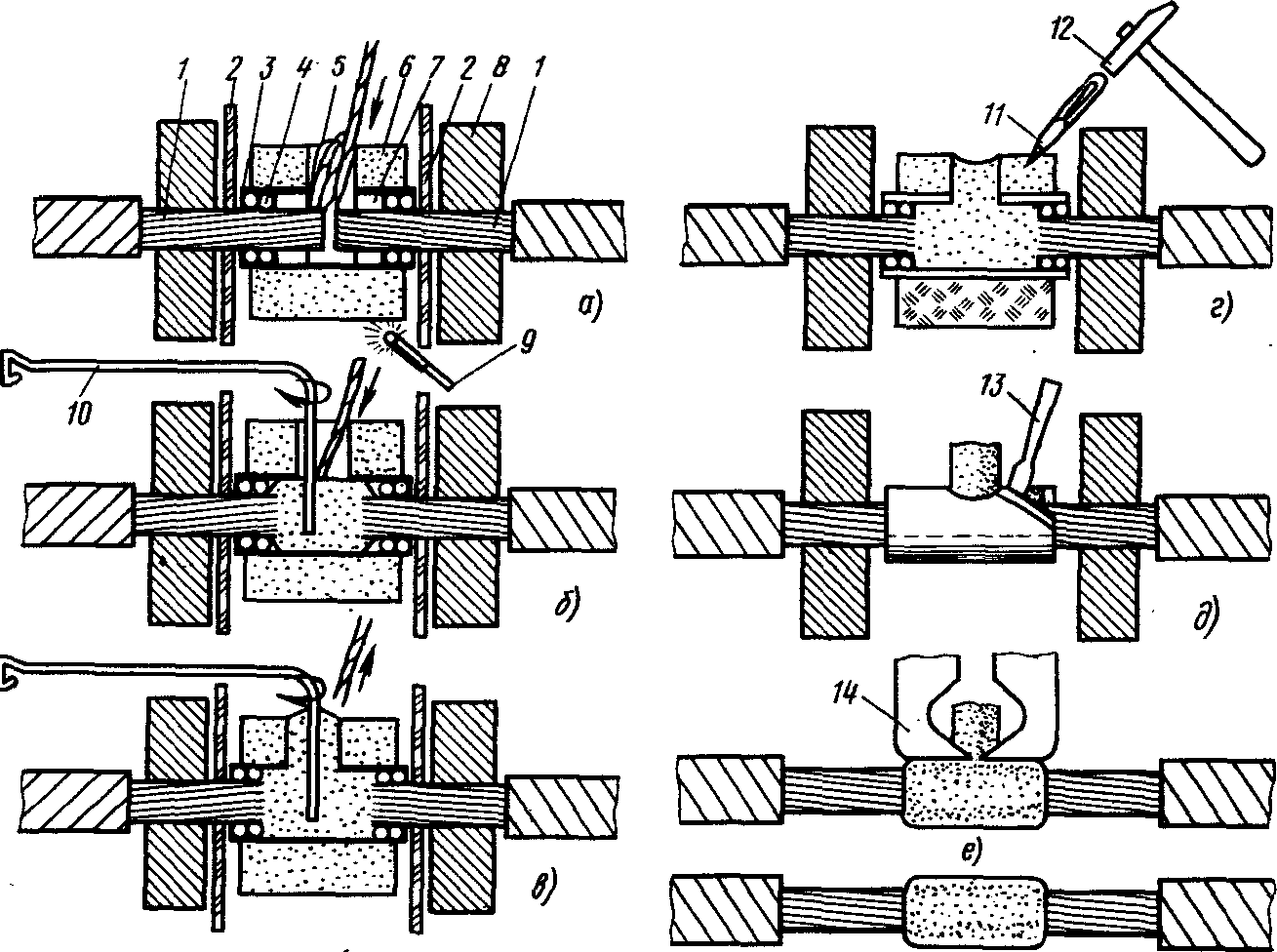
Рис. 51. Последовательность термитной сварки алюминиевых жил:
а — поджигание термитного муфеля, б — оплавление присадочного прутка и расплавление жил, в —перемешивание расплава, г — скалывание муфеля, д — снятие кокиля, е — удаление литниковой прибыли, ж — готовое соединение; 1 — жила кабеля, 2 — асбестовый экран, 3 — стальной кокиль, 4 — асбестовый шнур, 5 — присадок, 6 — термитный муфель, 7 — алюминиевый колпачок, 8 —охладитель, 9 — термитная спичка, 10 — проволочная мешалка, 11 — зубило, 12 — молоток, 13 — отвертка, 14 — губки клещей для скусывания прибылей
Последовательность термитной сварки показана на рис. 51. Муфель поджигают термитной спичкой путем трения ее о торец в месте, отмеченном кружком ( в этом месте более рыхлая консистенция). Спичку перед зажиганием берут плоскогубцами или устанавливают в специальное приспособление.
Присадок, на который нанесен тонкий слой флюса, вводят в термопатрон немедленно после его зажигания во избежание пережога соединяемых жил. Первоначально с этой целью вводят увеличенное количество присадка. Полное расплавление жил происходит через 10—15 с после окончания горения муфеля. Убедившись в этом с помощью стальной мешалки, тщательно промешивают ванну для более полного выхода газов.
После кристаллизации расплавленного металла удаляют шлак муфеля, скалывая его небольшим зубилом или разламывая в пассатижах (при мелких термопатронах). Прибыль откусывают специальными клещами. Дальнейшую обработку соединения производят так же, как и при электросварке. Сварку остальных жил проводят аналогично описанной.
При сварке жил секторной формы их предварительно скругляют (обжимают в цилиндры). При торцовой сварке скругляют сложенные вместе жилы соединения.