Обычно необходимость в резьбовых контактных соединениях возникает при подключении жил проводов и кабелей к зажимам машин, аппаратов, приборов. Конструкции резьбовых контактных зажимов отличаются разнообразием (рис. 60) и требуют соответствующей подготовку концов жил.
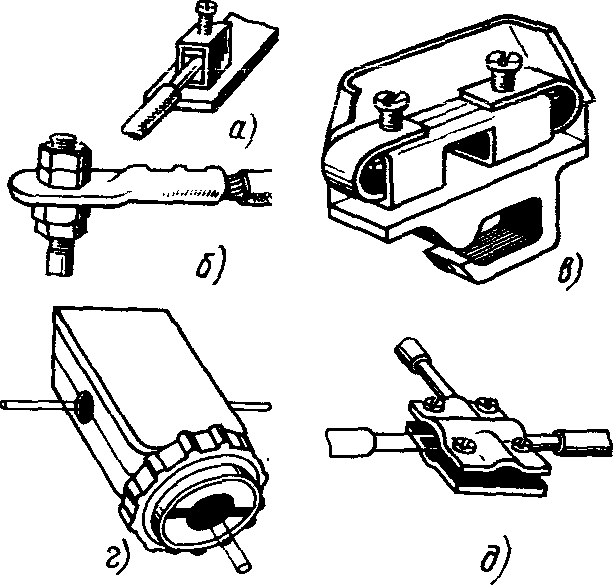
Рис. 60. Резьбовые контактные зажимы:
а — винтовой для штифтовых оконцевании, б — болтовой, в — реечный наборный, г —ответвительный У870, д — то же, без кожуха
Концы присоединяемых жил подготавливают в зависимости от конструкции, сечения и материала жил, от формы контактного вывода аппарата, а также от условий окружающей среды при эксплуатации.
При относительной влажности не более 80% при 20° С и отсутствии химически активных веществ в окружающей среде допускается контакт алюминиевой однопроволочной жилы в виде кольца или многопроволочной жилы, оконцованной алюминиевым наконечником, с медным контактным зажимом аппарата.
Медный плоский контакт зажима должен быть зачищен под слоем нейтральной смазки до металлического блеска и облужен. Медные штыревые контактные зажимы промывают растворителями. Затем смазка должна быть заменена на кварцевазелиновую пасту. Вместо кварцевазелиновой пасты можно применять токопроводящий клей. В этом случае зачистку производят без применения смазки.
Если среда содержит химически активные вещества и ее относительная влажность более 80% при температуре 20° С и выше, то контакт алюминиевой жилы, оконцованной алюминиевым наконечником, допускается только для плоского медного зажима аппарата при условии, что как лапка наконечника, так и поверхность зажима имеют антикоррозийное покрытие из никеля, олова или кадмия. Без применения покрытий допускается присоединять к плоским и штыревым медным зажимам алюминиевые жилы, оконцованные медно- алюминиевыми наконечниками.