Целью изолирования при монтаже контактных соединений обычно является восстановление изоляции, нарушенной при разделке проводников для соединения, ответвления или оконцевания жил.
Ручное изолирование связано с дополнительным увлажнением и загрязнением слоев изоляции. Снижение качества изоляции при ручном способе может быть компенсировано путем наложения более толстых слоев изоляции или применением материалов с характеристиками, превосходящими характеристики заводской изоляции. Во всех случаях особое внимание следует обращать на стыки заводской и восстановленной изоляции, которые должны быть перекрыты дополнительными слоями изоляционных материалов. В связи с тем, что восстановленная изоляция имеет, как правило, толщину большую, чем толщина заводской изоляции, контактные соединения жил в потоках проводников располагают вразбежку по длине.
По долговечности и механической прочности восстановленная изоляция уступает заводской. Неплотность восстановленной изоляции создает возможность проникновения влаги к контактному соединению. Все это требует дополнительных мер герметизации контактных соединений. Поэтому контактные соединения, работающие в наружных установках и в помещениях с относительной влажностью более 80% при 20° С и выше, дополнительно герметизируют водостойкими лаками и лакокрасочными покрытиями. Наиболее широко применяют глифталево-масляный лак ГРФ-95, глифталевую грунтовку № 138, поливинилбутиралевую грунтовку ВЛ-08 и перхлорвиниловую эмаль ФСХ-26. В качестве растворителей используют бензин Б-70, растворитель Р-4, технические ацетон и дихлорэтан.
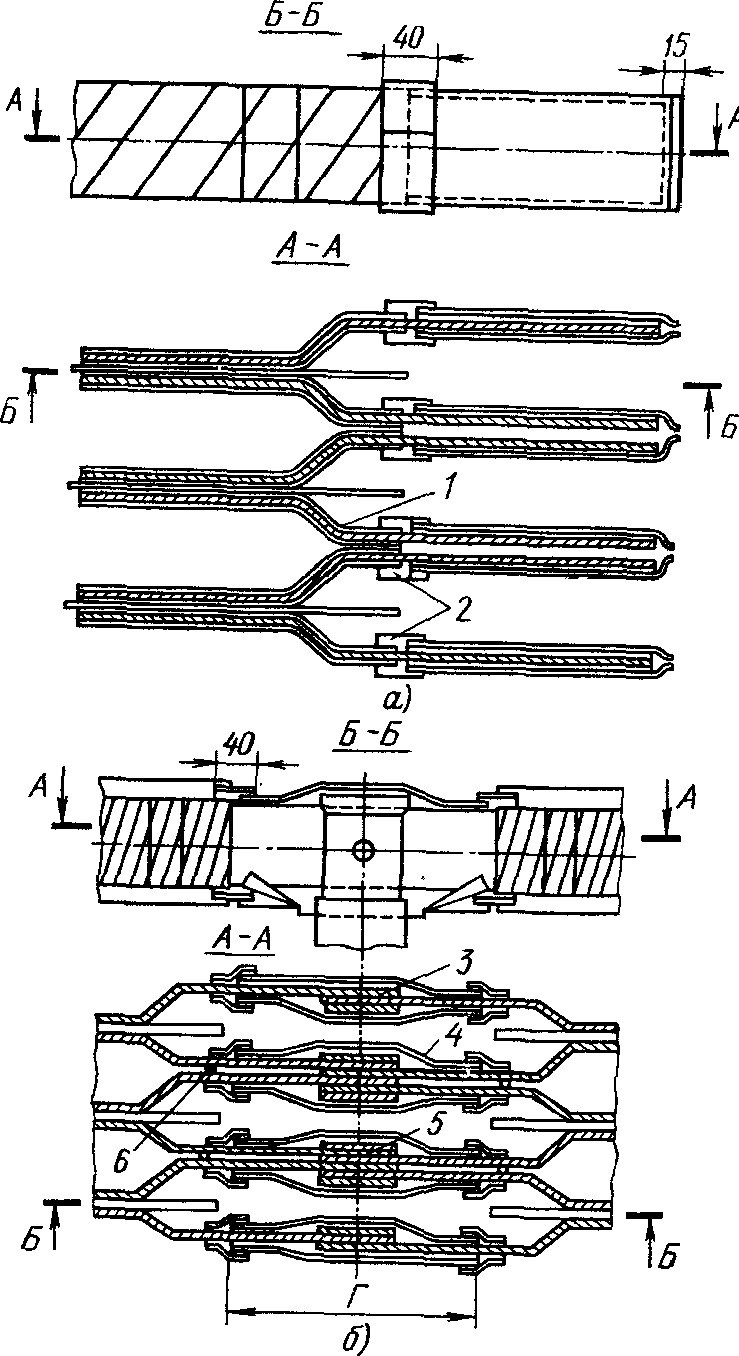
Рис. 62. Изолирование сварных стыков комплектных шинопроводов:
а — изоляция концов шин крайних секций, б — изоляция сварного соединения с ответвлением; 1 —заводская изоляция шин, 2 — лента стеклолакоткани, 3 — пакет из трех шин, 4—двухслойная изоляция из стеклолакоткани, 5 —пакет из пяти-шести шин, 6 — изоляционные уплотнения (вкладыши)
Перед нанесением антикоррозийных покрытий стыки контактных соединений и примыкающие к ним участки шириной 10—20 мм тщательно обезжиривают растворителями. Покрытия наносят на стыки деталей контактных соединений, сварные и паяные швы, места возможных неплотностей. При этом необходимо, чтобы защитный слой покрывал не только неплотности, но и примыкающие к ним участки поверхностей шириной не менее 5 мм. Защитные покрытия наносят кистью или пульверизатором.
Сварные стыки шин магистральных комплектных шинопроводов изолируют пропиленовыми накладными кожухами, состоящими из двух одинаковых накладок, снабженных замками-защелками. Накладками охватывают соединение с обеих сторон, а выступающие кромки с замками сжимают до защелкивания.
Для магистральных шинопроводов выпускают четыре вида кожухов: для сварных и болтовых соединений без ответвлений и для сварных и болтовых соединений с ответвлениями. В кожухах для соединений болтовым сжимом предусмотрены отверстия для прохода трубчатого изолятора, на котором собирается стык. Кожухи изготовляют комплектами. Для каждого стыка секций в комплект входят четыре глубокие крышки- накладки для двух толстых стыков из четырех шин и четыре накладки меньшей глубины для двух тонких стыков из двух шин. Для ответвлений шин применяют глубокие кожухи, так как число шин в пакетах увеличивается за счет ответвительных шин. Контактные плоскости концов шин крайних секций для изолирования оклеивают полотнами стеклолакоткани ЛСЭ-0,15 на клее 88Н (рис. 62, а). Кромки полотна за торцами шины склеивают между собой. Сварные ответвления шин при отсутствии кожухов также оклеивают полотнами стеклолакоткани (рис. 62, б) так, чтобы отростки раскроя полотна легли на кромку изоляции ответвления. Боковые углы полотен загибают на магистральные шины, как показано на рисунке. Последовательно наклеивают два полотна. Поверхности пакетов магистральных шин между ответвительными шинами также оклеивают стеклолакотканью. Стыки полотен стеклолакоткани с заводской изоляцией обматывают на расстоянии 15 — 20 мм лентой из стеклолакоткани на клее 88Н, а затем промазывают слоем эпоксидного компаунда.
При отсутствии пропиленовых кожухов прямые сварные стыки шин также изолируют лентой из стеклолакоткани. Намотку осуществляют встык в два слоя, перекрывая стыки первого слоя вторым слоем и с заходом на заводскую изоляцию с обоих концов на 15— 20 мм.
КОНТРОЛЬНЫЕ ВОПРОСЫ
- Какие типы электрических схем применяют в электромонтажном производстве?
- Каковы основные принципы, которыми руководствуются при маркировке электрических цепей?
- Какие механизированные инструменты применяют для пробивных работ?
- В какой последовательности операций следует вмазывать анкерные детали?
- Какие виды дюбелей применяют для крепежных работ?
- Расскажите о последовательности крепления анкерных деталей с помощью пластмассовых дюбелей.
- Какие типы стальных гвоздевых дюбелей применяют для крепежных работ?
- Какими специальными инструментами можно забивать стальные дюбели?
- В чем состоит принцип действия пистолета ПЦ-52 для забивки стальных дюбелей?
- В какой последовательности операций следует забивать дюбели пистолетом ПЦ-52?
- В какой последовательности разделывают кабели с бумажной изоляцией?
- Расскажите об особенностях разделки кабелей с пластмассовой изоляцией по сравнению с разделкой кабелей с бумажной изоляцией.
- С какой целью заземляют экраны н выполняют конусную подмотку при разделке кабелей с пластмассовой изоляцией?
- Опишите последовательность выполнения конусной подмотки на жилах кабелей с пластмассовой изоляцией.
- В чем заключаются особенности разделки кабелей с резиновой изоляцией в сравнении с разделкой кабелей с бумажной изоляцией?
- Каковы особенности разделки контрольных кабелей в сравнении с разделкой силовых кабелей?
- Какими специализированными инструментами и приспособлениями разрезают кабели для наложения на них бандажей, удаления с них брони и оболочек?
- Каковы особенности разделки проводов по сравнению с разделкой кабелей?
- Сравните преимущества и недостатки методов контактного соединения токопроводящих жил сваркой, пайкой и опрессовкой.
- Какие способы электрической сварки применяют для контактных соединений токопроводящих жил?
- В какой последовательности следует сваривать многопроволочные алюминиевые жилы способом контактного разогрева?
- Каковы особенности технологии газовой сварки контактных соединений?
- В чем состоит сущность термитной сварки контактных соединений?
- В какой последовательности производят термитную сварку контактных соединений?
- В какой последовательности операций производят пайку контактных соединений алюминиевых жил способом непосредственного сплавления припоя и способом полива?
- Каковы особенности пайки контактных соединений медных жил?
- Какие способы опрессовки применяют для контактного соединения токопроводящих жил?
- В какой последовательности операций следует опрессовывать контактные соединения алюминиевых многопроволочных жил?
- Какие специализированные инструменты и приспособления применяют для контактных соединений методами сварки, пайки и опрессовки?
- Каким образом и по каким показателям контролируют качество контактных соединений?