Оборудование и материалы для электрической сварки.
В зависимости от требований и условий монтажа применяют бездуговую сварку способом контактного разогрева, дуговую сварку угольным электродом на постоянном токе и дуговую полуавтоматическую сварку в среде аргона неплавящимся или плавящимся электродом. Дуговую сварку используют при большой теплоемкости жил — для крупных сечений многопроволочных жил (алюминиевых до 1500 мм2 и медных до 300 мм2), а также для монолитных алюминиевых жил сечением до 240 мм2.
Для сварки способом контактного разогрева применяют комплектные установки УСАП-2М и выпускавшиеся ранее УСАП-1 и УСАП-2. Они состоят из трансформаторов для питания сварочного поста, электрододержателей с угольными электродами, охладителей для предохранения от перегрева изоляции проводов, наборов сварочных форм, инструментов для обработки жил под сварку и др. Эти установки используют для сварки алюминиевых проводов сечением до 240 мм2. Кроме установок УСАП для сварки однопроволочных алюминиевых и медных жил сечением 1,5—6 мм2 служит полуавтоматический сварочный пистолет ВКЗ-1, питаемый от сварочного трансформатора.
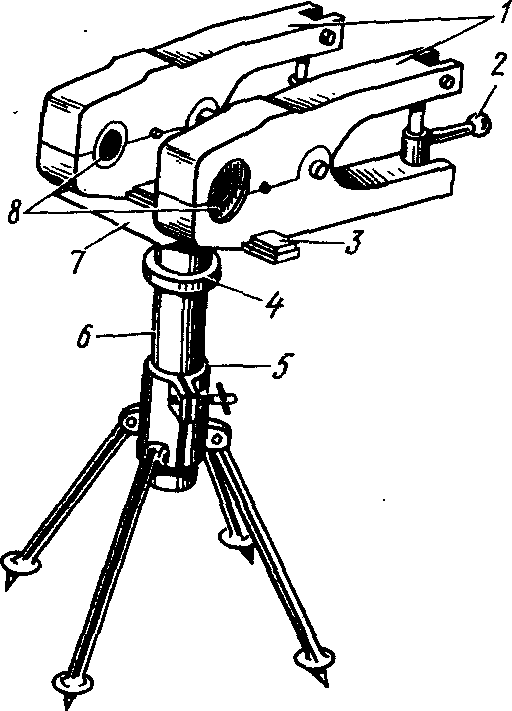
Рис. 42. Охладитель для сварки жил:
1 — теплоотвод, 2 — винт для затяжки теплоотвода на жиле, 3 — соединительная планка, 4 — винт с накатной головкой для закрепления соединительной планки на стойке, 5 —штатив, 6 — выдвижная стойка, 7 — стальной экран, 8 —сменная втулка
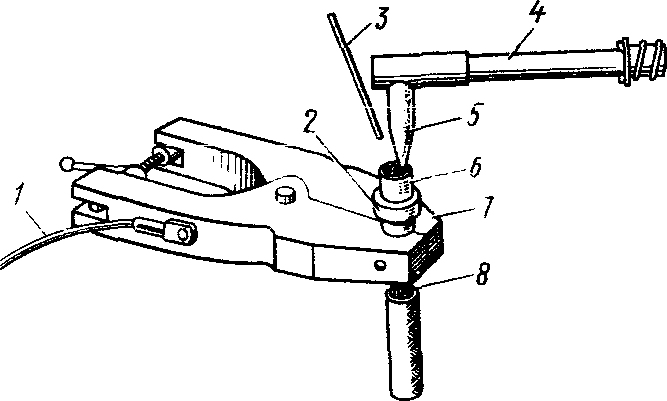
Рис. 43. Сплавление концов жил в монолит:
1 — соединительный провод, 2 — бандаж, 3 — присадок, 4 — электрододержатель, 5 —угольный электрод, 6 — форма, 7 — охладитель, 8 — жила
Для дуговой сварки на переменном токе в среде аргона неплавящимся электродом используют комплект из сварочного трансформатора с регулятором, осциллятора, сварочной горелки и баллона с аргоном и соответствующим баллонным оборудованием (редуктором, ротаметром, манометром). Для сварки жил плавящимся электродом (проволокой 2 Св — АК5) в среде аргона применяют монтажные ранцевые полуавтоматы ПРМ-4 и ПРМ-2, питаемые постоянным током от преобразователя ПСГ-500. Для сварки на постоянном токе угольным электродом используют сварочные преобразователи или выпрямители. При дуговой сварке жил или приварке наконечников применяют охладители (рис. 42).
Для повышения качества сварки должны быть надежно удалены окислы с поверхности свариваемых металлов. Особенно это относится к алюминиевым жилам. Удаление окислов и предохранение свариваемых поверхностей от их последующего окисления осуществляют при помощи флюсов. При сварке алюминиевых жил используют флюсы АФ-4а и ВАМИ.
Флюс АФ-4а применяется для соединений, подвергающихся герметизации после сварки; флюс ВАМИ пригоден для соединений во внутренних сетях, кроме сетей в особо сырых помещениях. Место сварки должно быть защищено водостойкими лаками.
При полуавтоматической сварке медных жил применяют промышленный флюс ОСЦ-45П.
Таблица 7. Режимы сплавления концов жил в монолит способом контактного разогрева
Сечение жилы, мм2 | Длина зачистки изоляции жилы, мм | Диаметр присадочного прутка, мм | Тип угольного электрода | Сварочный ток, А | Время сварки, с | Длина участка сплавления, мм |
16 | 60 | 3 | 1 | 250 | 15 | 8 |
25 | 60 | 3 | 1 | 300 | 15 | 8 |
35 | 60 | 4 | 1 | 350 | 20 | 8 |
50 | 60 | 4 | 1 | 350 | 30 | 10 |
70 | 65 | 4 | 1 | 400 | 30 | 10 |
95 | 65 | 5 | 1 | 480 | 35 | 10 |
120 | 70 | 5 | 1 | 480 | 40 | 12 |
150 | 73 | 5 | 2 | 540 | 40 | 12 |
185 | 73 | 6 | 2 | 540 | 50 | 15 |
240 | 75 | 6 | 2 | 600 | 70 | 15 |
Таблица 8. Режимы приварки наконечников ЛА способом контактного разогрева

Сварка способом контактного разогрева многопроволочных алюминиевых жил сечением 16-240 мм2 с предварительным сплавлением концов жил в монолит (рис. 43).
1. Разделка жилы. Длины разделок для различных сечений изолированных жил приведены в табл. 7 и 8.
2. Зачистка проволок жил и присадочного прутка до полного металлического блеска с помощью стальной щетки. В качестве присадочного материала можно использовать проволоки жил, при необходимости скручивая их между собой.
- Обезжиривание проволок жил органическим растворителем, бензином.
- Подмотка асбестовой пряжей места установки цилиндрической разъемной формы (рис. 44, а). Конец жилы должен выступать из подмотки на 10—15 мм. Длина подмотки определяется длиной формы.
- Установка цилиндрической формы, скрепление полуформ бандажом. Верхний торец формы должен располагаться в одной плоскости с торцом жилы.
- Установка на жилу между изоляцией и формой охладителя 7 (см. рис. 43), соединенного с одним из зажимов вторичной обмотки сварочного трансформатора.
- Покрытие торца жилы и присадочного прутка флюсом. Флюс в виде пасты наносят кисточкой тонким слоем на торец жилы и на пруток. Пасту получают, разводя 100 мас. ч. порошка флюса в 40 мас. ч. воды.
- Сплавление торца жилы в монолит прикосновением к нему угольного электрода, присоединенного ко второму зажиму вторичной обмотки сварочного трансформатора. Электрод перемещается по орцам проволок при непрерывном касании. При образовании жид- :ой сварочной ванны (рис. 44, б) конец электрода остается погруженным в нее. В ванну вводится конец присадочного прутка (рис. 44). Жидкий металл ванны перемешивается прутком и электродом.
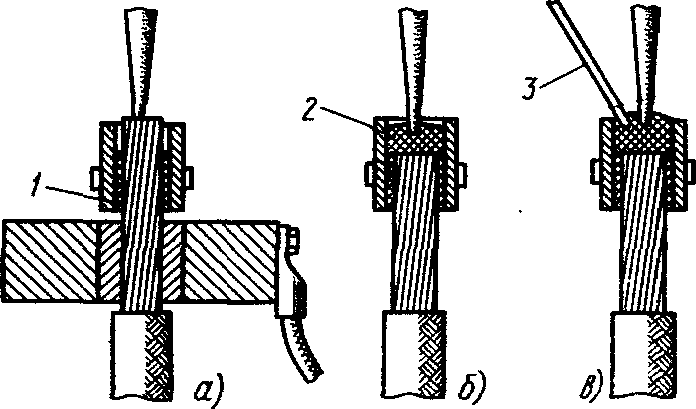
Рис. 44. Операции сплавления торца жилы в монолит:
а — начало сплавления, б — образование ванны, в — введение присадка; 1 — асбестовое уплотнение, 2 — сварочная ванна, 3 — присадок
Процесс ведут до заполнения формы с образованием небольшой выпуклости жидкого металла. Затем электрод быстро отводят, не допуская возникновений дуги. Прутком присадка слегка перемешивают ванну и удаляют его.
Режимы сплавления торцов жил для различных сечений и длины получаемых монолитных стержней приведены в табл. 7.
- Удаление формы после остывания жилы.
- Зачистка монолитного стержня на конце жилы и прилегающего участка проволок стальной щеткой и обезжиривание жил. На этой операции процесс сплавления жилы в монолит заканчивается. Последующие операции относятся к соединению между собой жил, предварительно сплавленных в монолит.
- Подмотка асбестовой пряжей 10 жил для последующей установки на них открытой формы (рис. 45). Подмотка должна выступать на несколько миллиметров из торцов формы и доходить на каждой жиле до середины длины сплавленного конца.
- Обмазка флюсом концов жил.
- Установка концов проводников в приспособление для сварки. Зазор между концами жил в стыке должен быть около половины диаметра жилы.
- Установка открытой формы на асбестовые уплотнения и крепление ее проволочными бандажами.
- Расплавление концов жил в форме поочередным прижиманием конца электрода к сплавленным концам жил (рис. 46, а). Продолжительность касания электрода — около 10 с; перенос электрода должен быть быстрым и не сопровождаться возникновением дуги.
- Заполнение формы жидким металлом путем плавления присадка, покрытого флюсом. Поверхность жидкого металла над местом стыка жил должна быть слегка выпуклой (рис. 46, б).
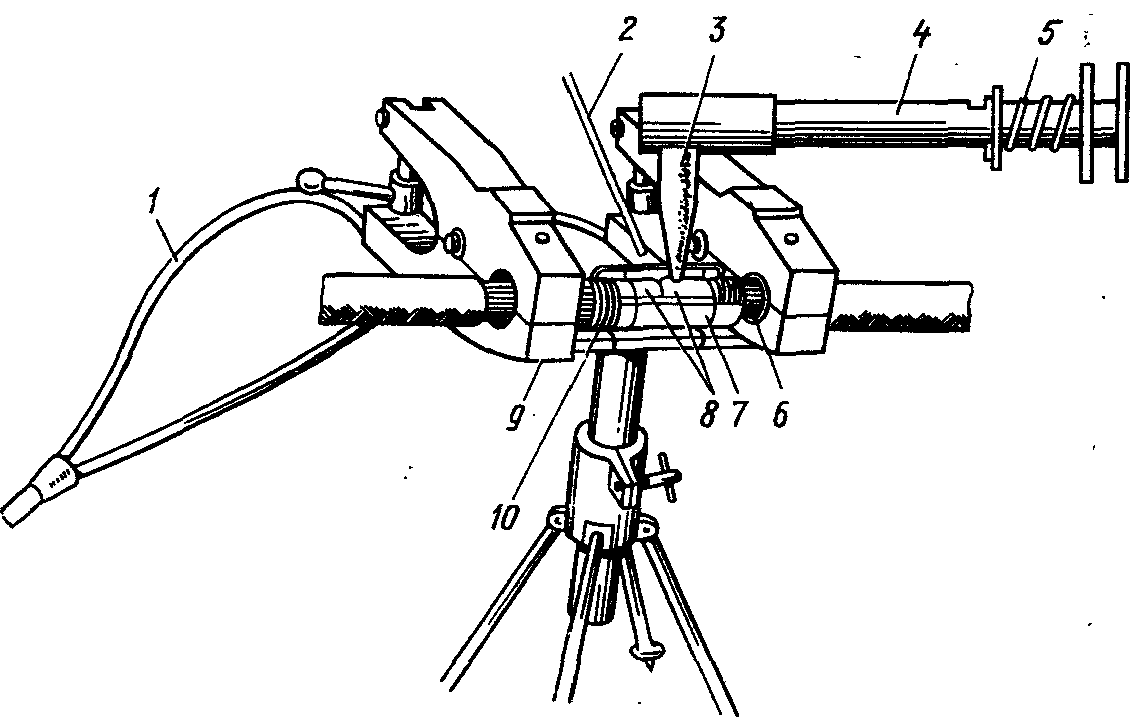
Рис. 45. Установка для сварки жил встык:
1 — провода к трансформатору, 2 — присадочный алюминиевый пруток, 3 — угольный электрод, 4 —электрододержатель, 5 — пружина, 6 — концы жил, очищенные от изоляции, 7 — форма для сварки, 8 — сплавляемые концы жил, 9 — охладитель, 10 — асбестовое уплотнение

Рис. 46. Последовательность операций при сварке жил встык способом контактного разогрева:
а — начало сварки, б — присадка алюминиевого прутка в сварочную ванну, в — готовое соединение
Электродом и присадочным прутком в процессе плавки перемешивают расплав. Скорость плавления прутка регулируется изменением расстояния от него до конца электрода в ванне. Режимы сварки жил различного сечения приведены в табл. 9.
- Снятие формы и подмотки после охлаждения соединения.
- Удаление с поверхности соединения шлака и остатков флюса стальной щеткой.
- Опиливание соединения напильником для придания ему правильной цилиндрической формы (рис. 46, в).
В настоящее время сплавление многопроволочных жил в монолит контактным разогревом применяется сравнительно редко в связи с низкой производительностью процесса. Он рекомендуется для сплавления по торцам в монолит алюминиевых жил кабелей напряжением до 1 кВ.
Таблица 9. Режимы сварки жил встык способом контактного разогрева
Сечение жилы, мм | Диаметр присадочного прутка, мм | Тип угольного электрода | Сварочный ток, А | Время сварки, с | Сечение жилы, мм2 | Диаметр присадочного прутка, мм | Тип угольного электрода | Сварочный ток, А | Время сварки, с |
16 | 3 | 1 | 300 | 18 | 95 | 5 | 1 | 600 | 50 |
25 | 3 | 1 | 360 | 20 | 120 | 5 | 1 | 600 | 60 |
35 | 4 | 1 | 360 | 25 | 150 | 5 | 2 | 650 | 80 |
50 | 4 | 1 | 420 | 35 | 185 | 7 | 2 | 700 | 100 |
70 | 4 | 1 | 550 | 40 | 240 | 7 | 2 | 750 | 120 |
Сварка методом контактного разогрева однопроволочных алюминиевых жил сечением 2,5—10 мм2.
1-й способ. Оголенные жилы зачищают до металлического блеска, скручивают, обрезают по торцу и покрывают флюсом.
На участок скрутки около изоляции устанавливают контактный зажим, соединенный кабелем с трансформатором.
Угольный электрод, присоединенный к трансформатору, прижи¬мают к торцу скрутки и оплавляют его до получения каплевидного утолщения, охватывающего все скрученные жилы.
Зачищают, обезжиривают и защищают соединение от воздействия влаги водостойким лаком.
Таким же образом можно сплавлять алюминиевые жилы с медными.
2- й способ. Вместо угольного электрода используют угольные клещи в замкнутом состоянии. Контактный зажим на скрутку не устанавливают. При этом угольные электроды клещей, соприкасаясь между собой, замыкают электрическую цепь, и их концы разогреваются. Этими концами, не размыкая клещей, оплавляют скрутку.
3-й способ. Зачищенные, покрытые флюсом жилы укладывают в ленточную обойму без скрутки; обойму сжимают пассатижами; при этом концы жил должны выступать из обоймы в одну сторону на 1—2 мм. Обойму в месте расположения жил сжимают угольными клещами и разогревают до сплавления проволок жил.
Во всех трех способах применяют флюс ВАМИ.
По такой же технологии производят оконцевание многопроволочных алюминиевых жил. Наконечник приваривается при вертикальном положении жилы. Дополнительными операциями перед сваркой является зачистка и обезжиривание отверстия наконечника и верхнего его торца. Для зачистки используют стальной ерш. При установке наконечника на жилу торцы ее проволок должны выступать из цилиндрической части наконечника на 2—3 мм. После приварки, зачистки и обезжиривания место сварки защищают антикоррозийными покрытиями.
Дуговая сварка.
Методом дуговой сварки производят оконцевание алюминиевых однопроволочных монолитных жил сечением до 240 мм2 и многопроволочных жил сечением 300—1500 мм2, а также медных жил сечением 16—300 мм2. Наиболее часто применяют ручную дуговую сварку на постоянном токе угольным электродом и аргоно-дуговую полуавтоматическую сварку как плавящимся, так и неплавящимся электродом. Режимы дуговой сварки алюминиевых и медных жил с наконечниками приведены в табл. 10 и 11.
Таблица 10. Режимы дуговой сварки алюминиевых жил с наконечниками

Таблица 11. Режимы дуговой сварки медных жил с наконечниками
