При подготовке к монтажу на стендах МЭЗ производят ревизию электроаппаратов. Аппараты полностью расконсервируют, очищают и протирают от пыли. Труднодоступные места продувают сжатым воздухом.
Проверяют одновременность касания подвижных и неподвижных контактов и плотность прилегания контактных поверхностей, значения начального и конечного контактного нажатия, величины растворов и провалов контактов, измеряют переходное сопротивление контактов. Результаты проверок и измерений сравнивают с заводскими данными, приведенными в паспортах аппаратов или инструкциях по монтажу. Если полученные результаты отличаются от заводских данных, производят необходимую регулировку.
Изоляционные детали электроаппаратов, в особенности работающих при напряжении выше 1 кВ, внимательно осматривают. При обнаружении разрушений, сколов и повреждений поверхности их устраняют. Сильно поврежденные детали заменяют новыми.
С помощью мегаомметра измеряют сопротивление изоляции токопроводящих частей аппарата относительно металлического корпуса и между собой. Сопротивление изоляции должно соответствовать нормам ПУЭ-76. При обнаружении увлажнения изоляции сверх допустимого предела аппараты подвергают сушке.
Электромагнитные приводы автоматов и контакторов проверяют многократными включениями и отключениями при номинальном и пониженном напряжении. Пониженное напряжение включения должно составлять 90% от номинального, кратность включения — 5. Для отключения напряжение снижают до 80%, кратность отключения увеличивают до 10. При номинальном напряжении производят пять циклов включения и отключения. В процессе проверок не должно быть отказов и других нарушений работы аппаратов.
Работоспособность релейно-контакторных схем комплектных устройств проверяют при напряжениях, составляющих 90 и 100% от номинального. Все элементы схем при этом должны надежно работать в такой последовательности, которая установлена проектом.
Простые схемы типа кнопка — пускатель при пониженном напряжении не проверяют. Мелкие многочисленные аппараты неответственного назначения ревизуют выборочно.
Регулировка контактного нажатия производится путем изменения сжатия контактных пружин. Во многих аппаратах для этого изменяют длину пружин с помощью регулировочных винтов или гаек. В контактах врубного типа контактное нажатие, оцениваемое усилием вытягивания ножей из губок, регулируют подбором пружин с различным усилием и отчасти величиной изгиба губок и изменением толщины ножа в допустимых пределах.
Начальное контактное нажатие измеряют в отключенном состоянии аппарата. Для этого оттягивают с помощью петли и динамометра контакт от контактодержателя, сжимая контактную пружину (рис. 120, а). Измерение производят в момент начала деформации пружины. О наступлении этого момента судят по возникновению возможности вытянуть с небольшим усилием полоску тонкой бумаги, предварительно заложенной между контактодержателем и контактом.
Конечное нажатие контактов измеряют во включенном состоянии аппарата, определяя момент измерения так же, как и в предыдущем случае. Полоску бумаги закладывают между контактами (рис. 120, б).
В некоторых случаях, когда способом вытягивания полоски по каким-либо причинам пользоваться неудобно, используют другие приемы для определения момента отсчета показания динамометра. Например, в автоматах типа АВМ при измерении нажатия предварительных и разрывных контактов для этой цели используют винт 8 (рис. 120, в), который в момент измерения освобождается от усилия пружины, уравновешенного усилием оттягивания. Конечное нажатие главных контактов измеряют с помощью специального динамометра 7. Этот динамометр навертывается вместо регулировочной гайки контактной пружины главного контакта. Фасонный винт 6 динамометра опирается после завертывания на контактодержатель главного контакта.
Направление силы оттягивания должно быть перпендикулярным плоскости касания контактов. Линия действия этой силы должна проходить через точку касания, середину линии или площадки касания контактов.
Усилие вытягивания контактов врубного типа измеряют также с помощью динамометров. При отсутствии динамометра можно воспользоваться набором гирь. Необходимое направление создаваемою при этом усилия достигается с помощью гибкой нити, перекинутой через неподвижный блок.
Плотность соприкосновения контактов проверяют щупом толщиной 0,05 мм. При точечном контакте щуп не должен проникать между контактами. Глубина проникновения щупа в линейный контакт должна быть не более 1/3 длины контактной линии. В плоскостный контакт щуп не должен проникать глубже чем на 1/3 ширины контактной площадки.
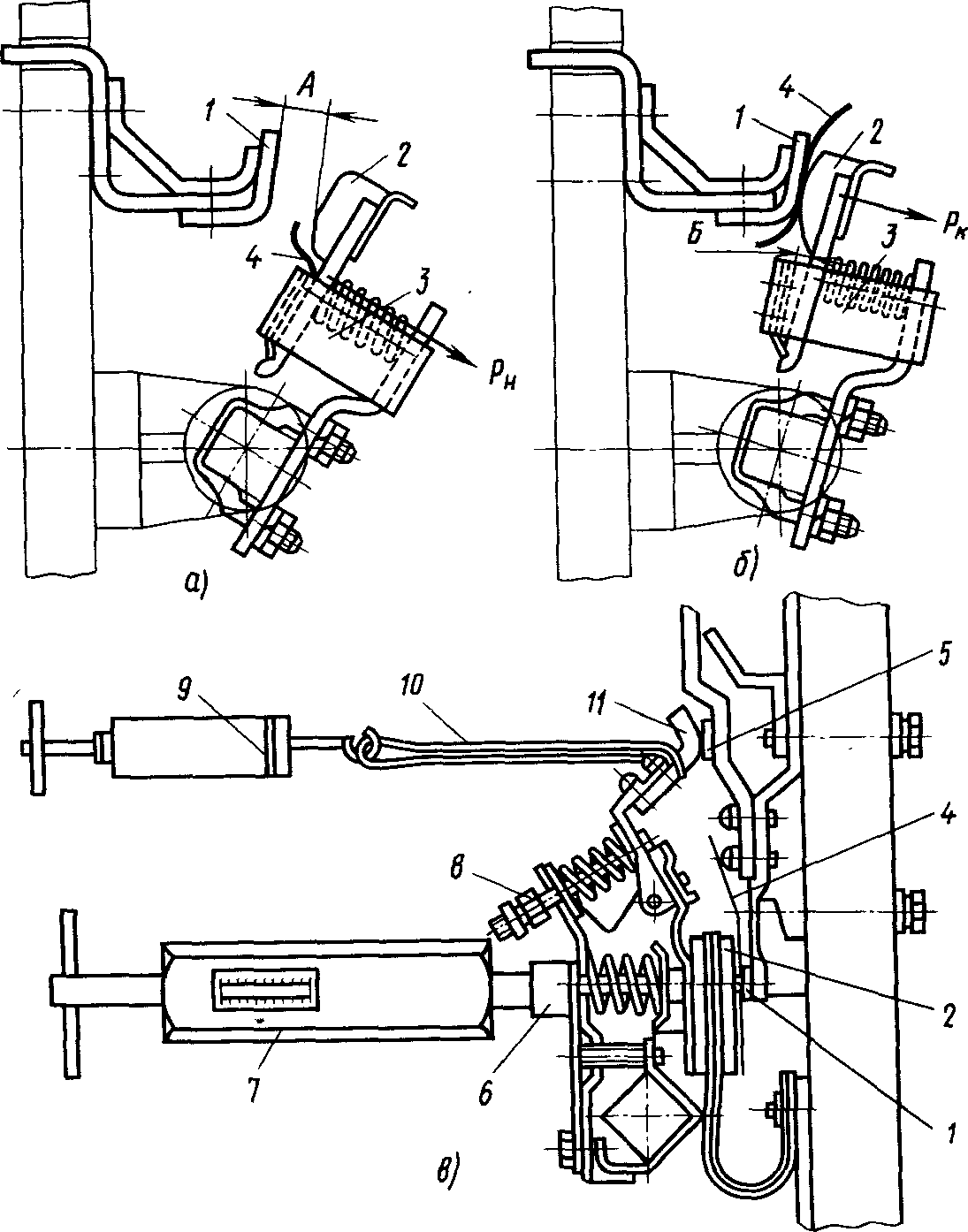
Рис. 120. Схемы измерения нажатия контактов:
а — начального Рн, б — конечного Рк, в — конечного в дугогасительных и главных контактах автомата АВМ; А — зазор, Б — провал; 1 — неподвижный контакт, 2 — подвижный контакт, 3 —контактодержатель, 4 — полоска тонкой прочной бумаги, 5 — неподвижный дугогасительный контакт, 6 — фасонный винт, 7, 9 — динамометры, 8 — винт пружины дугогасительных контактов, 10 — тесьма, 11 — подвижный дугогасительный контакт
Плотность прилегания контактов врубного типа проверяют щупом шириной 10 мм и толщиной 0,05 мм, который не должен входить между соприкасающимися контактами глубже чем на 6 мм. При обнаружении неплотности прилегания контакты рихтуют и пришлифовывают на плите. Контактные губки чаще всего заменяют. Не рекомендуется снимать поверхностный слой контактов, покрытых металлокерамикой и серебром.
Точность совпадения контактных поверхностей подвижных и неподвижных контактов в общем случае не нормируется. При контроле совпадения контактных поверхностей пользуются указаниями завода-изготовителя. При отсутствии таких указаний считают, что площадь совпадения контактных поверхностей должна быть не менее 70%. При этом подвижные контакты врубного типа должны входить в неподвижные губки без ударов об их торцовую часть.
В зависимости от конструкции контактов их совпадения достигают путем бокового смещения или поворота неподвижных контактов вокруг оси контактодержателей на основании или подвижных—на валу аппарата. Часто для регулировки оказывается достаточно изменить зазоры, имеющиеся в незатянутых соединениях контактов. В отдельных случаях зазоры для этого искусственно увеличивают в допустимых пределах, развертывая или рассверливая отверстия резьбовых соединений контактных групп.
Одновременность замыкания контактов может иметь большее или меньшее значение в зависимости от вида включаемых или отключаемых электроприемников и от вида отключения. Так, например, желательно, чтобы включение и отключение асинхронных двигателей, а также отключение токов коротких замыканий быстродействующими выключателями происходило одновременно во всех фазах.
Одновременности работы контактов достигают теми же приемами, которыми пользуются при регулировке раствора и провала. При регулировке контакты перемещают так, чтобы возросло контактное нажатие. Необходимо следить в этом случае за тем, чтобы растворы и провалы оставались в допустимых пределах.
В аппаратах напряжением до 1000 В подвижную систему приводят в медленное движение и контролируют при этом зазоры между контактами. При касании первой пары контактов измеряют зазоры в других контактных парах. Допуски на неодновременность даются в заводских инструкциях, как правило, в миллиметрах. Для многополюсных контакторов и пускателей допускают неодновременность замыкания до 0,5 мм, для разъединителей напряжением выше 1000 В — до 3 мм, а для маломасляных выключателей с розеточными контактами — до 5 мм. Обычно момент измерений определяют визуально или по защемлению между контактами полоски тонкой бумаги.
В маломасляных выключателях о моменте касания сигнализируют лампы накаливания пониженного (для безопасности) напряжения, подключаемые к источнику контактами самих выключателей.
Последовательность работы контактов должна быть определенной при наличии в одной цепи более одного контакта с разными функциями. Например, в одной цепи воздушного автомата серии ABM работают три контактные пары, включенные параллельно: главные, переходные и дугогасительные. Каждая из этих пар должна срабатывать одновременно с одноименными парами в других цепях, но в пределах одной цепи они работают последовательно. В момент касания дугогасительных контактов автоматов зазор между переходными контактами должен быть в пределах 5—7 мм, а при касании переходных контактов зазор между верхними частями главных контактов — 2,5—3,5 мм.
В нормальных контактных системах с электромагнитными приводами блок-контакты срабатывают позже, а возвращаются раньше главных контактов. В частных случаях может быть установлена и другая последовательность срабатывания главных и блокировочных контактов. Величина линейного отставания блокировочного контакта от главного при включении обычно составляет 0,5—1 мм.
Последовательность работы контактов аппаратов регулируется теми же способами, что и раствор или провал. Предпочтительными являются регулировки, не снижающие контактного нажатия.
Регулировка плотности прилегания якоря к сердечнику электромагнитных приводов аппаратов, обычно производится в магнитных системах переменного тока. Магнитопроводы этих систем набирают из тонких листов электротехнической стали. Неровности стыка торцов магнитопровода в воздушном зазоре приводят к увеличению тока, нагрева, шума и вибраций при работе. Поэтому допускают лишь такие неровности в стыке, при которых общая площадь прилегания якоря к сердечнику составляет не менее 70% площади поперечного сечения стыка. Площадь прилегания сердечника и якоря определяют с помощью краски, нанесенной на торец якоря, и листа бумаги. Лист вводят в зазор и сжимают между сердечником и окрашенным якорем. Вместо краски применяют лист копировальной бумаги. Если площадь отпечатка, полученного на бумаге при полном замыкании магнитопровода, меньше 70% общей площади стыка, примыкающие друг к другу участки магнитопровода пришабривают. Шабрение осуществляют вдоль торцов листов. После шабрения торец магнитопровода очищают от стружек стальной щеткой. Пригонку стыка выполняют при условии, что боковые люфты якоря находятся в пределах допусков. В противном случае сначала устраняют излишне большие люфты.
Предельное расположение механизма выключателей во включенном состоянии выбирают поблизости от мертвой точки механизма, но на определенном расстоянии от нее. Если механизм во включенном состоянии расположен слишком близко к мертвой точке, то он может отказать при отключении. При нахождении механизма выключателей в мертвой точке оси его звеньев располагаются на линии действия усилия отключающей пружины. При этом освобождение подвижной системы с защелки привода не вызовет отключения, так как для удержания механизма в мертвой точке достаточно сил трения. Если же механизм выключателя во включенном состоянии расположен слишком далеко от мертвой точки, то затрудняется как включение, так и снятие механизма с защелки привода. В этом случае оси звеньев оказываются значительно смещенными с линии действия усилия отключающей пружины. В результате в звеньях механизма под действием отключающей пружины возникают большие силы трения. Привод выключателя оказывается перегруженным как при включении, так и при отключении выключателя. Ряд выключателей (ВМП-10, МГГ-10 и др.) не имеют в механизме звеньев, способных образовать мертвую точку. В этом случае такие звенья должны быть в приводе выключателя.
Оптимальное положение включения механизма выключателей контролируют с помощью шаблонов, форма и размеры которых указываются заводом-изготовителем. Совпадение контрольных точек шаблона с осями звеньев мертвой точки свидетельствует о правильной регулировке положения включения. Недотяг (зазор) между шаблоном и средней осью (в иных выключателях — между крайними осями) допускается в пределах 2—3 мм. Перетяг (противоположный зазор) недопустим совершенно.
Скорости включения и отключения являются важными характеристиками силовых выключателей. Скорость отключения в известной мере определяет время существования дуги при нормальных отключениях и влияет на сохранность контактов. Определенная скорость включения позволяет избежать приваривания контактов. Скорости включения и отключения измеряют методом виброграмм.
В качестве записывающего прибора используют неподвижно закрепляемый на металлоконструкциях электромагнитный виброграф. Перо вибрографа колеблется с частотой 50 Гц. Размах колебаний регулируется в пределах, обеспечивающих удобства измерения.

Рис. 121. Приспособление (а) и виброграмма (б) для измерения скорости включения и отключения выключателей серии ВЭМ:
1 — подвижный контакт, 2 — кронштейн, 3 — виброграф, 4 — сектор; А — метка начала отключения. Б — метка момента размыкания контактов, В — метка конца отключения, t — период колебания вибрографа (0,02 с), Т — время полного хода контактов, а, b—расчетные периоды виброграммы
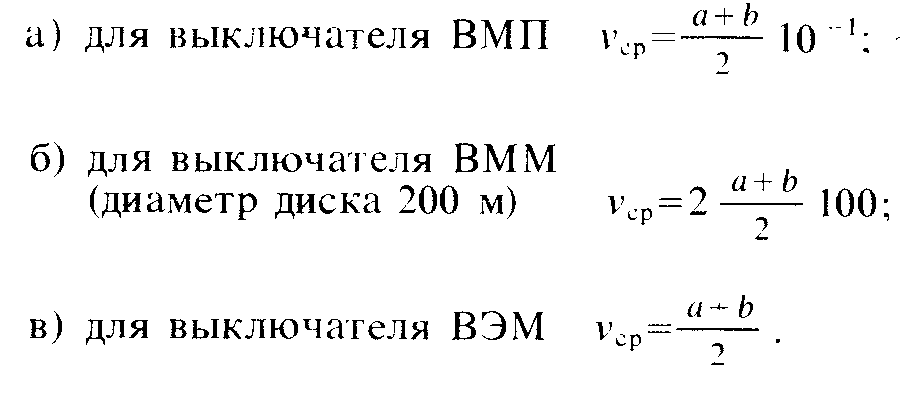
Относительно пера вибрографа, касаясь его, перемещается приспособление с закрепленной на нем полосой бумаги. Для выключателей различного типа это приспособление имеет разную форму: пластины для выключателя ВМП, диска на валу выключателя ВММ, сектора для выключателя ВЭМ (рис. 121, а). При включении выключателя вручную перо вибрографа, отключенного от источника питания, прочерчивает осевую линию виброграммы. В момент касания контактов определяемый по тестеру, пробнику или сигнальной лампе, на виброграмме делают метку Б кратковременным включением вибрографа под напряжение. Эта метка соответствует моменту размыкания контактов. Затем выключатель доводят до положения полного включения. Наносят вторую метку А, которая соответствует моменту начала отключения. Перед отключением включают виброграф. В процессе отключения перо вычерчивает на бумаге периодическую кривую (рис. 121, б), период которой пропорционален скорости движения контактов (пересечения осевой линии при частоте колебаний пера происходят через 0,01 с). Третья метка В виброграммы соответствует моменту остановки подвижной системы.
На каждой из виброграмм средняя скорость отключения определяется как полусумма двух периодов, примыкающих с обеих сторон к метке Б момента размыкания контактов. В зависимости от конструкции приспособления скорость движения контактов (м/с) вычисляют по формулам:
В каждом измерении снимают не менее трех виброграмм. Результат измерений вычисляют как среднее арифметическое скорости по всем снятым виброграммам. Скорость включения определяют аналогично.