Для выполнения контактных соединений преимущественно используют методы сварки и опрессовки. Пайку применяют в качестве основного метода лишь при ответвлениях медных жил сечением 16—185 мм2. В остальных случаях пайку производят при трудностях использования сварки или опрессовки.
Пайка отличается простотой технологии, но большой трудоемкостью. При соблюдении технологических требований припои создают высокую адгезию материалов соединяемых жил. Достижению высокой адгезии способствует применение флюсов, которые в соединении с окислами образуют шлаки и препятствуют окислению, а также повышают жидкотекучесть припоев.

Рис. 52. Подготовка к пайке жил способом непосредственного сплавления припоя: а — разделка конца жилы под пайку, б — облуживание жилы, в — ответвление, подготовленное к пайке; 1—стальная кисточка, 2 — припой, 3 — жила, 4 — изоляция, 5 — асбестовое уплотнение, 6 — ступенчатая разделка, 7 — форма, 8 — бандаж, 9 — тепловой экран
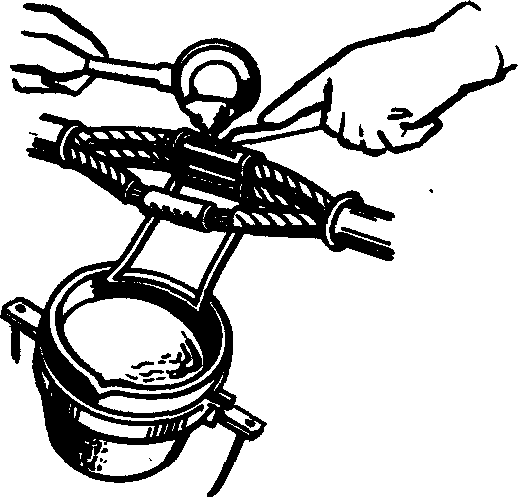
Рис. 53. Пайка жил способом полива.
Для пайки алюминия широко применяют припои А, ЦО-12 и ЦА-15. Обычно предпочтение отдают припою А. Перед пайкой производят ступенчатую разделку жил. Пайку проводят в формах методов непосредственного сплавления припоя (рис. 52) или методом полива (рис. 53).
Для пайки ответвлений медных жил применяют мягкие припои ПОС-40, ПОС-50 и ПОС-61. Среди них наиболее употребителен ПОС-40.
Флюсы используют бескислотные: канифоль, спиртовой раствор канифоли, паяльный жир. Паяльный жир представляет собой сплавленные 10 ч. (по массе) канифоли и 3 ч. животного жира. Отдельно растворяют в 1 ч. воды 2 ч хлористого аммония и 1 ч. хлористого цинка. Затем раствор вливают в смесь жира с канифолью при 50° С, тщательно промешивают и охлаждают.