В монтажной практике получили распространение два способа опрессовки: местным вдавливанием и многогранным обжатием.
Первый способ характеризуется сравнительно небольшими усилиями опрессовки, но контакты соединения получаются менее стабильными, чем контакты, образующиеся вторым способом. Кроме того, искажается геометрическая форма токопроводящих жил, а при напряжениях 6—10 кВ это приводит к созданию неоднородности электрического поля, которое опасно для изоляции. Указанные недостатки опрессовки местным вдавливанием обусловили ограниченное применение этого способа. С помощью местного вдавливания соединяют алюминиевые жилы сечением 16—95 мм2 при напряжении кабельных линий до 10 кВ включительно, сечением более 95 мм2 при напряжении до 1 кВ; оконцовывают алюминиевые жилы сечением 16—240 мм2 при напряжении до 35 кВ и медные жилы всех сечений и при всех напряжениях кабельных линий. Второй способ требует значительно больших усилий опрессовки.
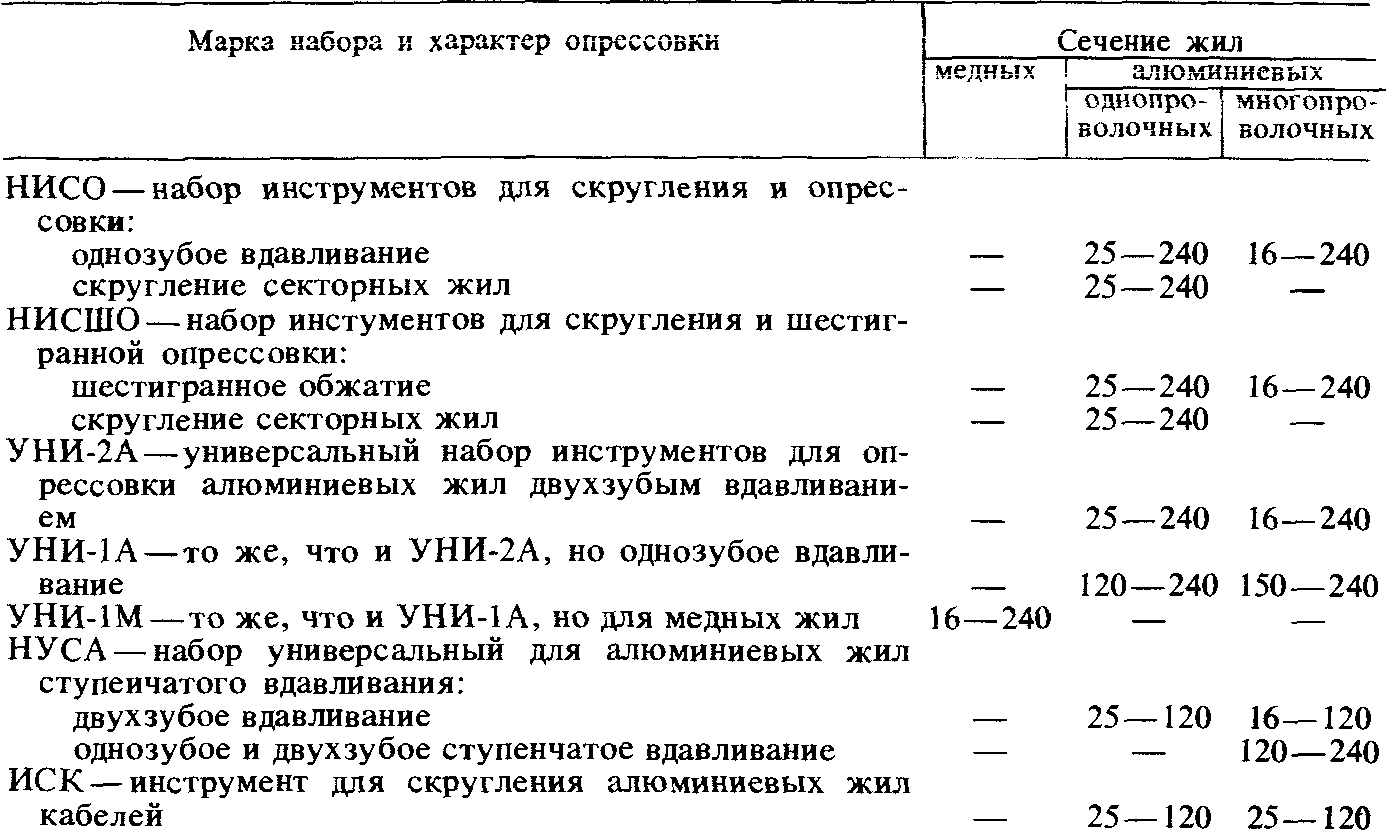
В последнее время получает распространение смешанный способ опрессовки, сочетающий шестигранное обжатие соединений с одновременным однозубым местным вдавливанием. Таким способом создаются соединения более надежные, чем при местном вдавливании. При этом не требуется очень больших усилий опрессовки. Инструменты для опрессовки представляют собой комплекты из пуансона и матрицы. Характеристики наборов опрессовочных инструментов приведены в табл. 12.
Таблица 12. Инструменты для опрессовки
Для создания усилий, необходимых для опрессовки, применяют разнообразные механизмы (рис. 54—58 и табл. 13).
Соединение и ответвление однопроволочных алюминиевых жил сечением 2,5—10 мм2 выполняют в гильзах ГАО с внутренним диаметром 4—8 мм коротких (для одностороннего введения жил) и длинных (для двустороннего введения жил). Суммарное сечение соединяемых жил в коротких гильзах 7,5 — 32,5 мм2, а в длинных гильзах—15—65 мм2.
Соединение алюминиевых жил сечением выше 10 мм2 производят в гильзах ГА, а оконцевание — в наконечниках ТА и ТАМ.
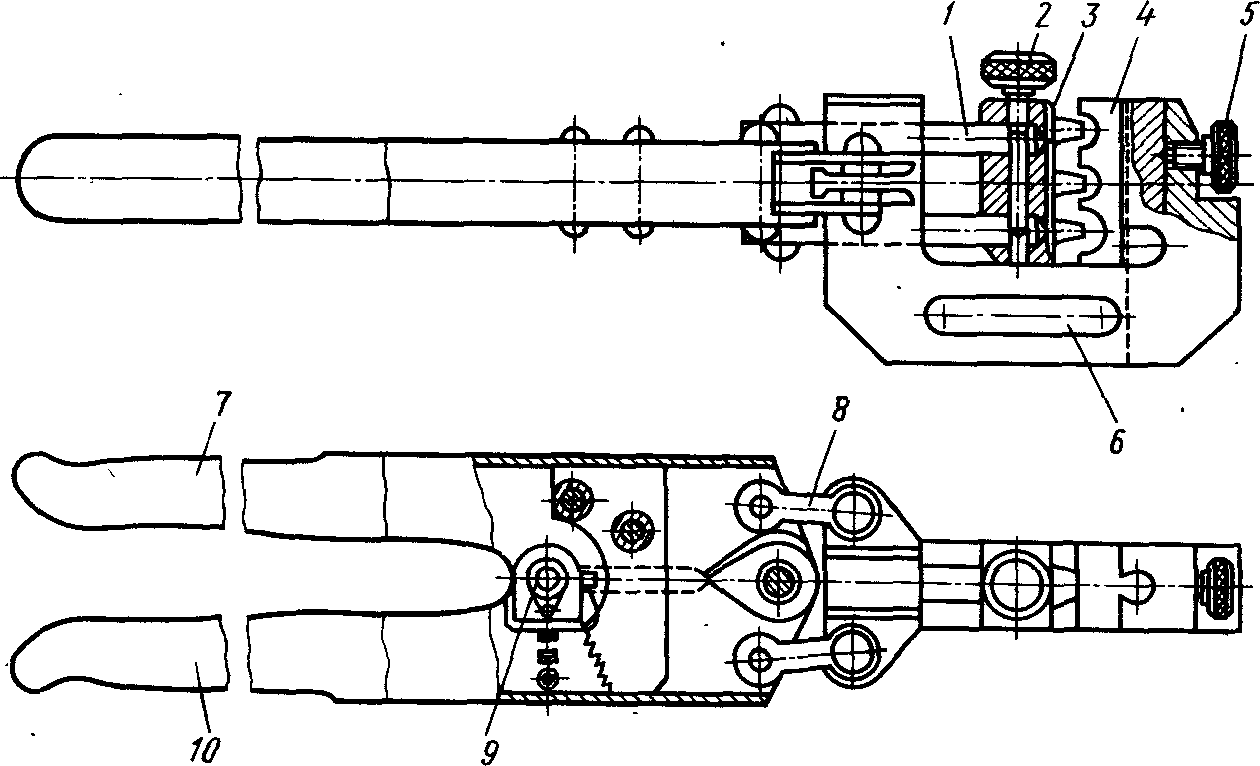
Рис. 54. Пресс-клещи ПК-3:
1 — толкатель, 2, 5 — винты, 3 — блок-пуансон, 4 — блок-матрица, 6 — бугель, 7, 10 —рукоятки, 8 —тяга, 9 — блокировочное устройство
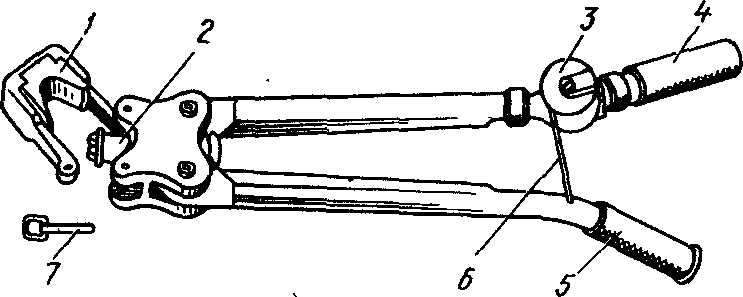
Рис. 55. Механический пресс РМП-7:
1 — матрица, 2 — пуансон, 3 — барабан с храповым устройством, 4 — рукоятка привода барабана, 5 — неподвижная рукоятка, 6 — трос, 7 — чека (стопор)

Рис. 56. Гидравлический пресс РГП-7М:
1—рукоятка привода насоса, 2—резервуар, 3—насос, 4—корпус, 5—бугель
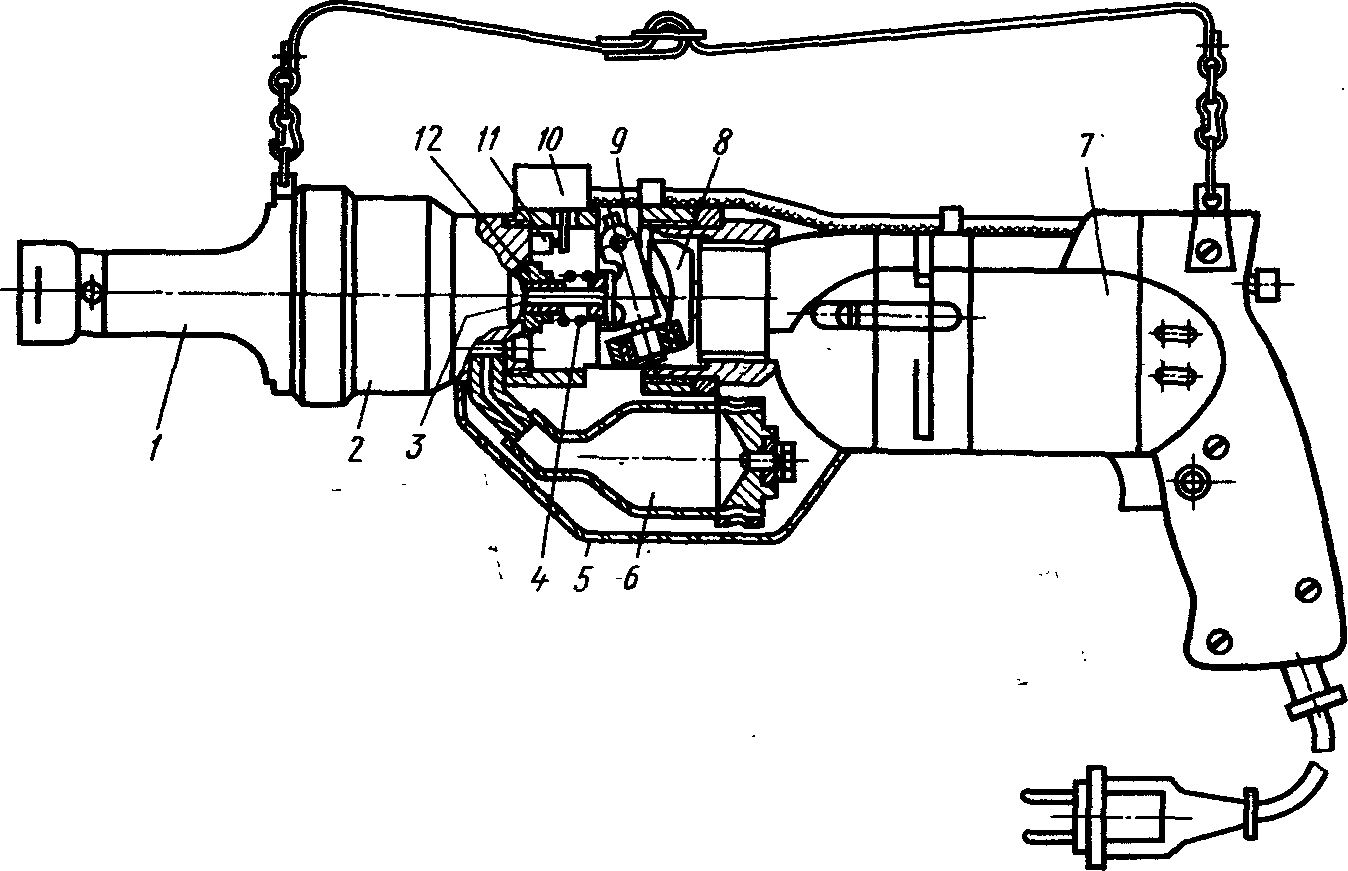
Рис. 57. Пресс ПГЭ-20 с электроприводом:
1 — бугель, 2 — корпус, 3 — плунжер, 4 — пружина, 5 — кожух, 6 — масляный баллон, 7 — электропривод, 8 — вал-кулачок, 9 — рычаг, 10 — отключающее устройство, 11 —предохранительный клапан, 12 — нагнетательный цилиндр

Рис. 58. Пороховой пресс ППО-95М:
1 — ствол, 2 — амортизатор, 3 — защитный кожух, 4 — корпус, 5 — винт, 6 — матрица, 7 — пуансон, 8 — гайка амортизатора, 9 — стопорная пружина, 10 — экстрактор, 11 — затвор, 12 — боевая пружина, 13 — ударник, 14 — пуговка
Таблица 13. Механизмы для опрессовки

Продолжение табл. 13

Продолжение табл. 13
Для соединения и оконцевания медных жил применяют медные гильзы МГ и наконечники Т.
Маркировка наконечников и гильз соответствует их внутренним диаметрам и совпадает с маркировкой инструментов (пуансонов и матриц), что облегчает выбор последних (табл. 14 и 15).
Таблица 14. Сечение круглых жил в зависимости от диаметра медных и алюминиевых гильз и наконечников
Сечение жил, мм2 | Диаметр медных гильз и наконечников, мм | Диаметр алюминиевых гильз и наконечников, мм | Сечение жил, мм2 | Диаметр медных гильз и наконечников, мм | Диаметр алюминиевых гильз и наконечников, мм |
4 | 3 | ___ | 50 | 10 | 9 |
6 | 4 | — | 70 | 11 | 11 |
10 | 5 | — | 95 | 13 | 13 |
16 | 6 | 5,4 | 120 | 15 | 14 |
25 | 7 | 7 | 150 | 16 | 16 |
35 | 8 | 8 | 185 | 18 | 18; 19 |
|
|
| 240 | 20 | 20 |
Таблица 15. Сечение секторных жил в зависимости от диаметра медных и алюминиевых гильз и наконечников
Сеченье жил, мм2 | Диаметр медных гильз и наконечников, мм | Диаметр алюминиевых гильз и наконечников, мм | Сечение жил, мм2 | Диаметр медных гильз и наконечников, мм | Диаметр алюминиевых гильз и наконечников, мм |
70 | 12 | 12 | 150 | 18 | 17 |
95 | 13 | 14 | 180 | 19 | 18; 19 |
120 | 15 | 16 | 240 | 21 | 22 |
Кроме трубчатых изделий для опрессовки применяют штифтовые медно-алюминиевые наконечники ШП и кольцевые медные наконечники П (пистоны). Наконечники ШП выпускают для многопроволочных алюминиевых жил сечением 16—240 мм2, а пистоны П — для медных жил сечением 1,0; 1,5 и 2,5 мм2.
В технологии опрессовки алюминиевых и медных жил имеются некоторые различия. При опрессовке алюминиевых жил на их поверхности образуется окисная пленка, которая имеет высокие электрическое сопротивление, механическую прочность и изолирующие свойства. Все это препятствует созданию надежного контакта и ухудшает его свойства с течением времени.
Рис. 59. Последовательность опрессовки алюминиевых жил сечением 16—240 мм2:
а — концы жил после снятия изоляции, б — зачистка жил, в — зачистка внутренней поверхности гильзы, г — смазка внутренней поверхности гильзы кварцевазелиновой пастой, д — смазка жил кварцевазелиновой пастой, е — соединение, подготовленное к опрессовке, ж — опрессовка жил, з —опрессованное соединение
Разрушенный механически окисел на поверхности алюминия быстро восстанавливается на воздухе. Таким образом, обычной зачистки до металлического блеска при опрессовке алюминия недостаточно. Поэтому во избежание образования окисной пленки алюминия при подготовке алюминиевых жил к опрессовке применяют кварцевазелиновую пасту. Паста состоит из равных количеств (по массе) очищенного кварцевого песка и технического вазелина. Свойства пасты позволяют совместить функции удаления окисла и защиты от окисления в последующем. Абразивные свойства песка оказываются полезными и в процессе опрессовки, обеспечивая дополнительную зачистку площади контакта.
Техника применения кварцевазелиновой пасты состоит в нанесении ее на очищаемую поверхность, зачистке этой поверхности по слою пасты стальными щетками и ершами, удалении грязной пасты ветошью и нанесении нового слоя пасты для опрессовки. Так подготавливают для опрессовки алюминиевые жилы, гильзы и наконечники. Монолитные секторные жилы предварительно скругляют инструментом ИСК.
Медные жилы перед опрессовкой зачищают до металлического блеска без применения кварцевазелиновой пасты.
Последовательность оконцевания и соединения опрессовкой алюминиевых жил сечением 16—240 мм2 показана на рис. 54.
Выбирают инструмент, механизм и наконечник (гильзу) для данного типа и сечения жилы.
С участка жилы, равного длине втулки наконечника или половине длины гильзы, удаляют изоляцию (рис. 59, а), зачищают жилу (рис. 59, б), внутреннюю поверхность гильзы (рис. 59, в) или наконечника и смазывают их кварцевазелиновой пастой (рис. 59, г, д). Обычно гильзы поставляются со слоем кварцевазелиновой пасты на внутренней поверхности, в этом случае зачистка гильзы не требуется.
Надевают наконечник до упора; жилы вводятся в гильзу до стыка (рис. 59, е); стык должен находиться в середине длины гильзы.
Собранное соединение устанавливают в механизм для опрессовки; предварительно пуансон отводится от матрицы в крайнее положение (рис. 59, ж).
Производят опрессовку, в процессе которой следят за симметричным расположением лунок по оси соединения; окончание процесса опрессовки определяется по моменту упора шайбы пуансона в торец матрицы; опрессовку наконечников осуществляют двумя вдавливаниями однозубым инструментом или одним вдавливанием двухзубым инструментом; на гильзе с каждой стороны выполняют по два вдавливания (рис. 59, з). Наилучшие результаты опрессовки достигаются применением набора НУСА с пуансоном ступенчатой формы.
Разводят пуансон и матрицу, снимают механизм с опрессованного соединения или наконечника.
Удаляют излишки пасты, притупляют острые грани на соединении и обезжиривают его.
Накладывают один слой полупроводящей кабельной бумаги на соединение жил кабелей напряжением 6—10 кВ с перекрытием всех лунок, предварительно заполненных кабельной массой МП, бумага крепится ниточными бандажами.
Готовое соединение изолируют.
Так же осуществляется опрессовка однопроволочных секторных жил сечением 25—120 мм2, но перед зачисткой они скругляются.
Оконцевание алюминиевых однопроволочных секторных жил сечением 25—95 мм2 производят объемной штамповкой. Для этого используют пороховой пресс ППО-95М.
Конец жилы устанавливают на матрицу пресса. При взрыве порохового заряда пуансон пресса деформирует жилу и образует наконечник непосредственно из материала жилы. Вокруг наконечника и внутри его отверстия создается облой, который легко удаляют ножом.
Оконцевание и соединение медных жил сечением 4—240 мм2 производится по технологии опрессовки алюминиевых жил, но без применения кварцевазелиновой пасты. Кроме того, для создания надежного контакта достаточно одного вдавливания на наконечнике и двух на гильзе (по одному на каждую жилу).
Соединение многопроволочных медных жил сечением 1,0—2,5 мм2 производят клещами ПК-3 с гребенчатыми матрицей и пуансоном (см. рис. 54). Вместо гильзы используют ленту шириной 20 мм из латунной или медной фольги толщиной 0,2 мм. Ленту наматывают плотно в два слоя на концы жил, оголенные на длину 25 мм, зачищенные до металлического блеска, подкрученные плоскогубцами и соединенные внахлест. Намотанная лента подкручивается пассатижами, устанавливается в клещи ПК-3 и опрессовывается однократным обжатием в гребенчатых матрице и пуансоне.
Оконцевание в пистоне медных многопроволочных жил сечением 1,0—2,5 мм2 производят следующим образом. Жилу зачищают до металлического блеска на участке 25—30 мм, подкручивают пассатижами, изгибают в колечко на желобке наконечника П. Затем жилу с наконечником устанавливают в клещи, оборудованные специальными инструментами, и производят опрессовку.