Одной из задач натурных испытаний является исследование термонапряженного состояния в режимах, не предусмотренных проектом и не учтенных при расчетном обосновании прочности. Возникновение непроектных режимов возможно вследствие таких причин, как: недостатки проекта; неполное использование технических средств автоматического регулирования, заложенных в проекте; неудовлетворительная наладка оборудования обслуживающих систем; отступление от требований технологического регламента и инструкций по эксплуатации и т. д.
На энергоблоке № 6 АЭС «Козлодуй» для узлов РУ, подвергавшихся непроектным температурным нагружениям в период испытаний, в целях оптимизации условий их эксплуатации разрабатывались технические решения и вводились изменения в инструкции по эксплуатации (табл. 9.5).
Поскольку наибольшее число температурных воздействий на оборудование происходит при вводе в эксплуатацию, пусках и остановах, плановых испытаниях, в этот период контроль и учет термоциклов является наиболее эффективным. Как отмечалось, накопленная за этот период повреждаемость контролируемых узлов может служить показателем качества проведения ПНР, качества и эффективности принятых в процессе работ решений по оптимизации условий эксплуатации оборудования. В связи с этим на энергоблоке №6 АЭС «Козлодуй» был выполнен сравнительный анализ влияния различных факторов на повреждаемость термонагруженных узлов РУ за период ввода в эксплуатацию.
Объектом сравнительного анализа явились следующие узлы РУ, отличающиеся наибольшим объемом и разнообразием наблюдаемых температурных воздействий [89]:
- патрубок впрыска КД;
- дыхательный патрубок КД;
- патрубок питательной воды ПГ.
Оценка повреждаемости проводилась по методике, приведенной в § 9.4.
Таблица 9.5. Технические решения и изменения инструкций по эксплуатации по результатам контроля термонапряженного состояния в режимах испытаний на энергоблоке № 6 АЭС «Козлодуй»
№ п/п | Замечание | Указание по устранению | Документ |
1 | Работа регулятора «тонкого» впрыска УРСО5 в автоматическом режиме при отключенном регуляторе давления УРСО1 (ТЭН в «дистанции») | Запретить | См. п. 6 |
2 | Несоблюдение баланса подпитки- продувки 1-го контура. Необходимость уточнения допусков по дебалансу | Установить максимально допустимые дебалансы | Извещение об изменении ИЭ системы подпитки-продувки 1-го контура |
3 | Перерывы питания ПГ при работе регулирующих клапанов в дистанционном режиме, с отключением РППО на этапе горячей обкатки | Обеспечить непрерывную подачу питательной воды в режимах с малым отбором пара работой РППО в автоматическом режиме | Извещение об изменении к ИЭРУ |
4 | Сдувка пара из КД в барботер в целях ускорения расхолаживания верхнего днища КД | Запретить | Извещение об изменении к ИЭ РУ |
5 | Прерывание и сокращение процесса сдувки азота из КД | Запретить | То же |
6 | Работа регулятора «тонкого» впрыска УРСО5 в автоматическом режиме при отключенном регуляторе давления УРСО1 (режим выравнивания концентрации бора) | Запретить | •1 и |
7 | Совпадение уставок регуляторов УРСО1 и УРСО5 | Разнести уставки | Техническое решение |
8 | Длительная отсечка клапана YP13SO2 арматурой YP13SO3 | Снизить уставку снятия отсечки | То же |
9 | Отключения РППО и подпитка ПГ вручную | Дополнить описания технологии режимов разогрева, расхолаживания и отключения петли в резерв | Извещение об изменении к ИЭ РУ |
В табл. 9.6 приведены полученные в результате анализа данных значения вклада различных факторов в накопленную за период ввода в эксплуатацию повреждаемость патрубка впрыска с разбивкой по этапам от горячей обкатки до освоения номинальной мощности.
На этапе горячей обкатки основной вклад в накопленную повреждаемость внесла работа регулятора «тонкого» впрыска в автоматическом режиме при включенных в ручном («дистанционном») управлении группах электронагревателей (ТЭН). При этом по мере подъема давления при работе ТЭН происходили периодические воздействия на клапан «тонкого» впрыска и впрыски в КД. Данный режим использовался для разогрева теплоносителя с нарушением инструкции по эксплуатации, которая требует работы ТЭН КД в автоматическом режиме. Благодаря принятым мерам, на последующих этапах физического и энергетического пуска и ОМ-50 данный режим не использовался. Однако в дальнейшем, на этапе ОМ-75 и, в особенности, на этапе ОМ-100, вследствие изменения состава оперативного персонала и ослабления контроля со стороны эксплуатирующего предприятия, режим использовался вновь, в результате чего 77% всех потерь ресурса за период ПНР обусловлено воздействием указанного фактора.
Аналогичная технология включения регулятора «тонкого» впрыска в «автомат» и ТЭН в «дистанции» в режиме выравнивания концентрации борной кислоты в 1-м контуре и КД была принята в первоначальном варианте инструкции по эксплуатации, в результате чего на этапе ФЭП этот режим внес наиболее существенный вклад в накопленную повреждаемость патрубка впрыска. Удобная для оператора, но неприемлемая с точки зрения температурных циклов на патрубке, эта технология была исключена введением изменения в инструкцию по эксплуатации. Однако следует учитывать, что принятая взамен исключенной технология ручного поддержания давления 1-го контура с помощью постоянно открытого клапана «тонкого» впрыска при включенных всех группах ТЭН требует определенных навыков оператора в определении степени открытия клапана, необходимой для поддержания давления.
Таблица 9.6. Вклад различных факторов в накопленную повреждаемость патрубка впрыска КД, %, на этапах ввода в эксплуатацию
Фактор повреждаемости | Учет неконтролируемого периода | Горячая обкатка | ОМ-50 | ОМ-75 | ОМ-100 | Весь период |
Работа регулятора УРС05 в автоматическом режиме при включенных в ДУ группах ТЭН | Без учета | 98,6 | — | 11,8 | 87,0 | 77,1 |
С учетом | — | — | — | — | — | |
Одинаковые значения уставок отключения 1-й группы ТЭН регулятором УРС01 и начала открытия клапана «тонкого» впрыска регулятором УРС05 | Без учета | 0,2 | — | — | — | — |
С учетом |
| 11,0 |
|
| 1,7 | |
Высокие значения уставок по давлению в 1-м контуре, принятые в блокировке на закрытие (менее 157 кгс/см2) и открытие (более 161 кгс/см2) запорной арматуры отсечки впрыска в КД | Без учета | — | — | — | — | — |
С учетом | - | 10 | - |
| 1,5 | |
Режим выравнивания концентрации борной кислоты в 1-м контуре и КД | Без учета | — | — | 65,8 | — | — |
С учетом | — | 27,7 | — | 2,0 | 6,2 | |
Впрыски при проведении испытаний, влияющих на срабатывание впрыска в КД | Без учета | 1,2 | — | — | — | — |
С учетом | — | 38,4 | 22,4 | 5,1 | 8,9 | |
Впрыски от подпиточных насосов | Без учета | — | — | — | 5,9 | — |
С учетом | — | 12,9 | — | — | 4,6 | |
Все факторы | Без учета | 100 | — | — | — | — |
С учетом | — | 100 | 100 | 100 | 100 |
Изменения положения клапана в процессе выполнения режима, особенно характерные в начале процесса «перемешивания» бора, дают определенный вклад в повреждаемость патрубка, что следует признать до определенной степени неизбежным. Тем не менее, в процессе дальнейшей эксплуатации блока данному режиму следует уделять особое внимание в целях сведения до минимума числа положений клапана при выравнивании концентрации борной кислоты.
Воздействие одинаковых значений уставок отключения 1-й группы ТЭН регулятором давления в КД и начала открытия клапана регулятором «тонкого» впрыска проявилось, в основном, на этапе ОМ-50. На этапе горячей обкатки, ввиду незначительности повреждения, этому фактору внимания не уделялось. После изменения уставок воздействия данного фактора практически не отмечалось.
Влияние высоких значений уставок по давлению в 1-м контуре в блокировке впрыска отсечной арматурой (при этом по причине длительной блокировки происходило захолаживание трубопровода впрыска) также проявилось на этапе ОМ-50 и после корректировки уставок было устранено.
Учитывая имеющуюся в большинстве случаев существенную вероятность отклонения от нормальных условий проведения испытаний, факторы повреждаемости, связанные с проведением испытаний, объединены в одну группу. Повреждаемость, накопленную при проведении испытаний, влияющих на срабатывание впрыска в КД, следует признать неизбежной. Однако ее значение зависит как от качества подготовки и выполнения самих испытаний, так и от качества и надежности работы оборудования в целом. Очевидно, что влияние этого фактора могло бы быть уменьшено за счет сокращения числа испытаний и режимов, проводимых с отклонениями от нормальных условий, и за счет сокращения числа повторных испытаний.
Особого рассмотрения заслуживают впрыски от подпиточных насосов. Хотя количество этих режимов при эксплуатации небольшое, они существенно влияют на ресурс патрубка впрыска. В связи с этим было бы полезно организовать постоянную продувку линии от подпиточных насосов к КД.
Таблица 9.7. Вклад различных факторов в накопленную повреждаемость дыхательного патрубка КД, %, на этапах ввода в эксплуатацию
Фактор повреждаемости | Учет неконтролируемого периода | Горячая обкатка | ОМ-50 | ОМ-75 | ОМ-100 | Весь период ПНР |
Дистанционное регулирование уровня, давления в КД, давления в ГПК | Без учета | 32,4 | — | 27,0 | 1,5 | — |
С учетом | — | 12,9 | — | — | 14,3 | |
Проведение испытаний и устранение неисправностей оборудования | Без учета | 67,6 | — | 44,6 | 86,6 | — |
С учетом | — | 59,1 | — | — | 60,2 | |
Резко неравномерный отбор пара от КСН при мощности РУ менее 5% Ν ном | Без учета | — | — | — | 9,9 | 0,25 |
С учетом | — | — | — | — | — | |
Использование основного регулятора уровня в КД (YPC02) вместо пускового (YPC03) при мощности менее 5% номинальной | Без учета | — | — | 28,4 | — | — |
С учетом | — | 18,9 | — | — | 17,2 | |
Неоптимальная настройка регуляторов БРУ-К и технологического конденсатора | Без учета | — | — | — | — | — |
С учетом | — | 9,1 | — | — | 8,05 | |
Все факторы | Без учета | 100 | — | 100 | 100 | — |
С учетом | — | 100 | — | — | 100 |
Основной вклад в накопленную повреждаемость дыхательного патрубка КД (табл. 9.7) внесло проведение испытаний и устранение неисправностей оборудования, однако существенное значение имело также использование основного регулятора уровня в КД вместо пускового при мощности менее 5% номинальной, а также «дистанционное» регулирование уровня, давления в КД и давления в ГПК. Основной регулятор уровня YPC02, обеспечивающий постоянство массы теплоносителя в контуре в соответствии с максимальной средней температурой петель (по зависимости уровня от мощности РУ), практически никак не реагирует на изменение уровня теплоносителя в КД при колебаниях давления в ГПК из-за неравномерного отбора пара. Это приводит к интенсивным теплосменам в дыхательном патрубке.
Использование основного регулятора вместо пускового отмечалось на этапах ОМ-50 и ОМ-75, в дальнейшем в результате усиления контроля этого нарушения не отмечено. Как положительное и естественное явление, можно отметить уменьшение числа случаев «дистанционного» регулирования параметров в КД и главном паровом коллекторе (ГПК) на заключительных этапах ввода в эксплуатацию.
Влияние неоптимальной настройки регуляторов БРУ-К и технологического конденсатора проявилось незначительно благодаря своевременно принятым мерам по исследованию этого вопроса и внедрению оптимальных режимов работы [86].
Данные анализа накопленной повреждаемости патрубков питательной воды парогенераторов приведены в табл. 9.8.
В период горячей обкатки зафиксировано наибольшее число резких температурных изменений, свидетельствующих о периодической подпитке ПГ. В ряде случаев периодическая подпитка была вызвана плановыми режимами испытаний, технология которых требует прерывания подпитки (испытания уровнемеров, защит по уровню, системы внутриреакторного контроля, предохранительных клапанов ПГ, БРУ-А и т.д.). Были зафиксированы прерывания подпитки вследствие необходимости устра нения неисправностей оборудования.
Однако во многих случаях наблюдались необоснованные перерывы питания ПГ с отключением пускоостановочных регуляторов при работе в ДУ. С учетом результатов горячей обкатки в инструкцию по эксплуатации реакторной установки было внесено дополнение об обеспечении непрерывной подачи питательной воды в ПГ работой в автоматическом режиме регулирующих клапанов в режимах с малым отбором пара от ПГ (разогрев, расхолаживание, МКУ и т. п.).
Таблица 9.8. Вклад различных факторов в накопленную повреждаемость патрубков питательной воды, %, на этапах ввода в эксплуатацию
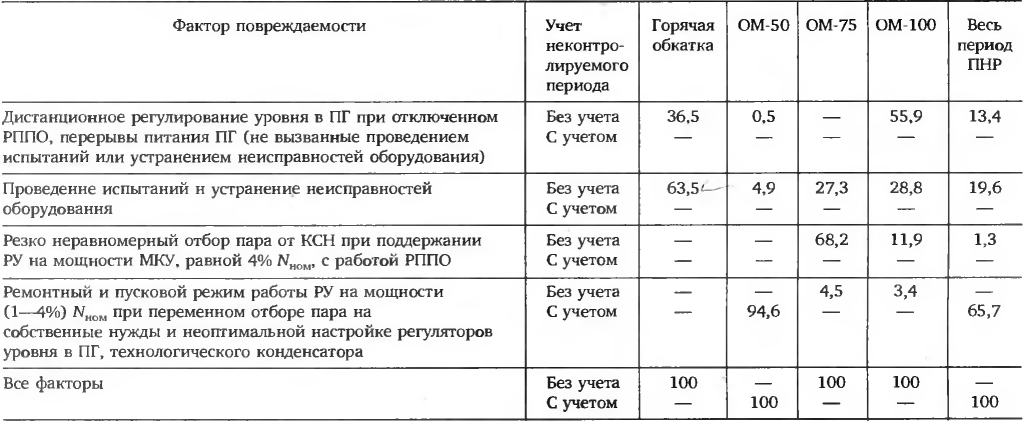
В дальнейшем отмечено уменьшение числа термоциклов на ППВ ПГ, вызванных «дистанционным» регулированием уровня. Однако на этапе ОМ-100 вновь зафиксировано несколько случаев такого регулирования, за счет чего было получено более половины всей повреждаемости, накопленной за этап ОМ-100. В связи с этим в инструкцию по эксплуатации РУ были введены дополнения в описания технологии выполнения режимов разогрева, расхолаживания и отключения петли в резерв, обеспечивающие непрерывную подпитку ПГ работой РППО.
Повреждаемость вследствие проведения испытаний и устранения неисправностей оборудования убывает от этапа к этапу, что является положительным следствием отработки режимов и наладки оборудования.
Влияние резконеравномерного отбора пара от коллектора собственных нужд при поддержании РУ на мощности от МКУ до 4% Νномс работой РППО в целом незначительно и проявилось в основном на этапе ОМ-100.
Основной причиной накопленной повреждаемости патрубков питательной воды ПГ явилась длительная работа энергоблока на мощности (1—4%)Νном из-за отсутствия других источников пара на собственные нужды блока и АЭС в условиях неравномерного отбора пара на собственные нужды при неоптимальных настройках РППО и регулятора технологического конденсатора. После оптимизации настройки указанных регуляторов и схемы отбора пара [87, 88, 110] влияние данного фактора не проявлялось.