1-3. ПОВРЕЖДЕНИЯ И ДЕФЕКТЫ АРМАТУРЫ НА ПОВЫШЕННЫЕ ПАРАМЕТРЫ (на Рр = 140 кг/см2 и t-570 С)
При изготовлении арматуры наблюдаются следующие дефекты.
- Несоответствие материала деталей условию их работы. При проверке во время ревизии стилоскопом материала шпилек и гаек фланцевого соединения корпуса с крышкой было установлено, что незначительная часть крепежа не соответствует параметрам работы арматуры (t = 570°С). Вместо того чтобы изготовить шпильки из стали марки ЭИ-723, а гайки — из стали марки 25Х2МФА, их изготовили из углеродистой стали. Имелись случаи, когда корпус и крышка задвижки были изготовлены из разных материалов.
- Отсутствие взаимозаменяемости в деталях и узлах арматуры. Это касается не только запорных органов задвижек, где замена дефектного затвора новым требует тщательной и длительной подгонки по месту, но и в ряде случаев фланцевых соединений. Так, например, из-за несовпадения крепежных отверстий фланцев подводящего патрубка и клапана было невозможно заменить дефектный обратный клапан.
- Отсутствие должных условий для ремонта и эксплуатации арматуры. Анализ проекта размещения арматуры блоков показывает, что при проектировании станционных трубопроводов не было уделено должного внимания вопросам эксплуатации, и особенно ремонту. Значительное количество арматуры совершенно не имеет площадок, что затрудняет ремонт арматуры на месте без вырезки ее из трубопровода.
- Неправильная установка арматуры. На БРОУ при ревизии было обнаружено, что дроссельный клапан вварен в трубопровод первым по ходу пара, а быстровключающийся клапан — вторым. Такое нарушение схемы БРОУ в эксплуатации могло привести к тому, что при сбросе нагрузки турбиной редукционная установка не справилась бы с подхватом нагрузки котла в течение требуемых 5—7 сек.
В ряде дренажных линий вместо полагающихся по проекту запорного и регулирующего вентилей было установлено по два регулирующих вентиля.
- Неправильная установка направляющих шпонок в корпусе. Имеется ряд случаев, когда направляющая шпонка в корпусе выступает под прокладку, приподнимая ее, что нарушает плотность фланцевого соединения. В некоторых вентилях шпонка посажена очень плотно и ее при ремонте невозможно вынуть из корпуса.
- Трудность открытия затвора без применения специальных устройств. Из-за заеданий в резьбе шпинделя и втулки невозможно открыть затвор вентиля. Имелись случаи, когда даже электроприводом открыть затвор было невозможно.
Выход из строя игольчатых клапанов впрыска Dy20 и 50
При малых расходах воды в узкой щели седла вследствие больших скоростей возникает пульсация, приводящая к вибрации шпинделя и к эрозии седла и шпинделя. Ревизия регулирующего вентиля впрыска показала, что уже после 3—4 недель работы котла на регулирующей игле шпинделя имеется значительный эрозионный износ. Этот износ приводит к резкому увеличению нерегулируемого расхода воды через клапан, причем имели место случаи, когда нерегулируемый расход достигал таких размеров, что делал невозможным регулирование температуры пара. Профили игл клапанов впрыска, рассчитанные для постоянного перепада давления и больших расходов, имеют рабочую характеристику (зависимость расхода от хода клапана), плохо удовлетворяющую требованиям автоматического регулирования. Требуемый для регулирования температуры максимальный расход воды достигается в указанных клапанах при ходе клапана 10—15% максимального.
Неудовлетворительное качество обработки уплотнительных поверхностей.
Наблюдается ряд случаев, когда на уплотнительной поверхности фланцевых соединений имеются риски, вмятины, забоины и даже раковины, являющиеся результатом некачественной притирки и отсутствия должного контроля, особенно в части твердости материала прокладок.
Задвижки
Трещины и расслоение металла, наплавленного электродом марки ЦН-3.
При вскрытии главных паровых задвижек турбины на тарелках и седлах были обнаружены радиальные трещины по всей ширине уплотнительных поверхностей. На одной из тарелок металл расслоился, а часть направленного металла отскочила (рис. 1-5); куски металла найдены перед сеткой стопорного клапана. В процессе эксплуатации задвижки работали при параметрах пара 90 ата и 500°С и лишь 355 ч — при параметрах 140 ата и 560° С. Трещины были также обнаружены на тарелках другой паровой задвижки. Вследствие повреждений в задвижках три турбины мощностью по 50000 кВт были остановлены. Трещины в уплотнительных поверхностях задвижек, наплавленных электродом ЦН-3, встречаются на многих электростанциях. Причиной образования этих трещин является в первую очередь несоблюдение режимов наплавки, и особенно в части равномерного подогрева и поддержания во время наплавки температуры не ниже 600°С. В настоящее время ВАЗ наплавку электродами марки ЦН-3 не производит, заменив их электродами марки ЦН-6. Следует отметить, что при точном соблюдении режима наплавки можно получить хорошую наплавку и электродами марки ЦН-3.
Застревание грундбуксы в сальниковой камере.
Грундбукса в ряде конструкций задвижек выполнена отдельно от нажимной планки. При затяжке шарнирных болтов имелись случаи, когда грундбукса слишком глубоко опускалась в сальниковую камеру и ее невозможно было оттуда вынуть. При проверке наружного размера грундбуксы и внутреннего размера сальниковой камеры было установлено, что посадка А4/Х4 заводом не выдерживается.
Некачественная приварка седла к корпусу.
На ряде задвижек в местах приварки седла к корпусу при давлении 10—20 ата был обнаружен пропуск воды.

Рис. 1-5. Трещины на уплотнительных поверхностях задвижек.
Причиной пропуска являлась глубокая трещина, идущая от седла к корпусу по направлению к патрубку. У двух задвижек были обнаружены свищи в сварке в местах приварки седла к корпусу.
У двух водяных задвижек из-за эрозионного разрушения уплотнительных поверхностей в корпусе и крышке наблюдалось сильное пропаривание, что вызвало две вынужденные остановки котла.
Регулирующие питательные шиберные клапаны
Выход из строя магнитных пускателей типа П224М.
Самым ненадежным элементом узла регулирования питания являются магнитные пускатели типа П224М, включающие электродвигатели сервомоторов питательных клапанов. Механическая блокировка пускателей выполнена неудачно. От частых включений рычаги механической блокировки срабатываются, что вызывает заклинивание блок-контактов во включенном состоянии или не дает возможности подтянуться рабочим контактам. Только за 12 суток работы блока было зафиксировано пять случаев отказа в работе регулятора питания по вине пускателей.
Ненадежность узла концевых выключателей и указателя положения колонковых приводов.
Латунные пружинки, через которые передается усилие на микровыключатели, после нескольких десятков срабатываний перестают действовать вследствие деформации. Отсутствуют путевые выключатели и устройство, предназначенное для питания реостата указателя положения.
Имеются случаи, когда зазор между шибером и седлами составляют 0,8 мм на обе стороны вместо указанных заводом 0,3 мм.
Недостатком привода является также наличие холостого хода при перемене направления движения клапана, что нежелательно при работе клапана в системе автоматического регулирования. Недостатком привода является также невозможность ручного управления клапаном в случае отказа дистанционного и автоматического управления.
Обрыв заплечика шибера.
На ряде блоков были случаи, когда обрывался заплечик, соединяющий шибер со штоком, что вызывает остановку блока. На одной из электростанций это принесло убыток 5 200 руб. Шибер вынули из корпуса, но следов задира на уплотнительных поверхностях не было обнаружено. При осмотре заплечика по месту обрыва имелись следы ржавчины, располагающейся по всей длине заплечика на глубину до 5 мм при общей глубине обрыва 17 мм. Причиной обрыва заплечика могла послужить местная концентрация напряжений, создавшаяся вследствие отсутствия галтелей и с подрезом под прямым углом, что могло привести к образованию первоначальной трещины. В эксплуатации клапан находился 179 ч.
Импульсно-предохранительное устройство
Трудность разборки фланцевого соединения корпуса главного предохранительного клапана с присоединительным патрубком.
С большими трудностями связаны разборка и сборка фланцевого соединения корпуса с присоединительным патрубком. Как видно из рис. 1-6,а, гайки для затяжки этого фланца расположены снизу, со стороны фланца присоединительного патрубка. По этим же фланцам проходят балки, к которым крепятся лапы присоединительного патрубка. Поэтому для того, чтобы отвернуть четыре крайние гайки (гайки 1, 2, 6 и 7), необходимо вывернуть все остальные гайки и шпильки. Кроме того, из-за близкого расположения гаек к балкам невозможно применение накидных ключей, а применение рожковых ключей часто ведет к порче крепежа и пропускам через фланцевое соединение.
На некоторых электростанциях были изменены узлы крепления корпуса к присоединительному патрубку и присоединительного патрубка к опорам. Так, на Верхне-Тагильской ГРЭС (рис. 1-6,6) между лапами присоединительного патрубка 1 и опорными балками 2 заводят промежуточную балку 3. При необходимости разборки клапана отвинчивают гайки 4, крепящие присоединительный патрубок к опоре, вынимают шпильки 5 и выбивают промежуточную балку. После этого становится возможным доступ к четырем крайним гайкам. Недостатком такого способа является необходимость применения длинных шпилек для крепления присоединительного патрубка к опоре.
Неудачное соединение штока с тарелкой.
Применение для фиксирования втулки с направляющими винтов
Μ4χ8 является неудачным решением, так как были случаи, когда винты самопроизвольно отвинчивались и выпадали; часто они так прикипают, что их невозможно вывернуть.
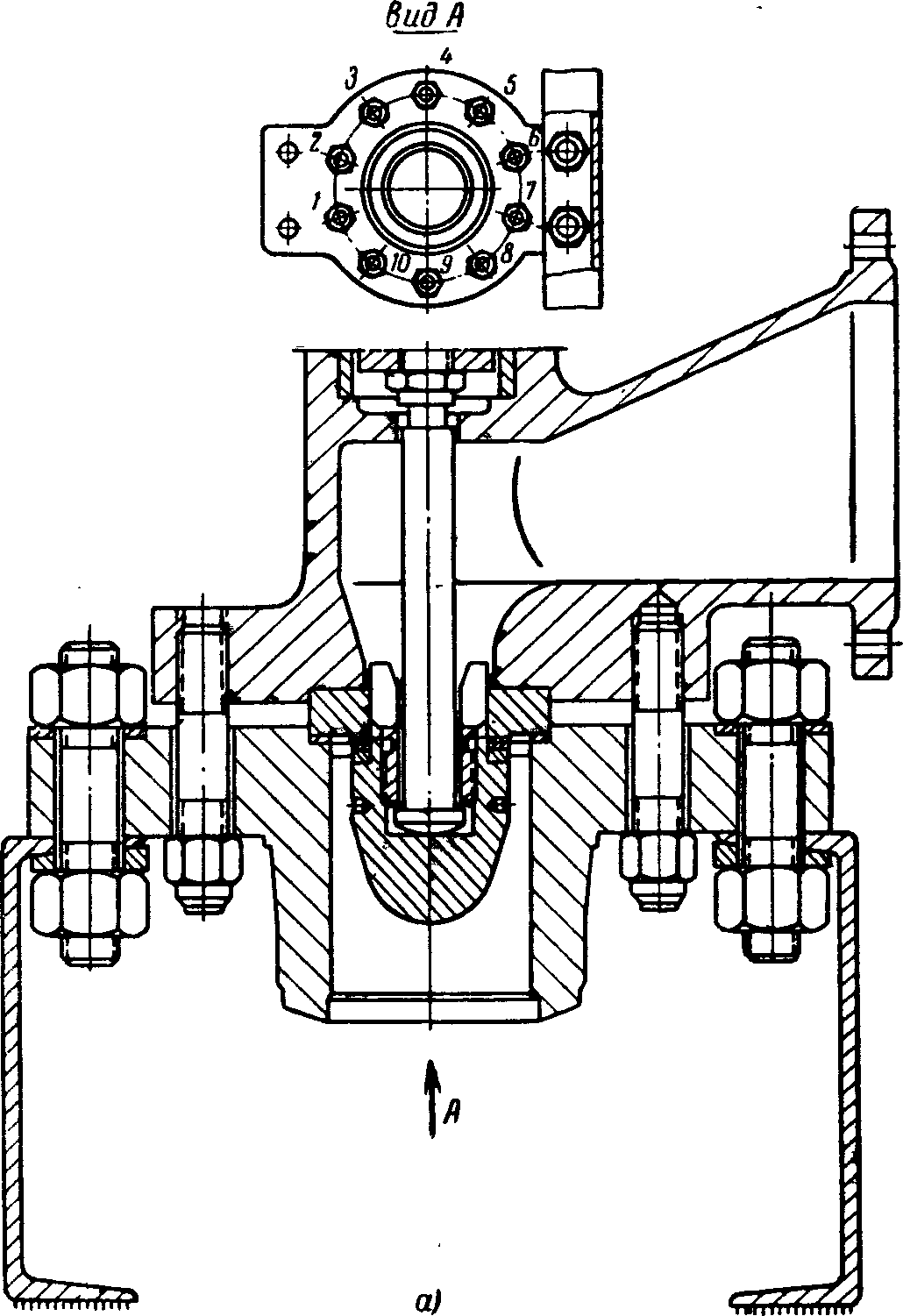
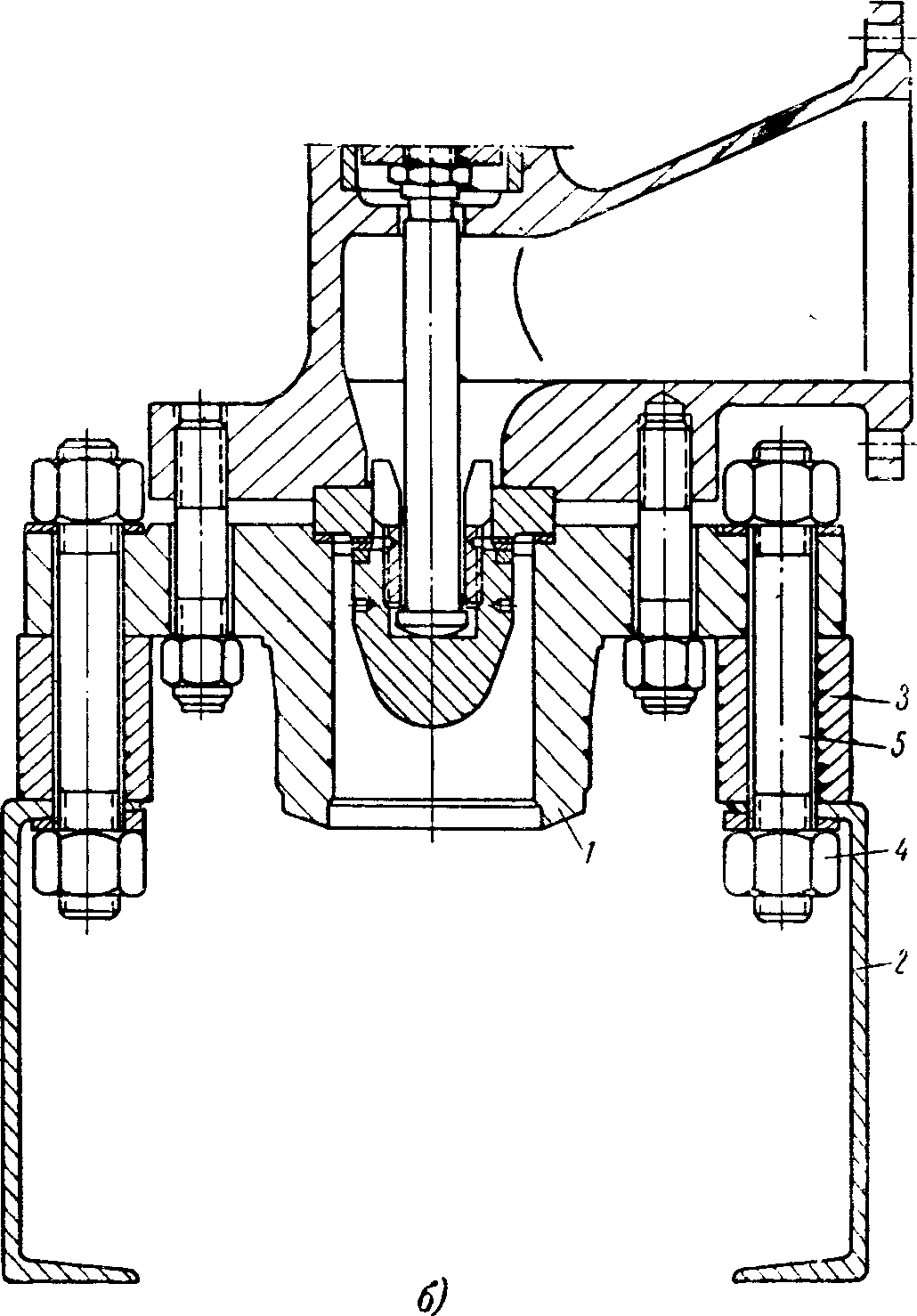
Рис. 1-6. Крепление главного клапана к опорным балкам
В этом случае для осмотра уплотнительных поверхностей клапана приходится высверливать эти винты или полностью разбирать клапан и выворачивать шток из поршня, причем последнее не так легко сделать, гак как эту операцию приходится выполнять вручную. Узлы соединения штока с тарелкой и поршнем следует выполнить так, как это сделано в рассмотренном выше клапане, предназначенном для установок высокого давления, в котором осмотр и ремонт уплотнительных поверхностей не представляют труда.
Недостаточная твердость уплотнительных поверхностей.
Существенным недостатком рассматриваемых клапанов является недостаточная твердость уплотнительных поверхностей. На заводе уплотнительная поверхность седла наплавляется электродами марки ЦН-3, а тарелки — электродами ЦТ-1. Хотя уплотнительная поверхность седла значительно тверже, чем тарелки, все же вследствие того, что ширина уплотнительной поверхности тарелки меньше, чем седла, при срабатывании клапана на уплотнительной поверхности седла остается кольцевая вмятина — след уплотнительной поверхности тарелки. При повторных срабатываниях клапана уплотнительная поверхность тарелки вследствие возможного смещения вступает в контакт с уплотнительной поверхностью седла другим местом. В результате нарушается плотность затвора, что приводит к утечкам конденсата в атмосферу.
Необходимость частой доливки воды в демпферную камеру.
В процессе эксплуатации выявилась необходимость частой (1—2 раза в неделю) доливки воды в демпферную камеру, что представляет большие неудобства для эксплуатационного персонала. Причиной этого является низкое качество сальникового уплотнения. После того как на одной из электростанций сальник набили качественным материалом, клапан проработал без доливки воды более 1 мес. Другим мероприятием, позволяющим полностью устранить необходимость доливки воды в камеру демпфера, является установка над группой клапанов бачка емкостью 8—10 л со свободным уровнем, от которого сделана разводка воды в демпферные камеры клапанов. Подвод воды должен осуществляться через отверстие под нижнюю пробку. При такой схеме на основании свойства сообщающихся сосудов вода будет постоянно заполнять демпферные камеры. При качественном выполнении сальникового уплотнения емкости бачка (8—10 л) хватит для постоянного заполнения водой двух-четырех клапанов в течение года.
Поступление большого количества пара в помещение котельной.
При подрыве главного клапана через лабиринтовое уплотнение (выхода штока из поршневой камеры) в помещение котельной поступает большое количество пара, что может привести к ожогам обслуживающего персонала. Для предотвращения возможного травматизма следует в главных предохранительных клапанах лабиринтовое уплотнение заменить сальниковым, как это выполнено в последней конструкции быстровключающейся клапана БРОУ-1, установленного на Приднепровской ГРЭС.
Низкое качество изготовления и ремонта клапанов.
На Старо-Бешевской ГРЭС во время пуска блока при опробовании не сработал ни один клапан. Дефектные клапаны были сняты с котла и заменены новыми со следующего блока. Однако при повторном опробовании из четырех клапанов сработал только один. Таким образом, из восьми опробованных клапанов работоспособным оказался только один. Ревизия этих клапанов показала низкое качество изготовления поршневой группы. Рубашки поршневой камеры имели большую эллиптичность. Зазоры между кольцами и рубашкой достигали 0,35—0,4 мм на диаметр. По внутреннему диаметру рубашки имелись небольшие задиры и следы резца.
При ремонтах главных клапанов импульсно-предохранительных устройств необходимо обратить внимание на соблюдение определенных технологических требований. При сборке поршня следует обеспечить:
торцовый зазор между поршневыми кольцами и поршнем 0,2—0.3 мм;
зазор в замке поршневых колец 2—2,5 мм;
зазор между поршневым кольцом и рубашкой поршневой камеры не более 0,08 мм (по щупу).
При сборке съемной части клапана следует обеспечить:
зазор между верхним штоком и лабиринтовой втулкой 0,20—0,22 мм на диаметр;
ход клапана 19—20 мм; при этом указанный ход обеспечивается изменением количества колец тарельчатых пружин.
Импульсный клапан
Длительная эксплуатация импульсно-предохранительных устройств на электростанциях показала, что применение электромагнитного привода способствовало повышению качества их работы.

Рис. 1-7. Характер разрушения упругого затвора импульсного клапана.
Постоянно включенный нижний электромагнит создал дополнительное к весу груза удельное давление на уплотнительную поверхность затвора, способствуя повышению его герметичности. Появилась возможность открытия и закрытия клапанов без вмешательства обслуживающего персонала, а также опробования импульсно-предохранительных устройств дистанционно (со щита управления). Тем не менее импульсный клапан до сих пор остается наиболее слабым элементом импульсно-предохранительного устройства, резко снижающим надежность его работы. Из дефектов можно отметить следующие.
Трудность обеспечения герметичности клапана.
Несмотря на применение электромагнитов, поддержание герметичности затвора вследствие наличия сложной системы рычагов и призм представляет большие трудности. Как показывает опыт передовых электростанций, для того чтобы клапаны не пропаривали, необходимы их систематический осмотр и подгонка деталей рычажной системы. Существенным фактором, определяющим плотность затвора, являются материал и форма уплотнительных поверхностей. До последнего времени ВАЗ выпускал клапаны с тарелкой, выполненной с упругим затвором. Длительная эксплуатация импульсных клапанов с упругим затвором на электростанциях выявила их серьезные недостатки: тонкие концы запорных поверхностей очень быстро растрескиваются и выкрашиваются (рис. 1-7), что приводит к нарушению плотности. Поэтому в настоящее время завод отказался от применения упругого затвора и выпускает эти клапаны с тарелками от вентилей Dу 20, имеющие обычное коническое уплотнение. Однако вопрос применения упругих затворов для предохранительных клапанов требует дальнейшего изучения; в частности, представляет интерес упругий затвор с плоскими уплотнительными поверхностями.
Выход из строя реле давления (трубок Бурдона).
При эксплуатации импульсно-предохранительных устройств наблюдается выход из строя реле давления. Так, например, на одной из электростанций в течение года на четырех котлах вышли из строя пять реле давления. Причиной послужил разрыв трубки Бурдона и нестабильность настройки, особенно в части необходимой зоны между срабатываниями.