Регулирующие питательные, стаканчатые и скальчатые клапаны
Выпускавшиеся ранее стаканчатые и изготовляемые сейчас скальчатые регулирующие питательные клапаны производства ВАЗ не обеспечивают надежной работы. Для этих клапанов характерен значительный пропуск воды в закрытом состоянии. Поэтому восстановление при ремонте только перевоначальной конструкции не обеспечит надежную работу клапана.

На ряде электростанций клапана конструкции ВАЗ были переделана на поворотные. Например, в системе Ленэнерго все клапаны производства ВАЗ были переделаны на поворотные. Учитывая хорошие результаты, полученные от применения поворотных клапанов на электростанциях высокого давления, ряд электростанций среднего давления (ГРЭС № 4 Мосэнерго, ЧТЭЦ и др.) также переделали регулирующие клапаны на поворотные.
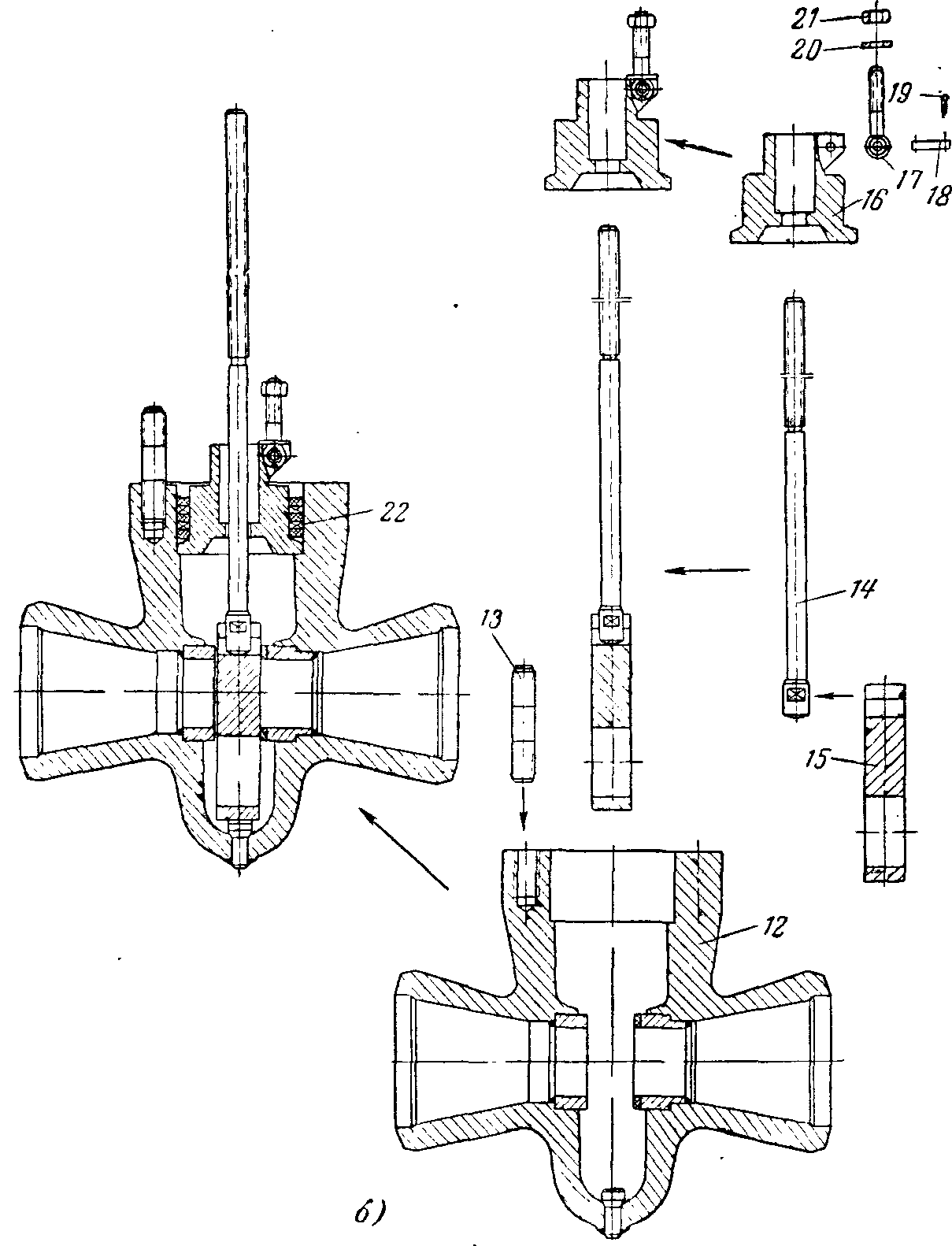

Рис. 2-31. Порядок сборки шиберного регулирующего клапана.
Как показал опыт эксплуатации, поворотные регулирующие клапаны имеют следующие достоинства: величина нерегулируемого расхода не превышает 10 т/ч при перепадах давления на клапане 40 кг/см2·, они обеспечивают пропуск 190 т/ч при угле поворота золотника 80°, высокочувствительны и работают без заклинивания и заедания; благодаря двустороннему выводу штока ходовая часть клапана полностью разгружена от осевых усилий, а перемещение золотника плавное (без вибраций) независимо от перепада давления на клапане, все сочленения клапана жесткие (без люфтов), удобны для ремонта и ревизии.
Модернизация клапанов ВАЗ на поворотные производится следующим образом (рис. В-7).
Разборка.
Для удобства последующей сборки каждый фланец с корпусом клеймят своим номером. После извлечения из корпуса золотника и вывертывания седел с патрубков корпуса снимаются фаски для последующей приварки к трубопроводу.
Подготовка крышек.
Крышку используют от старого клапана, для чего удлиненную часть его на токарном станке отрезают. Под сальниковую втулку в крышке сверлят и протачивают отверстие, вставляют сальниковую втулку и обваривают кругом электродами марки ЦМ-7. С внутренней стороны крышки сальниковую втулку растачивают под втулку-подшипник. Для шарнирных болтов к крышке и втулке приваривают два ушка, которые предварительно центрируют оправкой и болтом. В сальниковой втулке растачивают под набивку сальниковую камеру. После того как крышка готова, в нее запрессовывают втулку-подшипник.
Установка стакана в корпусе.
Для возможности точного определения наружных размеров стакана необходимо предварительно измерить посадочные места под стакан в корпусе. Стакан вытачивают из хромистой стали марки 3X13 на токарном станке. Золотник изготовляют из хромоникелевой стали марки 1Х18Н9. Наружный диаметр золотника обтачивают по внутреннему диаметру стакана. Зазор между стаканом и золотником должен быть не более 0,1 мм, на сторону. Большой зазор значительно увеличит нерегулируемый расход воды. Для того чтобы посторонние предметы (сварочный грат, частицы металла и т. п.) не заклинивали регулирующие органы клапана в золотнике, по наружному диаметру делают выточки.
Разметка окон.
Регулирование расхода воды осуществляется посредством совмещения окон золотника и стакана. Потребная площадь окон для обеспечения расчетного пропуска воды определяется по формуле
![]()
где G — пропускная способность клапана, соответствующая паропроизводительности котлоагрегата. Расчетная пропускная способность клапана должна быть на 10% выше номинальной паропроизводительности котла. Практически для котлов паропроизводительностью 230 т/ч клапан должен обеспечивать расход 250 т/ч, а для котлов паропроизводительностью 170 т/ч—190 т/ч.
μ — коэффициент расхода регулирующего клапана, который зависит от площади открытия окон золотника. Для полностью открытого клапана опытами НЗЛ рекомендуется принимать μ = 0,6. Однако, как показал опыт эксплуатации, для поворотных клапанов величину коэффициента расхода при определении пропускной способности клапана следует принимать равной 0,45—0,5.
Ар—перепад давления на клапане. На разных электростанциях и при разных режимах работы перепад давления колеблется в значительных пределах (8— 40 кг/см2). Последнее объясняется тем, что на большинстве электростанций для привода питательных насосов применяются асинхронные электродвигатели с нерегулируемым числом оборотов. Вследствие этого давление в питательной магистрали, определяющее перепад давления на клапане, зависит от режима работы оборудования: при различных комбинациях действующего и резервного оборудования (котлов и насосов), при разных нагрузках станции перепад давления на клапане будет изменяться. Для установок высокого давления перепад давления на клапане в нормальных условиях должен быть равным примерно 10—15 кг/см2. Правда, пока еще встречаются частные случаи, когда перепад давления на клапане очень велик и составляет 30—40 кг/см2.
у— удельный вес воды при рабочих параметрах. Для котлов высоких параметров при давлении питательной воды 150 кг/см2 и температуре питательной воды 215°С удельный вес воды принимают равным γ = 0,85 кг/л.
Весьма важной величиной, характеризующей работу клапана, является нерегулируемый расход. Чем меньше величина нерегулируемого расхода, тем больше предел регулирования клапана, тем лучше его рабочая характеристика. Величина нерегулируемого расхода определяется по формуле
![]()
Для автоматических регуляторов питания определенный интерес представляет рабочая характеристика регулирующего клапана, под которой понимают изменение пропускной способности клапана в зависимости от его хода. Рабочая характеристика для скальчатых клапанов определяется профилем скалки, а для золотниковых (поворотных) — профилем окон. Для устойчивой работы регулятора питания рабочая характеристика клапана должна быть близкой к линейной. Это значит, что при одинаковых относительных изменениях хода клапана должны происходить одинаковые количественные изменения расхода воды. На рис. 2-32 приведены характеристики питательных клапанов скальчатого и поворотного типов, установленных на котле № 3 ТЭЦ № 16 Мосэнерго.
Наиболее простой в исполнении и удовлетворяющей требованиям регулирования является профилировка окна в виде комбинации треугольника и прямоугольника. Для построения конструктивной характеристики клапана ход его делят на несколько частей и определяют соответствующие этим частям хода совмещенные площади окон золотника и стакана.
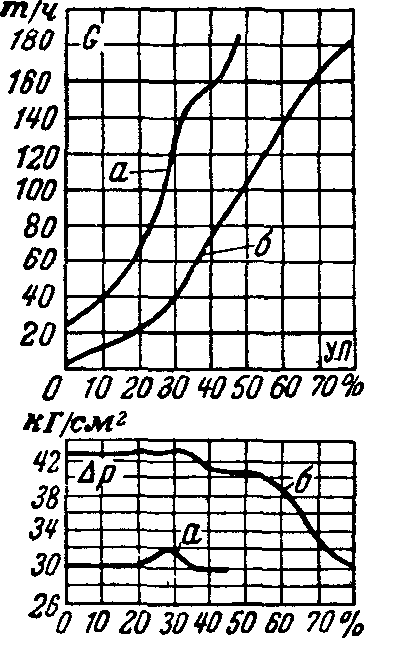
Рис. 2-32. Характеристики клапанов питания, установленных на котле № 3 ТЭЦ № 16 Мосэнерго. а — клапан скальчатого типа; б — клапан поворотного типа.

Изготовление окон.

Размеченные в стакане окна первоначально просверливают сверлом d—10 мм (в центре окон), затем сверлом d = 18 мм и фрезеруют по разметке. После фрезеровки профиль окон по разметке зачищают и все острые кромки притупляют.
Подготовка золотника.
Выступы, ограничивающие ход золотника, размечают и выфрезеровывают. При отсутствии фрезерного станка выступы можно прострогать на поперечно-строгальном станке. Согласно полученным данным о размерах площади окон их размечают, сверлят сначала сверлом 10мм и затем сверлом д—18мм и дофрезеровывают по разметке оставшуюся часть. Все острые кромки в окнах и на торцовых выступах тщательно зачищают напильником. Правильность разметки фрезеровки проверяют путем совпадения окон золотника с окнами стакана при их полном открытии и закрытии. Проверяют также ход золотника в стакане.
Запрессовка и приварка стакана к корпусу клапана.
Для правильной установки стакана в корпусе следует отметить на стакане риской глубину его посадки в корпус. Легкими ударами молотка запрессовывают стакан в корпус клапана. После запрессовки необходимо обязательно проверить правильность посадки стакана (окон) в корпусе клапана.
Во избежание деформации стакана при приварке его к корпусу последний устанавливают в бак с водой. Приварка производится электродами марки ЦЛ-ЗМ или ЦТ-1 постоянным током при обратной полярности (+ на электроде). Сила тока при диаметре электрода 4 мм составляет 130—150 а, а при диаметре электрода 5 мм — 150—180 а. Приварка производится в три слоя. После наложения каждого слоя производится тщательная зачистка шва от шлака. После приварки стакана с одной стороны корпус переворачивают и приваривают стакан с другой стороны. Проверка качества сварки (отсутствие трещин и т. п.) производится наружным осмотром.
Сборка золотника со штоком.
Устанавливают золотник на шток и просверливают отверстие в золотнике со штоком для стопорного пальца. Вставляют стопорный палец, слегка запрессовывают каждый конец в трех точках и расчеканивают, выступающие части зачищают.
После сборки золотника со штоком следует вставить золотник в стакан и убедиться в отсутствии заеданий. В случае деформации стакана после приварки его к корпусу золотник со штоком следует установить в центрах токарного станка и проточить по наружному размеру так, чтобы были выдержаны нормальные зазоры между стаканом и золотником.
Задиры в стакане устраняют притиркой. Золотник в стакане должен иметь плавный ход.
Сборка регулирующего клапана.
Корпус клапана следует тщательно очистить от шлака, грязи и сварочного грата. Резьбу шпилек смазать графитом и завернуть в корпус со стороны, противоположной пазам ограничителя. Установить прокладку и завинтить гайки. Клапан следует положить горизонтально на плиту и вставить в стакан золотник со штоком, после чего собрать второй фланец и проверить ход золотника. Золотник должен плавно поворачиваться внутри стакана от руки. Рычаги изготовляют в зависимости от взаимного расположения клапана и колонки дистанционного управления.
Наладка регулирующего клапана.
Клапан приваривают к трубопроводу в разобранном виде. После приварки клапан собирают и проверяют плавность хода. Затем клапан присоединяют к колонке дистанционного управления. Перед вводом клапана в эксплуатацию необходимо полностью открыть всю арматуру и продуть питательную линию. После ввода клапана в эксплуатацию рекомендуется снять его рабочую характеристику. С достаточной степенью точности рабочую характеристику клапана можно снять на работающих агрегатах с помощью эксплуатационных приборов.

Рис. 2-34. Приспособление для увеличения размеров окон в стакане питательного клапана.
В случаях, когда в процессе эксплуатации будет установлено, что размеры окон не обеспечивают достаточной подачи воды для питания котла, размеры необходимо увеличить. Это можно сделать при помощи приспособления, приведенного на рис. 2-34. Приспособление состоит из напильника 1, шарнирно соединенного с рычагом 2. Рычаг укрепляется при помощи планки 3 на фланце клапана. Напильник вводится в окна стакана и приводится в движение рычагом. Нажим напильника создается грузом 4, соединенным с напильником тросом 5.