В. Ремонт предохранительной арматуры
Рычажно-грузовой предохранительный клапан
Как уже указывалось выше, рычажно-грузовые предохранительные клапаны имеют ряд конструктивных недостатков, затрудняющих их нормальную эксплуатацию.
Поэтому только восстановление при ремонте первоначальной конструкции клапана или даже переделка отдельных его узлов не обеспечивают надежной работы клапана.

Рис. 2-35. Рычажно-грузовой предохранительный клапан до (а) и (б) после модернизации.
Как показывает опыт эксплуатации ряда отечественных и зарубежных электростанций, существенными преимуществами перед рычажно-грузовыми клапанами обладают клапаны с пружинной нагрузкой.
ОРГРЭС, опираясь на положительный опыт эксплуатации пружинных предохранительных клапанов на электростанциях, в 1958 г. начал работы по модернизации рычажно-грузовых клапанов на пружинные.
На рис. 2-35 приведен рычажно-грузовой предохранительный клапан до и после модернизации.
Главный предохранительный клапан (на Рр=100 кг/м2 и t = 510° С)
Все вновь выпускаемые отечественные котлы высокого давления оснащены импульсно-предохранительными устройствами ВАЗ. Постепенно улучшая конструкцию импульсного, и особенно главного предохранительного, клапана, завод добился значительного повышения надежности их работы. Однако на электростанциях еще есть импульсно-предохранительные устройства с главными клапанами прежних выпусков, имеющие ряд существенных недостатков, снижающих безопасную работу теплосилового оборудования. Поэтому при ремонте следует не только восстанавливать первоначальную конструкцию клапана, но модернизировать ненадежные узлы, используя положительный опыт как отечественных, так и зарубежных электростанций. Ремонт и модернизация главного предохранительного клапана сводятся к следующему.
Примеры модернизации деталей и узлов клапана.
На Южно-Уральской ГРЭС конструкция поршня главного предохранительного клапана котла была изменена следующим образом. Поршень и верхний шток выполнены из двух отдельных деталей, соединенных между собой на резьбе (рис. 2-36,а). Заплечик поршня охватывает головку нижнего штока по всей ширине. Толщина этого заплечика была увеличена с 12 до 16 мм. Резьбовое соединение седла с корпусом было обварено электродом марки ЦЛ-ЗМ. Для спиральной и тарельчатой пружин вместо стали 4X13 использована сталь марки 60С2. Был также реконструирован дроссельный вентиль. Детали запорного органа дроссельного клапана (седло и игла) выполнены из стали марки 3X13.
Верхний фланец переходного патрубка 1 между клапаном и выхлопным трубопроводом срезан (рис. 2-36,6) и к нему приварен патрубок 2, наружный диаметр которого несколько меньше внутреннего диаметра выхлопного трубопровода 3. Последний при монтаже может быть свободно надет на патрубок 2. При ремонтах фланцевое соединение переходного патрубка с корпусом разбирается, переходный патрубок поднимается вертикально вверх и крепится за специальные скобы 4, приваренные к фланцу переходного патрубка 2 и трубопроводу 3. Таким образом устраняется необходимость разборки двух фланцевых соединений.
На одной из электростанций некоторые узлы главного предохранительного клапана модернизированы следующим образом. Верхний шток 5 и поршень 6 (рис. 2-36,в) были выполнены из двух деталей, соединенных между собой резьбой и стопорящимся винтом 7. Охват головки нижнего штока 8 заплечиками поршня был осуществлен по всей окружности, чем устранялись перекосы ходовой части и уменьшалась вероятность обрыва поршня. Верхний шток 5 выполнен диаметром 40 вместо 38 мм и имеет на верхнем конце резьбу ΓΜ39Χ3. Закрытие клапана при обрыве одной из деталей его ходовой части обеспечивается приваркой в паропроводящем патрубке корпуса трех ребер 9, устанавливаемых по окружности через дугу 120° с зазором между тарелкой и ребрами 25 мм. Эти ребра, обеспечивая ход тарелки 20 мм, в случае обрыва деталей не дадут возможности направляющим ребрам тарелки выйти из гнезда и обеспечат закрытие клапана после падения давления в поршневой камере.
На Луганской ГРЭС (по рекомендации ОРГРЭС) поршень главного предохранительного клапана был выполнен сборным (рис. 2-36,г). На остов поршня 10 последовательно надеты четыре установочных кольца 11 и четыре поршневых кольца 12. Крепление установочных колец осуществлено контргайкой 13 через шайбу 14. Фиксация контргайки обеспечивается штифтом 15. Указанная конструкция позволяет надевать поршневые кольца без предварительной их деформации, благодаря чему эллиптичность поршневых колец сводится к минимуму (не более 0,07 мм на сторону). Для смягчения ударов, возникающих при срабатывании клапана, предусмотрена установка дросселя 16 непосредственно на клапанном устройстве. Для предотвращения пропуска пара между уплотнительными поверхностями седла 17 и стакана 18 резьбовое соединение обварено электродом марки ЦЛ-ЗМ. В целях смягчения удара при подрыве клапанов первых выпусков ОРГРЭС запроектировал демпфер с литым выхлопным патрубком, который крепится к существующему корпусу клапана (рис. 2-37). Конструкция демпфера сделана такой же, как и у главного клапана на повышенные параметры (Рр=140 кг/м2 и t = 570°С).


Рис. 2-36. Примеры модернизации главного клапана.
Рис. 2-37. Главный предохранительный клапан с демпферным устройством.

Восстановление направляющих ребер.
В тех случаях, когда повреждены два или три ребра, восстановление их производится следующим образом (рис. 2-38,а). Устанавливают заготовку из стали марки 3X13 в патроне токарного станка и подрезают торец под V5. Обрабатывают заготовку по наружному и внутреннему диаметрам и нарезают резьбу 2М90ХЗ.

Рис. 2-38. Восстановление направляющих ребер. а — повреждены два-три ребра; б — повреждено одно ребро.
Фрезеруют четыре ребра толщиной 8 мм. Ввертывают направляющие ребра в тарелку и закрепляют установочными винтами. Устанавливают тарелку в патроне токарного станка и протачивают направляющие ребра до 90 Ш4.
Когда сломано только одно ребро, оно восстанавливается следующим образом (рис. 2-38,6). Изготовляют направляющее ребро из стали марки 3X13. Место излома направляющего ребра на обойме обрабатывают до получения ровной поверхности. Сверлят отверстие для установки направляющего ребра и приваривают его к обойме электродами марки ЦЛ-ЗМ. Устанавливают тарелку в патроне токарного станка по трем сущест вующим направляющим ребрам, обеспечив биение не более 0,3 мм на диаметр, и протачивают направляющие ребра, обеспечив посадку Ш4 (зазор в сочленении направляющие ребра — седло в пределах щ-1.
Восстановление уплотнительной поверхности тарелки и седла.
При наличии на уплотнительной поверхности тарелки глубоких вмятин, надиров, рисок, забоин до 0,1 мм восстановление производится путем наплавки в следующем порядке. Вывертывают направляющие ребра. Обрабатывают тарелку под наплавку. Обкладывают асбестом паз и направляющие ребра для устранения возможности попадания брызг наплавленного металла. Наплавляют тарелку электродом марки ЦТ-1 или ЦЛ-ЗМ, обеспечив толщину наплавленного слоя 7—8 мм. Наплавку производят постоянным током обратной полярности (+ на электроде). Сила сварочного тока: при электроде диаметром 4 мм 130—150 а и при электроде диаметром 5 мм 150—180 а. Наплавку следует производить при короткой дуге, делая три-четыре слоя. При наплавке каждый слой тщательно очищают от брызг и шлака.
Изготовление поршневых колец.
Материал поршневых колец должен обладать износостойкостью. При напряжениях, возникающих в эксплуатации на рабочих поверхностях кольца, на материале должна образовываться и длительно сохраняться гладкая зеркальная рабочая поверхность, обеспечивающая хорошее скольжение. Материал должен поддаваться полировке и обладать твердостью, исключающей повреждение рабочей поверхности или торцов посторонними частицами. На первом месте из пригодных для колец материалов в настоящее время стоит серый чугун. Заготовки поршневых колец изготовляются либо способом индивидуальной, либо способом маслотной отливки. Для арматуры сверхкритических параметров поршневые кольца изготовляются из жаростойкого чугуна марки ЖЧНДХ-15-7-2 (ГОСТ 7769-55), химический состав которого следующий: 2,5—3% углерода; 1,5—3% кремния; 0,5—1,2% марганца; 1,5—2,5% хрома; 14—17% никеля и 6— 8,5% меди.

Рис. 2-39. Порядок обработки поршневых колец.
Изготовление поршневых колец производится следующим способом. Заготовку устанавливают в патроне токарного станка, протачивают по наружному диаметру до d= 130 мм, подрезают торец, вытачивают канавку на глубину 14 мм и отрезают кольцо шириной 9 мм (рис. 2-39,а), снимая заусенцы после отрезки. После этого кольцо зажимают в тисках горизонтально-фрезерного станка и фрезеруют на кольце паз шириной 8 мм, глубиной 4 мм с одной и другой сторон торна (рис. 2-39,6). Уступы зачищают напильником, обеспечивая свободное перемещение одного уступа относительно другого. Затем · устанавливают шесть колец в тиски фрезерного станка под углом 45° и фрезеруют паз шириной 8 мм, после чего запиливают заусенцы.
Тормообработка чугунных поршневых колец состоит в нагреве до температуры 870—880° С, выдержке в течение 30 мин и охлаждении в масле. Затем производят отпуск при температуре 550° С с выдержкой 45—60 мин и охлаждают кольца на воздухе. Их твердость после термообработки должна быть в пределах Яв=98—105. Если поршневые кольца изготовлены из стали 3X13, то закалку производят от температуры 960—980° С с выдержкой в течение 60 мин и охлаждают кольца в масле. Отпуск состоит в нагреве до температуры 670—700° С, выдержке в течение 2 ч и охлаждения на воздухе.
Твердость после термообработки должна быть в пределах Нв = 207—141.
При окончательной обработке собирают три-четыре кольца в пакет и, стянув их специальным хомутом, обеспечивают торцовый зазор в замке кольца 2 мм. Устанавливают пакет в специальное приспособление, затянув прижимом до отказа и снимают прижимное кольцо (рис. 2-39,в). Протачивают на токарном станке по наружному диаметру до Д=120 мм под \/6· Надевают на приспособление прижимное кольцо, закрепляют его и снимают прижим. Кольца растачивают по внутреннему диаметру до d= 112 мм с чистотой поверхности по 6-му классу (рис. 2-39,г). Снимают прижим, зачищают острые кромки и фаски радиусом не более 0,05 мм. После обработки на токарном станке торцы колец с двух сторон шлифуют на плоскошлифовальном станке до толщины 8 мм.
Поршневые кольца могут изготовляться также и таким способом. Производится предварительная (черновая) обработка наружной и внутренней поверхностей заготовки, от которой на токарном станке отрезаются кольца сразу по размеру или с припуском на шлифование торцов. При отрезании партии колец для повышения производительности труда применяется простая двухрезцовая державка, настраиваемая по первому кольцу. Применение такой державки избавляет рабочего от трудоемких промеров ширины каждого кольца. Вырезка замка производится на фрезерных станках различными фрезами (в зависимости от конструкции замка). После этого производится шлифование торцов колец до получения требуемой ширины. Этой операции подвергаются преимущественно мелкие кольца. Крупные кольца обычно сразу отрезаются по размеру, подвергаясь при сборке слесарной обработке для снятия заусенцев. Для чистовой обработки наружной рабочей поверхности, кольца устанавливаются на планшайбе токарного станка и прижимаются фланцем. Для чистовой обработки-внутренней поверхности кольца поодиночке устанавливаются в простом приспособлении.
Поршневые кольца из стали марки 3X13 подвергаются термообработке, после чего их следует проверить на твердость по Бринелю и на отсутствие трещин.
Изготовление пружин.
Из-за неудовлетворительного качества пружин предохранительная арматура часто выходит из строя и не обеспечивает безопасной работы котлов. Опыт работы ряда заводов (ЛМЗ, ХТГЗ, ПТМЗ, ТКЗ, ЦРМЗ Мосэнерго и др.), а также механических цехов электростанций (ГРЭС № 5 Мосэнерго, Луганская ГРЭС и др.) показывает, что при соблюдении должной технологии можно обеспечить высокое качество изготовления пружин и благодаря этому — безотказную работу предохранительной арматуры и электроприводов. Производство пружин может быть организовано в обычных условиях механических мастерских при наличии токарно-винторезного станка типа ДИП-200 и термической печи, оснащенной контрольными приборами. Главное — это строгое соблюдение технологического процесса. Технологический процесс изготовления пружин включает навивку, термическую обработку, обработку торцов и технологическое обжатие.
Для навивки пружин применяются отдельные прутки диаметром до 10—12 мм. В этом случае навивка производится в холодном состоянии, а при диаметре прутков больше 10—12 мм — в горячем состоянии. Температура нагрева в зависимости от диаметра прутка и материала берется в пределах от 850 до 1 000° С. Для пружин, навиваемых в холодном состоянии, диаметр оправки подбирается опытным путем и должен быть меньше, чем внутренний диаметр пружины, так как снятая с оправки пружина изменяет величину шага, количество витков, наружный и внутренний диаметры.
В табл. 2-2 приведены ориентировочные величины диаметров оправок для холодной навивки стальных пружин.
Для пружин, навиваемых в горячем состоянии, диаметр оправки должен быть равен внутреннему диаметру пружины.
На рис. 2-40 показана схема навивки пружин для предохранительных пружинных клапанов на токарно-винторезном станке, применяемая на Таганрогском котельном заводе. Проволоку одним концом крепят на справке 2 при помощи клинового зажима 9, а другим концом присоединяют к клемме трансформатора. Для разогрева прутков при навивке пружин применяют сварочные трансформаторы. Нагрев прутков производится до температуры 820—850° С. Для навивки применяют станок типа ДИП-200-300.
Таблица 2-2
Диаметр оправок для холодной навивки пружин в зависимости от диаметра прутка

В поршневую камеру и проверяют плавность хода (для перемещения поршня в поршневой камере должно быть достаточно усилия руки рабочего). Измеряют максимальный наружный диаметр поршневых колец в свободном состоянии. Этот размер должен быть на 5— 6 мм больше внутреннего диаметра рубашки поршневой камеры. Следует снять поршневые кольца с поршня, завести их в поршневую камеру и измерить зазор в замке кольца, который должен быть в пределах 2—2,5 мм, а допустимая эллиптичность в рабочем состоянии 0,07 мм. После этого проверяют состояние рубашки. Его внутренний размер следует проверять калибром. Смещение (двойной эксцентриситет) оси наружного диаметра относительно внутреннего диаметра допускается не более 0,1 мм. Следует также обратить внимание на состояние резьбы шпилек и гаек.
Восстановление направляющих ребер тарелки.
Если в главном клапане на параметры Рр=100 кг/см2 и t=510°С втулка с направляющими ребрами выполнена цельной путем фрезеровки, то на параметры Рр=140 кг/см2 и t = 570° С втулка состоит из резьбовой втулки и ребер. При разрушении ребер их восстановление производится следующим образом. Из стали марки 1Х18Н9Т изготовляют направляющие ребра по числу поврежденных. Место излома исправляемого ребра на втулке обрабатывают до получения ровной поверхности, размечают и прострагивают паз под новое ребро. Затем электродом марки ЦТ-1 или ЦЛ-ЗМ приваривают направляющее ребро к втулке. На токарном станке обрабатывают ребра также и по внутреннему диаметру у основания, после чего ввертывают втулку с направляющими ребрами в тарелку и закрепляют ее стопорными винтами. Собранную тарелку протачивают по уплотнительной поверхности (биение не более 0,3 мм на диаметр), а направляющие ребра — по наружному диаметру.
Восстановление уплотнительной поверхности седла.
Поврежденную уплотнительную поверхность протачивают под \74 без заусенцев и острых углов. Наплавка производится аустенитными электродами марки ЦТ-1 (ЦЛ-ЗМ пли ЦТ-15) в два-три слоя. Обработка после наплавки производится на токарном станке. Седло следует установить в патроне по уплотнительной поверхности под прокладку, обеспечив биение не более 0,06 мм. После токарной обработки уплотнительная поверхность протачивается под V6- На наплавленной поверхности после механической обработки не должно быть раковин, шлаковых включений, выкрашиваний и трещин. После притирки чистота поверхности должна быть не ниже V12.
Восстановление рубашек поршневых камер.
Из поршневой камеры извлекают рубашку, после чего на кругло шлифовальном станке шлифуют внутреннюю поверхность до полного устранения рисок и надиров. Чистота поверхности должна быть V 7. В тех случаях, когда круглошлифовальный станок отсутствует, шлифовку можно произвести на токарном станке при помощи специального приспособления. Если в результате шлифовки внутренний диаметр рубашки увеличится более чем на 1 мм, необходимо проверить соответствие поршневых колец новым ремонтным размерам рубашки. Если кольца не соответствуют размерам рубашки, следует изготовить новые кольца.
Сборка съемной части клапана.
Исправная работа главного предохранительного клапана в значительной степени зависит от качества его сборки, особенно в части соблюдения требуемых зазоров в поршневой группе. Анализ аварий показывает, что основной причиной выхода из строя клапанов является низкое качество сборки, в результате чего имелись случаи заеданий и клапан не срабатывал. Сборка клапанов должна производиться слесарями-инструментальщиками не ниже 4—5-го разряда.
Сборка корпуса.
Корпус 3 устанавливают на стенде (рис. 2-42) и надевают направляющую втулку 1 на шток 2. Затем вставляют рубашку 4 в корпус. Поочередно устанавливая в рубашку поршневые кольца, проверяют зазор в их замках и внутренний диаметр. Важное значение имеет наружный диаметр поршня, который должен быть не менее 118 мм. Если наружный диаметр поршня менее 118 мм, следует изготовить новый поршень или проточить в существующем поршне пазы до диаметра 108 мм и изготовить новые поршневые кольца с внутренним диаметром 110 мм. Измеряют высоту колец и высоту пазов под кольца на поршне. Торцовый зазор между кольцом и поршнем должен быть 0,4— 0,5 мм.
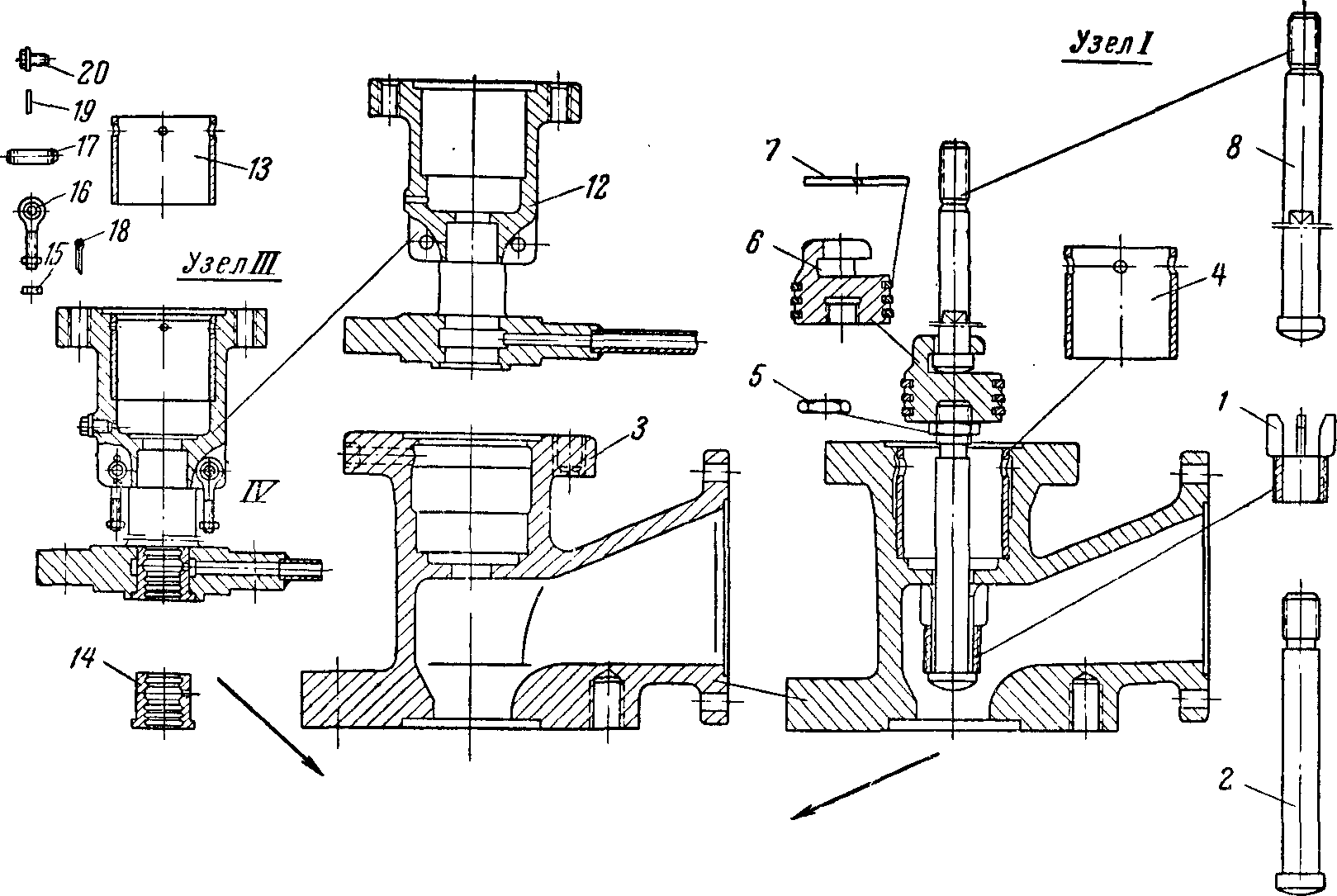
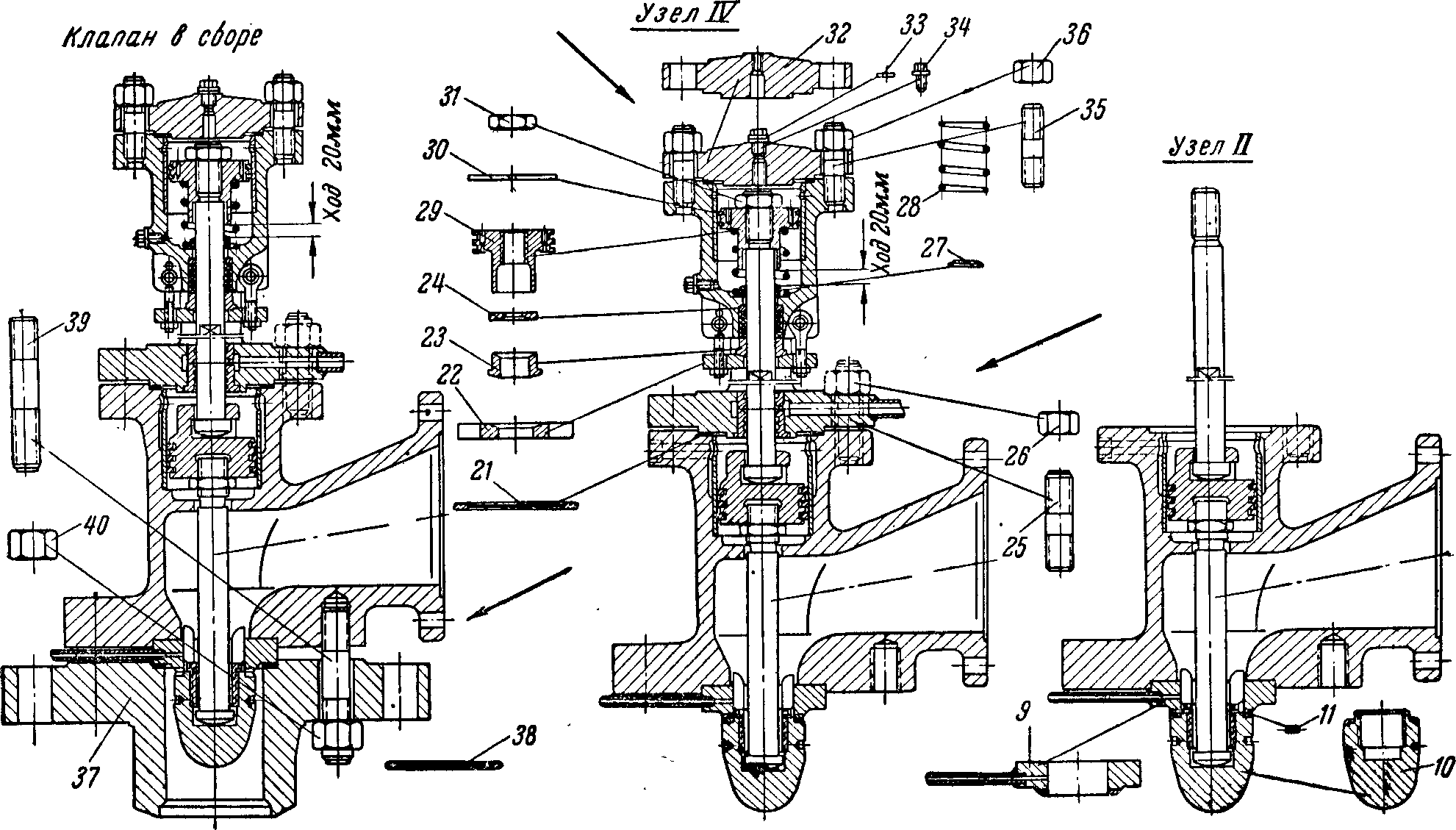
Рис. 2-42. Порядок сборки клапана.
После того как кольца проверены, их надевают на поршень 6. При этом замок каждого последующего кольца должен быть смещен на угол 90° относительно замка предыдущего кольца. Заведя шток с направляющей в корпус так, чтобы направляющие ребра упирались в нижнюю стенку поршневой камеры, навинчивают на него контргайку 5 и поршень. Вставив в замок поршня шток демпфера 8, опускают поршень в крайнее нижнее положение. Зазоры между седлом и корпусом должны быть 0,06—0,245 мм, а между направляющими ребрами и седлом 0,46—0,96 мм. Седло устанавливают в специальную выточку корпуса. Завертывают направляющую втулку 1 в тарелку 10 и стопорят тарелку двумя винтами 11.
Сборка бугеля.
Перед сборкой следует измерить наружный диаметр штока демпфера и внутренний диаметр лабиринтовой втулки 14. Зазор между ними должен быть 0,2—0,24 мм на диаметр. После этого запрессовывают в бугель 12 лабиринтовую втулку 14. Вставляют в демпферную камеру рубашку 13, устанавливают шарнирные болты 16 и закрепляют оси болтов 17 шплинтами 18. Зазоры между кольцом сальника, грундбуксой и штоком демпфера должны быть 0,08—0,42 мм, а между кольцом сальника, грундбуксой и сальниковой камерой 0,1—0,5 мм. В сальниковую камеру вставляют кольцо сальника и грундбуксу. Гайками 15 на бугеле закрепляют нажимную планку 20. Ввертывают в демпферную камеру пробку 20 с прокладкой.
Сборка съемной части клапана.
Для этой цели устанавливают бугель на корпус и собирают фланцевое соединение. Резьбу шпилек и гаек смазывают графитом. Шпильки завинчивают в корпус до отказа. Затяжку гаек производят равномерно — на диаметрально противоположных сторонах. Не допускаются перекосы бугеля относительно корпуса. Контроль ведут как по зазору между фланцами крышки и бугеля, так и перемещением ходовой части клапана. Надевают поршневые кольца 30 на поршень демпфера 29, устанавливают в демпферную камеру тарельчатые пружины 27, спиральную пружину 28 и навертывают на шток демпфера поршень 29. Высота спиральной пружины в рабочем положении равна 93 мм. Ход клапана, находящийся в пределах 20—22 мм, обеспечивается изменением количества устанавливаемых тарельчатых пружин. После навинчивания на шток демпфера контргайки 31 набивают сальник демпферной камеры. При набивке сальника асбестовый шнур должен быть хорошо прографичен. Сальник должен быть набит на полную высоту сальниковой камеры так, чтобы грундбукса входила в камеру на 3— 5 мм. Демпферную камеру закрывают крышкой 32.