ГЛАВА ПЕРВАЯ
ДЕФЕКТЫ И ВИДЫ ПОВРЕЖДЕНИЙ АРМАТУРЫ
1-1. ОБЩИЕ СВЕДЕНИЯ
Вследствие неудовлетворительной работы арматуры снижаются надежность и экономичность работы теплосилового оборудования электростанций.
В 1959 г. по заданию Союзглавэнерго районными инженерами-инспекторами по эксплуатации были систематизированы данные электростанций о вынужденных остановках и продолжительности кампании котлов высокого давления за 1958 г. Анализ полученных материалов но продолжительности кампании котлов высокого давления отечественного производства с естественной циркуляцией позволяет сделать следующие основные выводы:
- в настоящее время положение с продолжительностью кампании серийных котлов крайне неудовлетворительно: только 6,4% действующих котлов имели в 1958 г. среднюю продолжительность кампании более 6 000 ч, в то время как у 82% котлов она не превышала 2 500 ч;
- причинами вынужденных остановок котлов являлись повреждения поверхностей нагрева (47%), расшлаковки топок и очистки поверхностей нагрева (28%), повреждения пароводяной арматуры (15%), повреждения и неполадки в работе котельно-вспомогательного оборудования (6%), нарушения нормального режима работы, как-то: упуски воды и перепитки котлов, несоблюдение заданных параметров пара, обрывы факела (3%) и прочие (5%).
Приведенные данные свидетельствуют об исключительно высоком проценте вынужденных остановок котлов вследствие неудовлетворительной работы арматуры. 24
1-2. ПОВРЕЖДЕНИЯ И ДЕФЕКТЫ АРМАТУРЫ ВЫСОКОГО ДАВЛЕНИЯ (на Рр = 100 кг/см и t=510° С)
Задвижки
Вибрация затвора суженных паровых задвижек Dy 175—225 без направляющей трубы. В целях унификации клинового затвора задвижек разных условных проходов ВАЗ выпускал задвижки Dy 150—225* с отверстием в седле диаметром 122 мм. Благодаря такой унификации на всех задвижках был затвор одинакового размера, что значительно облегчало их производство на заводе и ремонт на электростанции. Для защиты уплотняющих поверхностей от эрозионного воздействия протекающей среды и для снижения потери давления в затворе была предусмотрена направляющая труба, что значительно усложнило конструкцию корпуса. В дальнейшем, желая упростить конструкцию литого корпуса, завод стал выпускать водяные и паровые задвижки с затвором без направляющей трубы. Диаметр прохода в седле был равен 122 мм, диаметр присоединительного патрубка Dy=225 мм и величина сужения 0,54. Установленные на ряде электростанций паровые задвижки имели скорость рабочей среды в узком сечении затвора 175 м)сек, что создавало резкий шум. После вскрытия задвижек, проработавших 22 ч, были обнаружены сильный износ и повреждение деталей затвора, потребовавшие полной замены задвижек (рис. 1-1).
Как показал опыт отечественных и зарубежных электростанций, для суженных клиновых двухдисковых задвижек без направляющей трубы сужение, равное 0,54, является недопустимым.
В иностранной литературе указывается, что, как показали измерения, произведенные на электростанции Мангейм на клиновых задвижках с суженным проходным сечением, длина прямого участка трубопровода за задвижкой существенно влияет на степень восстановления падения давления, обусловленного изменением скорости пара в задвижке. Наибольшая возможная величина восстановления давления достигалась при длине прямого участка, равного минимум 12 условным диаметрам задвижки.
Чтобы в арматуре гидравлические потери были наименьшими, следует соблюдать следующие условия:
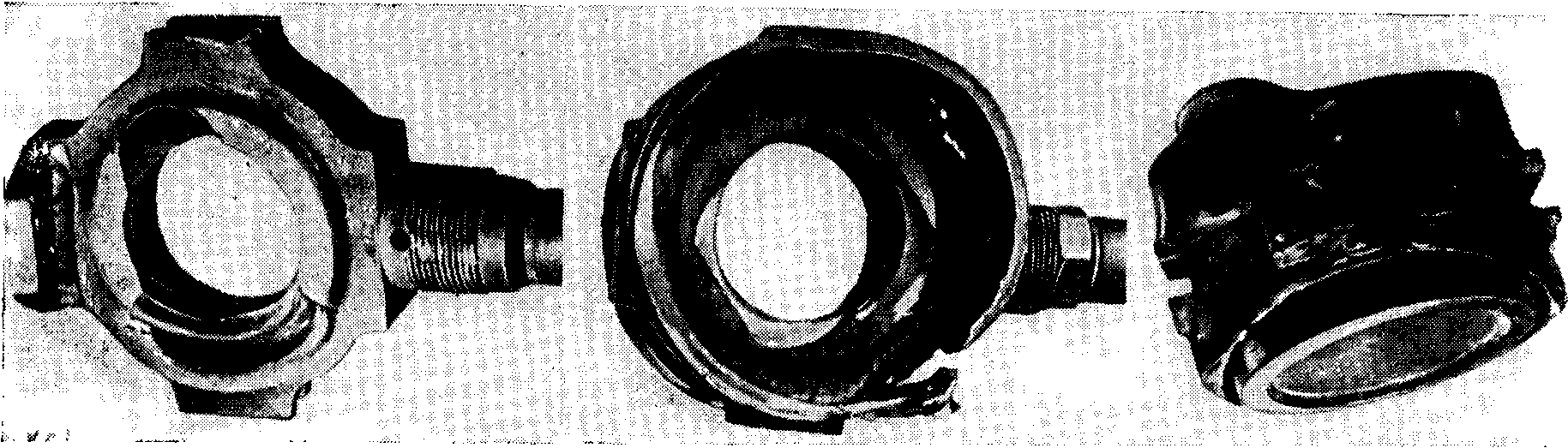
Рис. 1-1. Характер разрушения затвора паровой задвижки D у 225 без направляющей трубы.
а) если на выходе из задвижки нет прямого участка трубопровода (необходимого для восстановления давления), то нужно устанавливать задвижку только с прямым проходом;
б) при наличии за задвижкой выходного участка трубопровода длиной более двух условных диаметров целесообразно устанавливать параллельную задвижку с направляющей трубой и суженным проходом;
в) если выходной участок трубопровода имеет длину более 10 условных диаметров, то лучше всего устанавливать клиновую задвижку с направляющей трубой и суженным проходом.
Недостаточный контакт сопрягаемых уплотнительных поверхностей седла и тарелки.
Анализ протоколов испытаний около 12 000 задвижек высокого давления для температуры пара до 550° С и выше, произведенный в Пражском энергетическом институте в 1954—1957 гг., показывает, что почти 90% обнаруженных дефектов является следствием недостаточного уплотнения контактных поверхностей арматуры, а остальные 10% относятся к заеданию в ходовом механизме арматуры и к дефектам в сальнике, отливке и др. Важную роль играют форма и ширина уплотняющих колец.
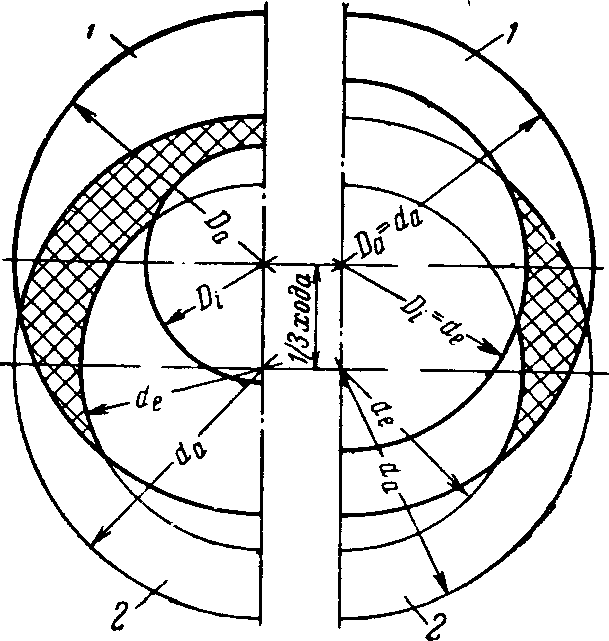
Рис. 1-2. Контакт уплотнительных поверхностей задвижки (тарелка— седло) с различной шириной.
а — ширина уплотнительных поверхностей тарелки и седла разная; б — ширина уплотнительных поверхностей тарелки и седла одинаковая; 1 — тарелка; 2 — седло.
На рис. 1-2 показаны два варианта колец. В одной из них (рис. 1-2,а) ширина колец тарелки и седла разная, а в другом (рис. 1-2,6) одинаковая. В процессе закрытия задвижки поверхности колец перекрываются. Из сравнения приведенных рисунков следует, что в лучших условиях находятся кольца с разной шириной. Действительно, пусть подъем затвора задвижки будет один и тот же (1/3 хода) и давление пара в обоих случаях одинаково. /Тогда удельная нагрузка на уплотнительную поверхность для варианта, изображенного на рис. 1-2,а, будет меньше, чем для варианта, показанного на рис. 1-2,6. Последнее указывает на то, что кольца должны быть по возможности более широкими и разными по ширине.
Некачественная обработка уплотнительных поверхностей.
На ряде электростанций имеются случаи, когда задвижкой нельзя полностью отключить рабочую среду. Наличие же узкой щели в затворе приводит к быстрому эрозионному износу последнего. Для обеспечения плотности (непроницаемости) важное значение имеют качество обработки и правильный подбор материала сопрягаемых уплотнительных поверхностей. Существующий метод контроля плотности арматуры путем гидравлического испытания водой (при температуре 20° С) не гарантирует надежной ее работы. При неправильном подборе металла седла и тарелки за счет разности коэффициентов теплового расширения могут получаться зазоры, через которые будет проходить пар, разрушая рабочие поверхности. Поэтому окончательным контролем, гарантирующим плотность затвора, является гидравлическое испытание в рабочих условиях (паровую арматуру — паром, водяную арматуру — горячей водой).
Наличие в литых корпусах и крышках из стали 25 и 20ХМ трещин, раковин и свищей.
Значительное количество электростанций сообщает о дефектах в литых корпусах. Так, например, на одной из электростанций высокого давления Челябэнерго во время проведения ремонтов котлов в 1957 г. были заменены 20 паровых и водяных задвижек Dy 175—225 из-за раковин в корпусах. На электростанции высокого давления Ленэнерго имелись трещины в корпусах паровых задвижек вследствие пониженной ударной вязкости металла. Задвижки были вырезаны из паропровода и заменены.
Пропуск рабочей среды через резьбовое соединение седла с корпусом.
Для ликвидации указанного дефекта на многих электростанциях седла, изготовленные из углеродистых марок сталей и наплавленные электродами типа ЦЛ-ЗМ, были приварены к корпусу, благодаря чему пропуски прекратились. ВАЗ также перешел на выпуск задвижек с приваркой седел к корпусу. Вместе с тем необходимо отметить, что на ряде отечественных электростанций и по данным советских специалистов, побывавших на польской электростанции высокого давления Новая Гута, считают, что способ посадки седла в корпусе на резьбе является наиболее рациональным решением, чем приварка седла к корпусу. Наличие сменных седел позволяет легко заменять дефектные седла новыми, не вырезая задвижки из трубопровода. Отмечается также, что на станциях, где применяются сменные седла, потери конденсата значительно меньше, чем на других аналогичных электростанциях (Южнокузбасская ГРЭС 0,77% и Славянская ГРЭС 0,8%). Малые потери конденсата наблюдаются и на указанной польской электростанции.
Разрыв шпинделей в местах соединения с обоймой затвора.
Причиной таких разрушений является ослабление тела шпинделя примерно на 25—30% за счет отверстия под штифт. Имелись случаи, когда и качество металла в местах излома оказывалось неудовлетво
рительным. Металлографические исследования показали, что металл в месте излома имеет крупнозернистую структуру, а на поверхности шпинделя на расстоянии 3—4 мм от излома имеются трещины.
Задиры уплотнительных поверхностей паровых задвижек, наплавленных аустенитными электродами марок ЦТ-1 или ЦЛ-ЗМ.
При испытании паром задвижек Dy250 и 300 на Ру64 при перепаде 20 ата на одной из ТЭЦ произошел задир уплотнительного кольца на выходе пара, что препятствовало плотному закрытию затвора. На электростанциях Мосэнерго также имелись случаи задирания уплотнительных поверхностей задвижек высокого давления, наплавленных аустенитными электродами марки ЦЛ-ЗМ. Наплавка уплотнительных поверхностей задвижек производилась на ремонтном заводе Мосэнерго. Проведенные на стенде ВТИ исследования показали на взаимную связь между удельным давлением, вызывающим задирание металла при «сухом» трении, и относительном увеличении твердости, что дает возможность определить стойкость металла против задирания только путем измерения его твердости на поверхности и в глубине и обоснованно подойти к созданию сталей, стойких против задирания. Наиболее стойкой из испытанных сталей является борированная сталь, затем по степени уменьшения стойкости идут азотированная сталь марки 38ХМЮА, сплавы ЦН-2 и ЦН-3, армированная сталь Ст. 4 и хромистая сталь марки Н36Х18Т. Наименьшей стойкостью против задирания обладают хромоникелевые стали типов 18/8 и 14/14.
Пропаривание через фланцевое соединение корпуса с крышкой.
Одной из главных причин потерь конденсата в арматуре являются неплотности во фланцевом соединении корпуса с крышкой. В большинстве случаев это вызывается низким качеством изготовляемых как на электростанциях, так и на заводах гребенчатых прокладок. Вследствие некачественной подготовки (доводки) лезвия резца на поверхности зуба прокладки образуются надиры, которые являются очагами эрозионного разрушения (рис. 1-3,а). На некоторых электростанциях не контролируют толщину тела прокладки, в результате чего нередко ее прорезают насквозь или оставляют очень мало металла по толщине и при затяжке фланцев прокладки лопаются (рис. 1-3,6). При неодинаковой высоте зубцов приходится прилагать значительные усилия для создания плотности фланцевого соединения.
Разрушение шпилек из стали марки 25Х2МФА (ЭИ-10) при монтаже и эксплуатации арматуры.
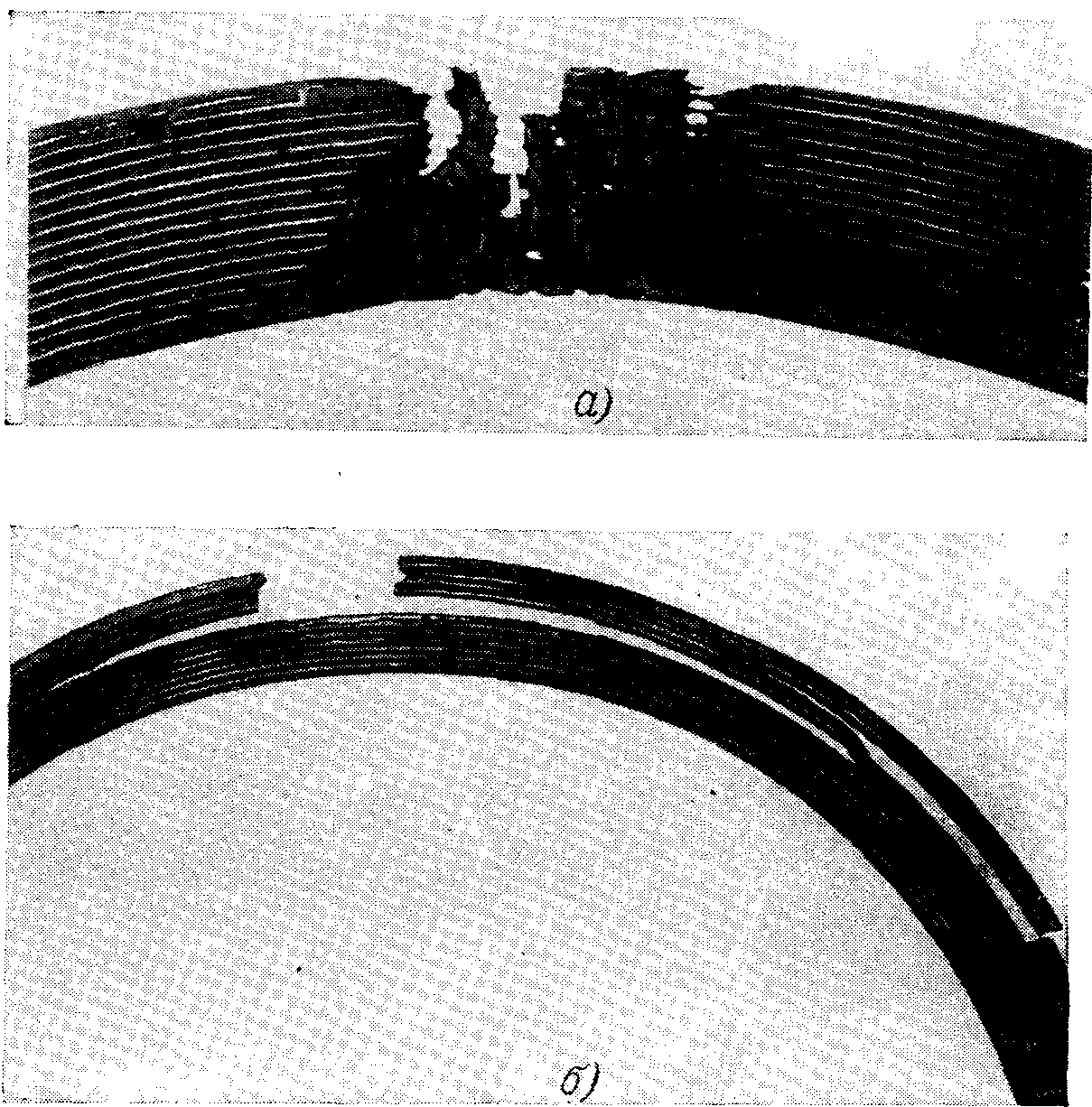
Рис. 1-3. Характер разрушения гребенчатых прокладок.
Разрушение шпилек в процессе работы чаще всего происходит по последней нитке конца резьбы, ввернутого во фланец. Наблюдались также случаи, когда шпильки разрушались и по первому витку резьбы у торца гайки. Разрушение шпилек при отвинчивании гаек всегда происходит по последней нитке конца резьбы, ввернутого во фланец. Изучение изломов шпилек показало, что характер разрушения во всех случаях является хрупким. Результаты измерения элементов резьбы у некоторых разрушенных шпилек показывает, что все шпильки имеют очень малый радиус закругления по внутреннему диаметру резьбы (до 0,2 мм), а некоторые из них имеют также заниженный внутренний диаметр или недопустимо малый сбег резьбы (до 0,2 витка вместо 2 витков по ОСТ).
Согласно проведенным исследованиям для повышения долговечности крепежных деталей целесообразно: а) повторные затяжки шпилек из стали марки 25Х2МФА (ЭИ-10), работающих при температуре около 500° С, производить на 15% ниже, чем первую затяжку; б) ввести контроль материала на шлаковые включения и улучшить контроль над термической обработкой: в) улучшить качество изготовления шпилек; внутренний диаметр резьбы целесообразно изготовлять в пределах допуска на наружный диаметр; вместо среза по внутреннему диаметру необходимо делать закругление и повысить частоту обработки профиля резьбы с 5—6 до 7-го класса чистоты по ГОСТ и выдерживать установленный стандартом сбег резьбы (2 витка); г) изоляцию фланцевых соединений целесообразно производить чехлами или накидками из стеклянной ваты; такая изоляция уменьшила бы интенсивность окисления и позволила производить периодическую проверку шпилек; д) после сборки оборудования производить покраску крепежных деталей алюминиевой краской.
Представляет значительный интерес опыт ряда электростанций, заменивших фланцевые соединения арматуры с трубопроводами сварными соединениями. Сварной шов по плотности не уступает целой трубе, а в то время как фланцевое соединение не может гарантировать плотности, особенно при нестационарных режимах (включение и отключение трубопровода, резкое изменение параметров среды).
Если бесфланцевое соединение арматуры с трубопроводом нашло широкое распространение в арматуре высоких параметров, то в арматуре более низких параметров (Ру 100 и ниже) до сих пор применяются фланцевые соединения, являющиеся источником потерь конденсата на электростанции. Применение бесфланцевой арматуры помимо обеспечения плотности позволяет снизить вес и сократить брак при изготовлении арматуры (в значительной степени обусловливаемой дефектами литья в местах сопряжения корпуса с фланцами), что в конечном итоге обеспечит значительное снижение стоимости арматуры. Целесообразность использования приварной арматуры подтверждается длительным опытом ее эксплуатации в разных отраслях промышленности США.