Индустриализация электромонтажных работ достигается максимальным применением специальных механизмов, механизированных инструментов и крупноблочных электрических устройств, стендовой заготовкой электропроводок, предварительной подготовкой каналов, борозд и ниш в процессе строительства зданий и сооружений, а также прокладкой всех элементов электропроводки в стеновых блоках, панелях, плитах, перекрытиях и др. при изготовлении их на заводах.
Элементы монтажных узлов и электропроводок изготовляют в ЦЗМ или МЗУ по типовым схемам, специальным чертежам, эскизам, составленным на основе соответствующих замеров, произведенных на месте монтажа, а также по заготовительным, ведомостям электропроводок. Общий вид заготовленных электропроводок показан на рис. 11.
Для заготовки электропроводок необходимо знать марки и сечения проводов, размеры отдельных участков проводов, расстояния между отдельными устанавливаемыми изделиями, аппаратами или приборами, способы соединения проводов друг с другом и присоединения их к отдельным элементам электропроводки, типы устанавливаемых приборов (светильников, арматуры, аппаратов и т. п.).
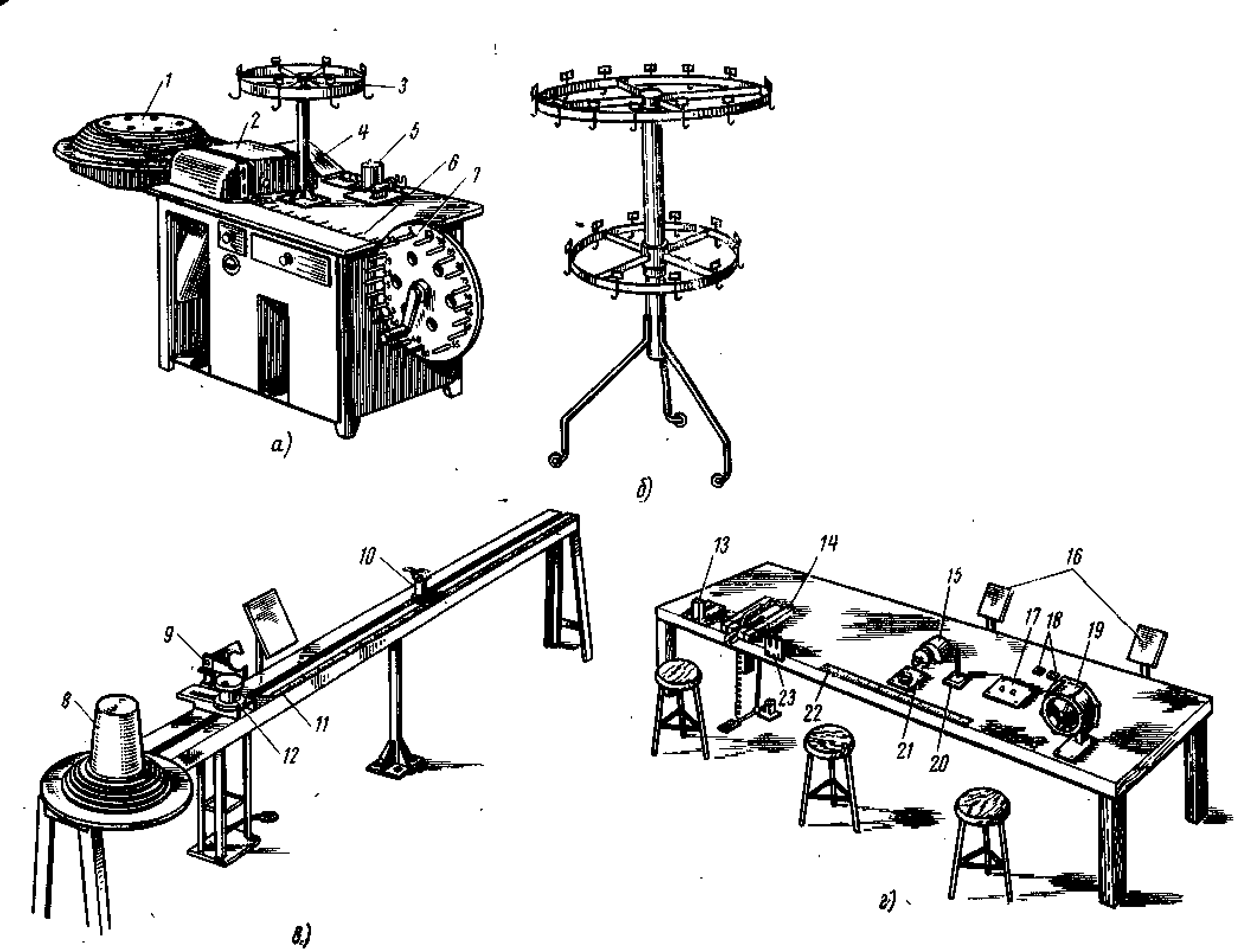
Заготовка электропроводок производится на стендах, разметочных столах и верстаках (рис. 12), образующих технологическую линию. Заготовленные электропроводки укладывают на стеллажи.
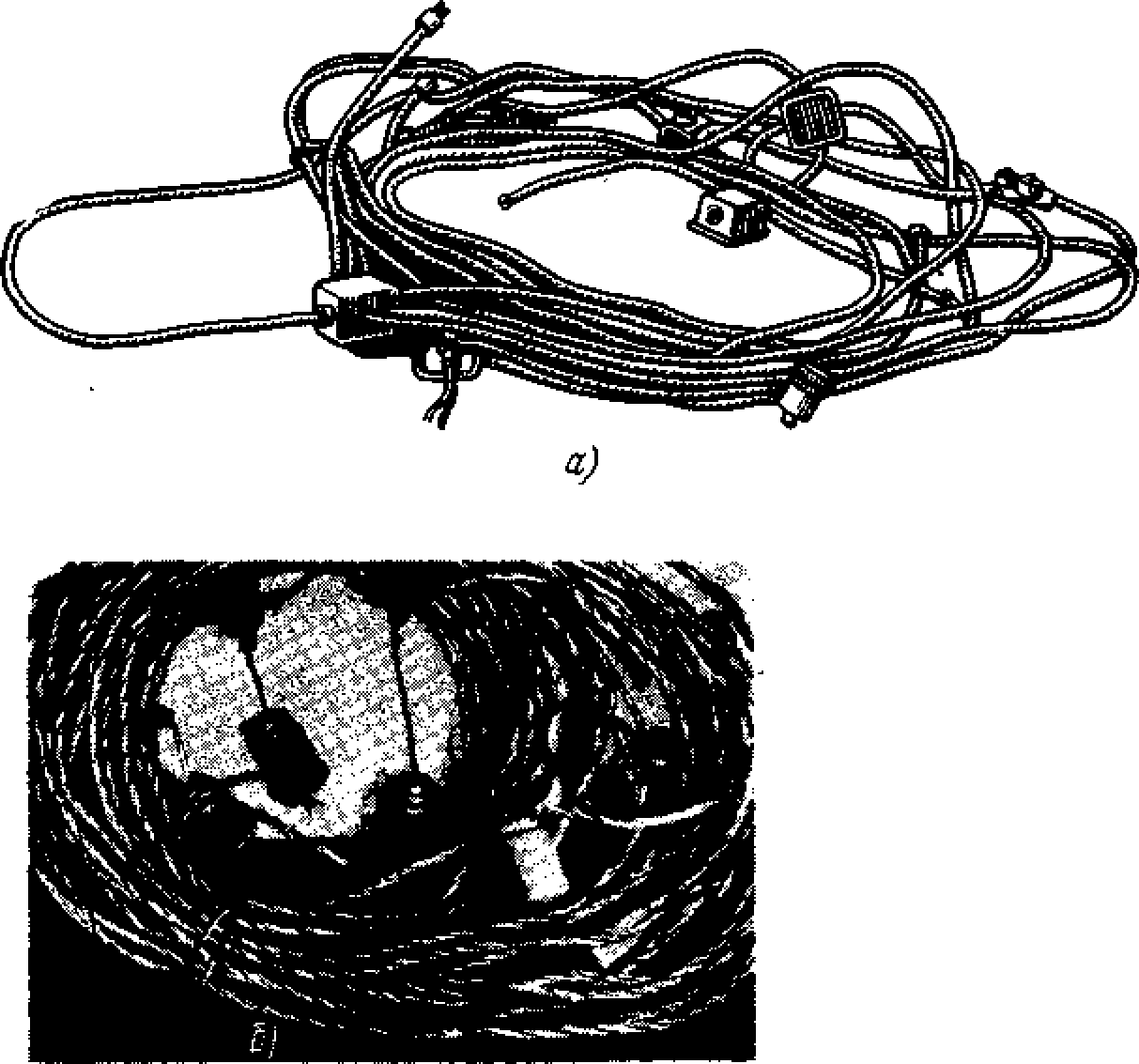
Рис. 11. Общий вид проводок, заготовленных в монтажно-заготовительных мастерских: а — в бумажно-бакелитовых трубках, б — из тросового провода марки АТРГ
Рис. 12. Основные элементы линии механизированной обработки, проводов и заготовки электропроводок: а — стенд для обработки проводов и электропроводок, б — передвижной стеллаж (накопитель), в — разметочный стол, г — верстак; 1 и 8 — барабаны для установки разматываемых проводов, 2 — устройство для механизированной резки проводов, разрезания пленок и удаления изоляции, 3 — настольный стеллаж, 4 — приспособление для скрутки проводов, 5— приспособление для сварки проводов, 6, 11 и 22 — мерные рейки, 7 — мерный барабан, 9 — рычажные ножницы для резки проводов, 10 и 12 — подвижные стойки, 13 — педальные ножницы для разрезания межжильной изоляции, 14 — педальное приспособление для удаления изоляции с проводов, 15 — приспособлен не для скрутки проводов, 16 — стойки-планшеты для чертежей, 17 — устройство для проверки схем, 18 — ванночки с краской для маркировки проводов, 19 — барабан для смотки в бухту готовой электропроводки, 20 — ручной дырокол для пробивки отверстий в коробках, 21 — приспособление для зажимания коробок при пробивке в них отверстий, 23 — гребенка для удаления изоляции с проводов вручную
Заготовка электропроводок состоит из следующих операций: обмер и раскрой проводов на отрезки необходимой длины; удаление изоляции с концов жил проводов и кабелей и обработка оголенных концов для выполнения соединений, ответвлений и присоединений к светильникам и аппаратам;
сборка схемы, проверка ее и маркировка концов жил проводов и кабелей хлорвиниловыми колпачками, трубочками или поясками красного (концы фазных проводов), синего (конец холостого провода от выключателя к светильнику), белого (конец нулевого провода) цветов;
соединение и ответвление жил проводов и кабелей опрессованием, пайкой или сваркой;
изолирование оголенных участков соединений и ответвлении жил проводов и кабелей;
съем собранной по схеме электропроводки со стендов и столов, укладка ее в бухты, навешивание бирок на бухты с указанием типа монтажной схемы, укладка электропроводок в контейнеры для отправки на объект монтажа.
Заготовка электропроводок на технологической линии, состоящей из элементов, показанных на рис. 12, производится в следующем порядке. Бухту провода соответствующего сечения устанавливают на барабане 8 разметочного стола (рис. 12, в). Прикрепив свободный конец провода к стойке 12 мерной рейки 11, отодвигают стойку 10 на необходимое расстояние, контролируемое по мерной линейке. Стойку 10 закрепляют на требуемом расстоянии при помощи винтового зажима. Далее вручную наматывают необходимое количество провода вокруг стоек 10 и 12, после чего провод при помощи рычажных ножниц 9 разрезают на мерные отрезки, которые затем снимают и перекладывают (вешают) на крюки передвижного стеллажа (рис. 12, б). На крюках передвижного стеллажа имеются рамки, в которые вкладывают бирки с указанием размеров заготовок.
Стеллаж с заготовками подают к верстаку (рис. 12, г), на котором производят дальнейшую их обработку (разрезание пленки между жилами, удаление изоляции с жил проводов и др.). Скручивание жил проводов и соединение сваркой отдельных отрезков в один монтажный узел производят на стенде для обработки проводов (рис. 12, д).
На объектах, где преобладают работы по монтажу осветительных электропроводок, применяют механизмы МР-1, МС-2 и СЗ-3, образующие технологическую линию обработки проводов.
Механизм МР-1 (рис. 13, а) служит для мерной резки проводов сечением до б мм2 (всех марок) и автоматического отсчета отрезанных Заготовок;
Механизм состоит из размоточного барабана, устройства для рихтовки провода, устройства для мерной резки, программного устройства.
Работа механизма происходит следующим образом. Бухту провода надевают на размоточный барабан, который устанавливается внутри рамы механизма. Конец провода пропускают между роликами рихтовочного и мерного устройств. На программном устройстве набирают программу работы (длина провода и количество заготовок). Пусковой кнопкой механизм запускается в работу. После отрезки заданного числа заготовок необходимой длины механизм автоматически отключается.
Механизм МС-2 (рис. 13, б) предназначен для снятия изоляции с концов одножильных и двужильных проводов сечением до 10 мм2, а также закрутки контактных колец на концах проводов сечением до 4 мм2. Длина снимаемой изоляции 15—45 мм. Внутренние диаметры закругленных колец 3,2—6,2 мм под винты диаметром 3, 4, 5 и 6 мм.
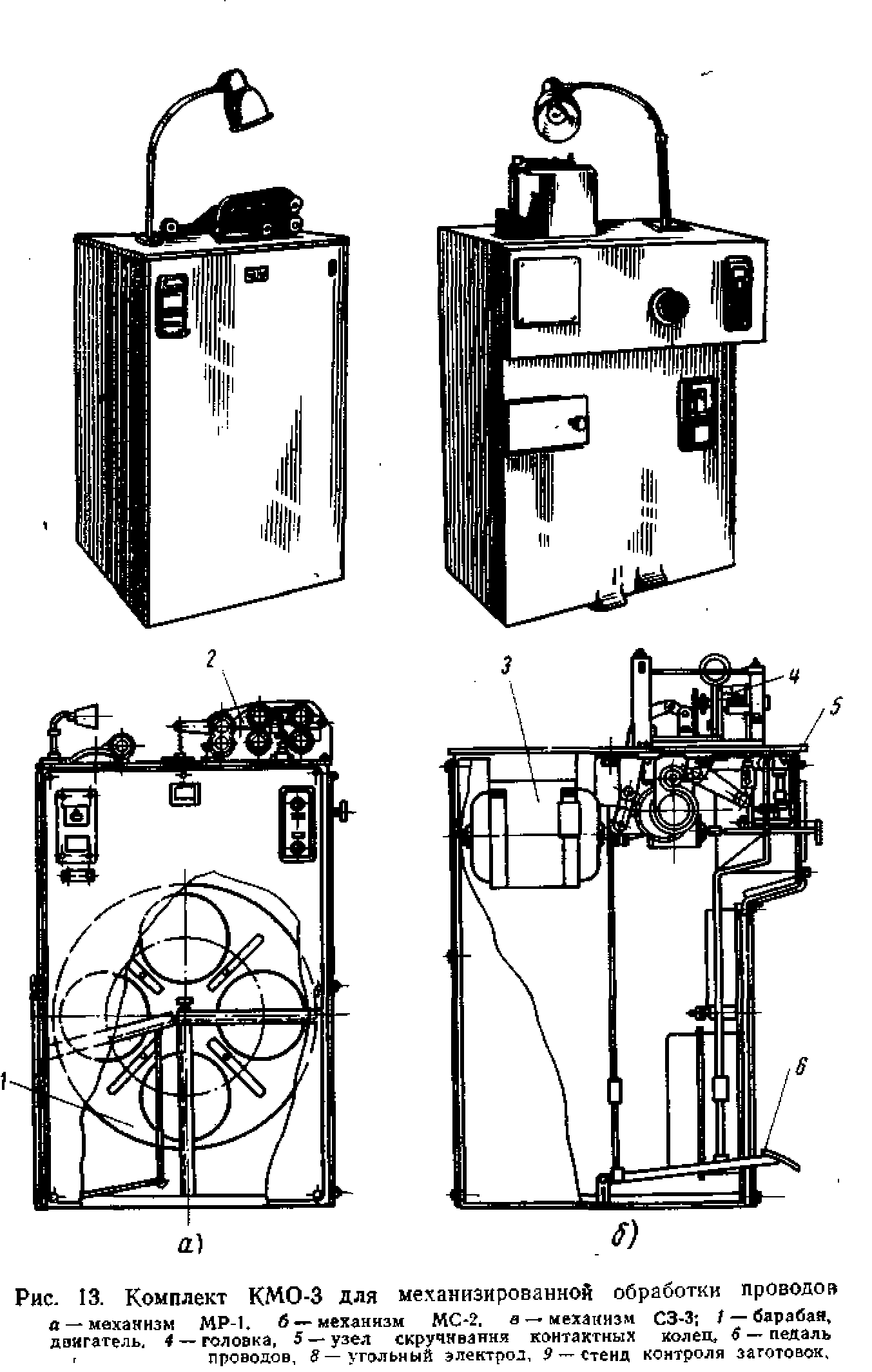
Механизм состоит из головки для снятия изоляции на концах проводов и приспособления для закрутки колец на концах оголенных проводов.
Для приведения в действие головки служит электропривод и эксцентриковый механизм, расположенные в раме. Работа механизма МС-2 состоит в следующем. Пусковой кнопкой включается электродвигатель; конец провода вставляют в приемное окно головки до упора и левой педалью включают механизм. После снятия изоляции механизм автоматически останавливается.
Для закрутки колец оголенный провод укладывают на приспособление между соответствующей оправкой и штифтом. Узел закрутки приводится в действие системой рычагов — нажатием на правую педаль. После окончания загиба кольца оправка автоматически опускается вниз, обеспечивая свободный съем кольца.
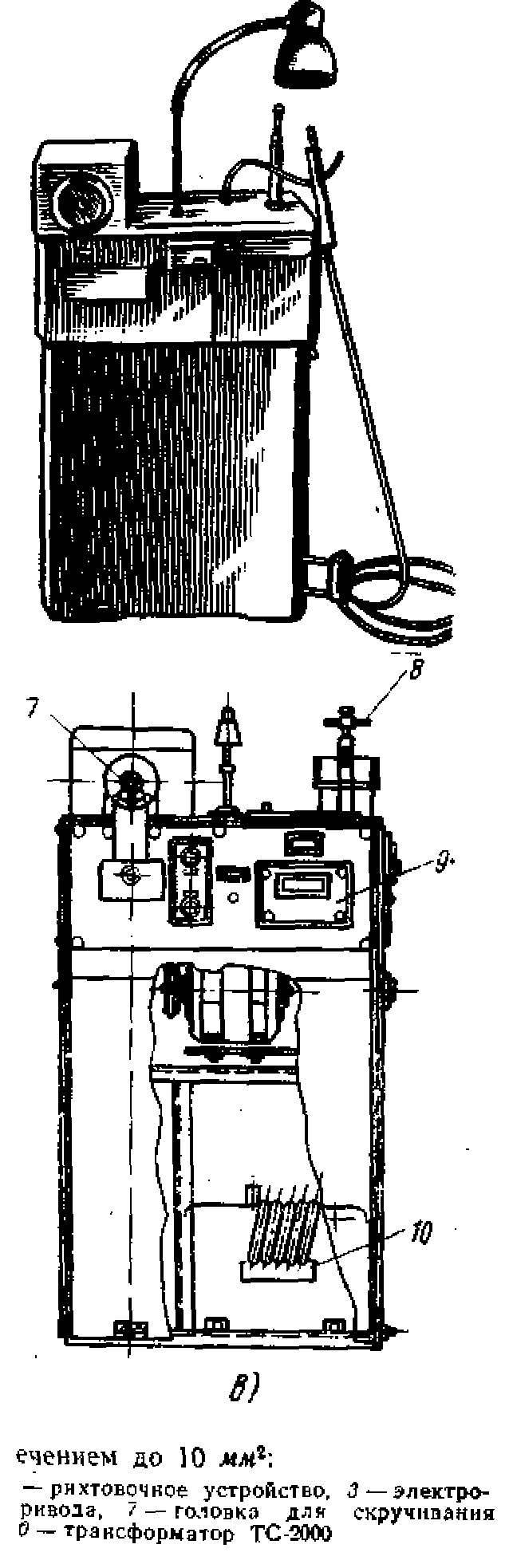
Механизм СЗ-3 (рис. 13, в) предназначен для скручивания нескольких проводов, подрезки их торца (торцовки), сварки и контроля заготовок. Максимальное сечение обрабатываемых проводов 6 мм2.
Механизм состоит из следующих основных узлов, смонтированных на общей раме:
головки для скручивания проводов и их подрезки;
приспособления для сварки жил проводов (в комплект приспособления входят ручные клещи для зажима свариваемых проводов, электрододержатель с угольным электродом и сварочный трансформатор типа ТС-2000);
контрольного стенда (пульта) с сигнальной лампой.
Работа головки происходит следующим образом. Нажатием пусковой кнопки управления включается привод. Оголенные концы проводов, подлежащие скрутке, складывают пучком и вводят в зев головки до упора, после чего нажимают на педаль. Губки захватывают пучок проводов и скручивают его. После выполнения операции педаль отпускается.
Для подрезки торца скрученный пучок проводов вставляют в одно из трех нижних отверстий головки до упора, после чего нажимают на педаль. Для сварки проводов включается пакетный выключатель сварочного трансформатора и подается напряжение к электродержателю и клещам. Провода зажимают клещами, а затем, прикасаясь концом угольного электрода, укрепленного в электродержателе к проводам, сваривают их.
Правильность произведенной сварки и отсутствие обрыва в проводах заготовки проверяют. Для этого касаются концами заготовки двух зажимов проверочного стенда: при отсутствии обрыва и правильной сварке концов заготовки загорается сигнальная лампа проверочного стенда.
Каждый из показанных на рис. 13 механизмов может быть использован отдельно. Все три механизма могут быть скомпонованы в полуавтоматическую линию КМО-3 (комплект механизмов обработки) для работы в монтажно-заготовительных мастерских. Комплект механизмов предназначается для обработки проводов сечением до 10 мм2.
При монтаже силовых электрических сетей проводами сечением 16 мм2 и выше применяют комплект механизмов типа КМБ-4, состоящий из двух механизмов МРБ и МСБ, устанавливаемых в технологической линии обработки и стендовой заготовки проводов сечением 16—240 мм2.
Механизм МРБ (рис. 14, а) служит для мерной резки проводов больших сечений. Он оборудован направляющими роликами 3 и 4, мерным устройством 5 со счетчиком, роликами б, механизмом с ножами 8 для отрезания провода, редуктором 9 и передаточной коробкой 10 для передачи вращения протяжным роликам и намоточному барабану 11. Механизм с ножами приводится в движение электродвигателем 2, а протяжные ролики и намоточный барабан — электродвигателем 1. Барабан с проводом устанавливается по левую сторону механизма. Провод предварительно подается (заводится) в направляющие ролики 3 и 4, а затем протяжными роликами 6 — в раструб 7 до намоточного барабана. Конец провода закрепляют на барабане в зажиме 12, после чего включают электродвигатели и механизм приводится в движение. Отрезание заготовки требуемой (запрограммированной) длины производится автоматически.
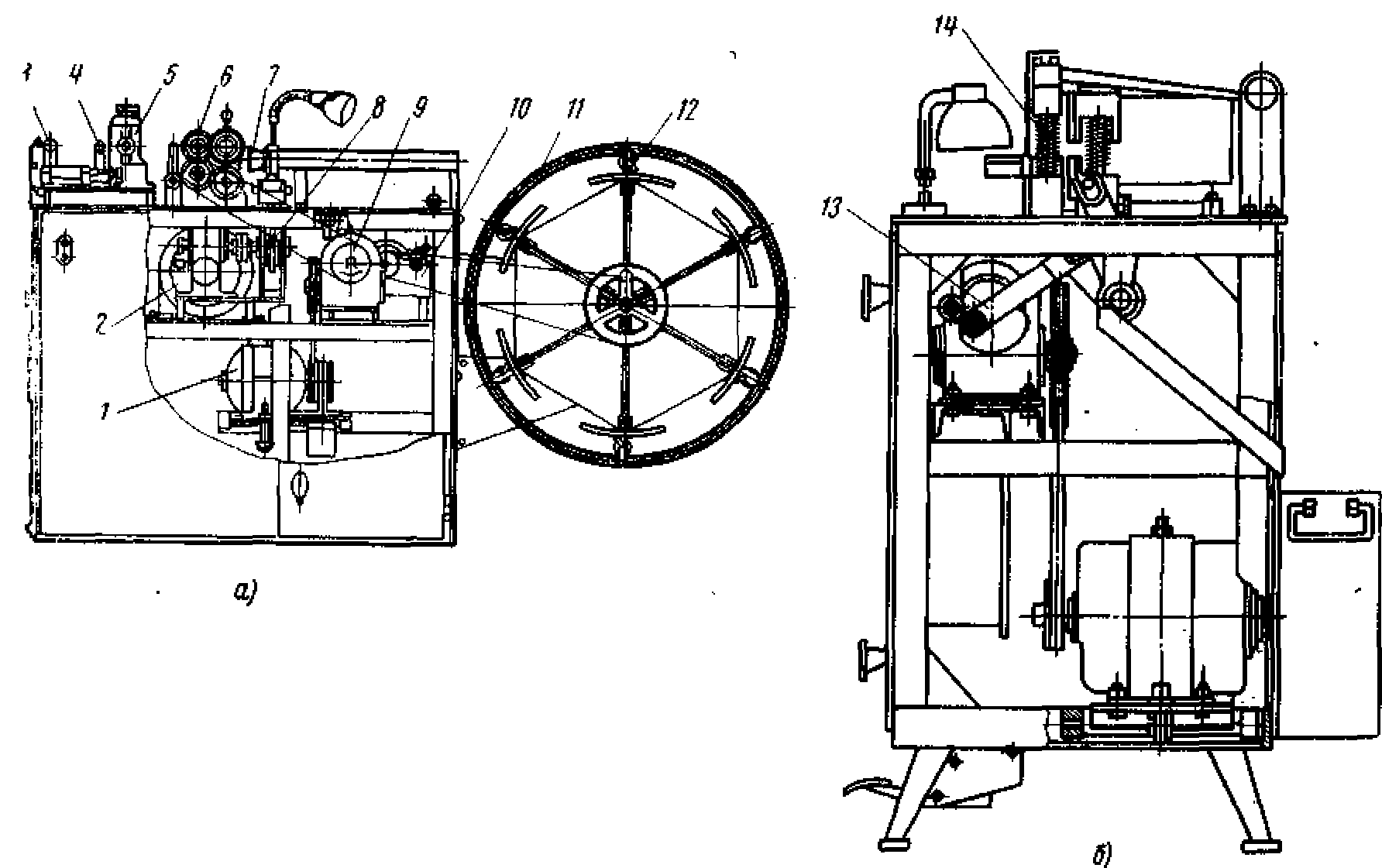
Рис. 14. Комплект механизмов типа КМБ-4 для обработки проводов сечением 16—240 мм2:
а — механизм МРБ для мерной резки проводов, б — механизм МСБ для снятия изоляции с проводов; 1 - электродвигатель намоточного барабана, 1 — электродвигатель механизма отрезных кожей, 3 и 4 — направляющие ролики, 5 — мерное устройство со счетчиком, 8 — протяжные ролики, 7 — раструб, 8 — механизм с ножами, 9 —редуктор, 10 — передаточная коробка, 11 — намоточный барабан, 12 — зажим для закрепления провода на барабане, 13 — рычажно-кулачковая передача, 14 — узел снятия изоляции
Механизм МСБ (рис. 14, б) служит для снятия изоляции с проводов больших сечений и представляет собой раму, внутри которой расположен электропривод и рычажно-кулачковая передача 13, а снаружи, на плите — узел снятия изоляции 14. Длина снимаемой изоляции на каждое сечение провода различна и выбрана с учетом размеров соответствующих типов наконечников. Механизм применяется для обработки проводов ПР и АПР. Производительность механизма МСБ 20 циклов обработки за минуту.
Описанные технологические линии заготовки электропроводок являются конструктивно наиболее простыми и широко применяются на многих объектах монтажа. Существуют и более сложные технологические линии для индустриализации различных видов электромонтажных работ, например работ по монтажу шинных конструкций, прокладке скрытых проводок в газовых трубах и др.