Чугунные муфты (рис. 86, а, б) служат для соединения, ответвления и концевой заделки кабелей напряжением до 1000 в и только для концевой заделки кабелей выше 1000 в.
Концевые заделки кабелей напряжением до 10 кВ включительно выполняют также с помощью стальных воронок, эпоксидного компаунда или сухой заделкой.
При переходе кабеля в воздушную линию применяют мачтовые чугунные муфты для четырехжильных кабелей на напряжение до 1000 в (рис. 86, в) и для трехжильных кабелей на 6 и 10 кВ (рис. 86, г).
Чтобы соединить или оконцевать кабели, необходимо произвести разделку их концов. Разделкой кабеля называют операции ступенчатого удаления с него защитных и изоляционных частей. Разделка является частью монтажа муфт и воронок.
Размеры разделки определяются конструкцией муфты, напряжением кабеля и сечением его жил.
Общий вид готовой разделки кабеля с бумажной изоляцией показан на рис. 87.
Перед разделкой конец кабеля расправляют и на расстоянии А (рис. 87) накладывают поверх внешнего джутового покрова бандаж из 2—3 витков стальной оцинкованной проволоки (рис. 88, а). Джутовый покров разматывают от конца кабеля до бандажа (рис. 88, б) и не срезают, а оставляют для защиты ступени брони в дальнейшем (после монтажа муфты) от коррозии. Размотанный джутовый покров временно наматывают на неразделываемую часть кабеля.
Далее накладывают на броню второй проволочный бандаж на расстоянии Б (см. рис. 87) от первого бандажа. Длина участка между первым и вторым бандажами составляет 50—70 мм и определяется необходимостью присоединения на этом участке провода заземления к лентам брони. В чугунных соединительных и ответвительных муфтах, концевых воронках, а также в специальных муфтах, применяемых при прокладке кабелей в воде, указанный участок брони используется для уплотнения горловины муфты и длина его в этих случаях составляет 100—150 мм.
Наложив бандажи на кабель, немного раскручивают его броню, чтобы несколько отдалить ее от оболочки, после чего надрезают бронерезкой (рис. 88, в) по кромке второго бандажа и удаляют (рис, 88, г). Затем раскручивают и удаляют с оболочки кабельную пряжу (рис. 88, д) и защитный покров из бумаги или поливинилхлорида. Для удаления с оболочки кабеля защитного покрова из сульфатной бумаги нагревают беглым огнем паяльной лампы разделываемый конец кабеля до 40—50° С. Освобожденную от покровов оболочку кабеля протирают тряпками, смоченными в бензине или в трансформаторном масле, подогретом до 40°С, чтобы удалить с ее поверхности битумный состав. Далее приступают к операции удаления оболочки кабеля. Для этого делают на ней два кольцевых (рис. 88, е) и два продольных надреза (рис. 88, ж). Расстояние между кольцевыми надрезами должно быть 20 мм для кабелей напряжением до 1 кВ, 25 мм для кабелей на 6 и 10 кВ. Расстояние между продольными надрезами 10 мм. Оболочку надрезают на половину ее толщины специальными кабельными ножами (НКА, НКС и др.) с ограничителем глубины резания.
Образовавшуюся между двумя продольными надрезами полосу оболочки удаляют, захватив ее плоскогубцами (рис. 88, з), после чего вручную удаляют всю оболочку на разделываемом участке кабеля (рис. 88, и). Чтобы снять алюминиевую оболочку, применяют нож с режущими дисками. В этом случае продольных надрезов не делают, а после кольцевых надрезов делают спиральный надрез, для чего устанавливают нож под углом 45°, зажимают оболочку между призмой и режущим диском, вращательными движениями надрезают ее по спирали (рис. 88, к) а затем удаляют с помощью плоскогубцев.
Операции разделки кабеля завершаются удалением поясной бумажной изоляции и полупроводящей (черной) бумаги, разматываемой от конца кабеля и обрываемой (но не срезаемой ножом) на расстоянии 11 (см. рис. 87) до обреза свинцовой или алюминиевой оболочки. Заполнители, расположенные между жилами кабеля, отрезают ножом, при этом лезвие ножа должно быть направлено вдоль жил в сторону неразделываемой части кабеля.
Кольцевой пояс над ступенью поясной изоляции удаляют после соединения или оконцевания жил.
Закончив разделку кабеля, переходят к подготовке его для соединения в муфте или для концевой заделки в муфте или воронке.
Монтаж муфт и заделок выполняют при помощи специальных инструментов, различных приспособлений и принадлежностей, краткий перечень которых приведен в приложении 1.
Для соединения и ответвления кабелей в чугунных муфтах предварительно выгибают жилы разделанного кабеля вручную или с помощью деревянного конусного шаблона.


При ручной гибке каждую жилу в отдельности выгибают через большой палец одной руки, плотно охватив при этом другой рукой жилы кабеля около кольцевого пояса оболочки (рис. 89, а). Ручную гибку жил применяют при соединении или ответвлении кабеля с сечением жил не более 16.
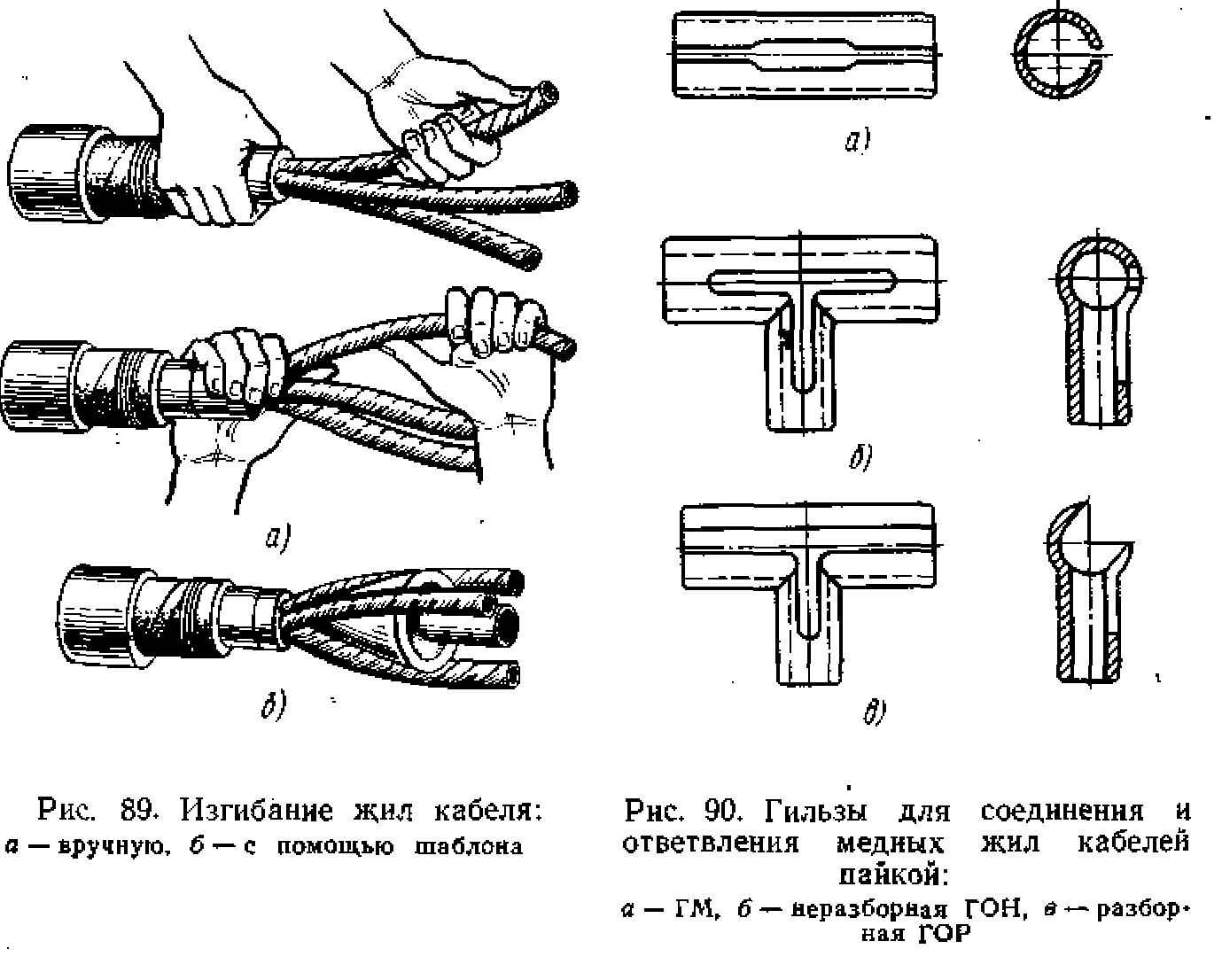
При больших сечениях жил пользуются деревянными шаблонами, размеры которых выбирают в зависимости от сечения жил. Шаблон вставляют между жилами кабеля (рис. 89, б), а затем медленно продвигают по направлению к неразделанной его части, придерживая при этом другой рукой кабель, как и при ручном выгибании жил.
Выгнув жилы, срезают и удаляют с них жильную изоляцию на длине, равной размеру Г (см. рис. 87).
У места среза жильную изоляцию перевязывают суровой ниткой, чтобы избежать ее развертывания при дальнейших операциях соединения жил кабеля.
Соединение и ответвление жил кабеля выполняют пайкой.
Для соединения жил кабелей пайкой применяют медные гильзы ГМ (рис. 90, а), представляющие собой медную облуженную трубку с закругленными гранями в торцах.
При необходимости соединения жил разных сечений применяют ступенчатые гильзы с двумя внутренними диаметрами, каждый из которых соответствует размеру одной из соединяемых жил. Гильзы имеют заливочные отверстия.
Для выполнения ответвлений применяют ответвительные гильзы Т-образной (рис. 90, б и в), У-образной или крестообразной конструкции.
Соединение и ответвление пайкой в гильзах производят методом полива, при котором расплавленный припой ПОС-30 вливают в заливочное отверстие гильзы, в которую вложены жилы кабелей.
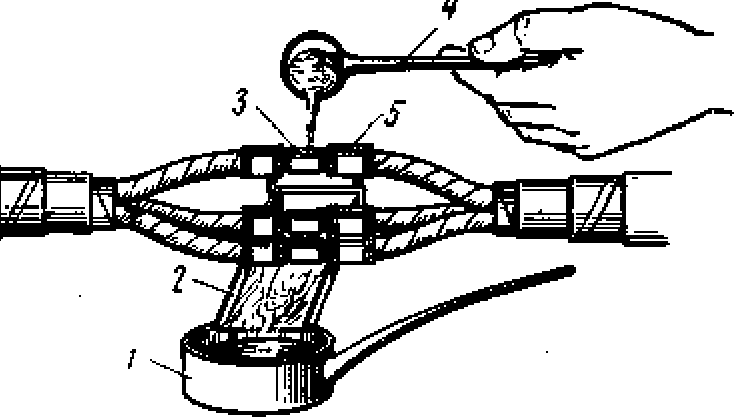
Рис. 91. Соединение жил кабеля пайкой методом полива:
1 — ковш (тигель), 2 — лоток, 3 гильза, 4 — ложка-чумичка, 5 — подмотка асбестовым шнуром
Для соединения и ответвления жил кабелей пайкой протирают смоченной в бензине тряпкой свободные от изоляции концы жил, а затем покрывают их слоем паяльного жира. Надевают гильзы на соединяемые концы кабелей так, чтобы стык обеих жил находился на середине гильзы, а заливочное отверстие гильзы оказалось сверху. Заполняют пространство между торцом гильзы и срезом жильной изоляции пояском из 2—3 витков асбестового шнура. Расплавляют в ковше 1 (рис. 91) необходимое количество припоя ПОС-30. Установив ковш под гильзами, берут из него предварительно нагретой ложкой-чумичкой 4 припой и вливают в заливочное отверстие гильзы 3 до полного ее заполнения. Чтобы избежать потерь припоя, устанавливают в месте пайки лоток 2, по которому избыточный припой стекает в ковш. Протирают сразу же после пайки горячую гильзу тряпкой, смазанной паяльным жиром, снимая подтеки припоя и устраняя таким образом возможность образования неровности на поверхности гильзы. Зачищают гильзу от излишка и от застывших на ее поверхности частиц припоя. Удаляют подмотку (поясок) 5 из асбестового шнура, а затем промывают участок соединения, поливая его 2—3 раза массой МП-1, разогретой до 120—130°С. Обмазывают жилы кабеля холодной кабельной массой для пополнения убывшего при пайке пропиточного состава.
Применяемый для пайки паяльный жир поступает на объекты монтажа в готовом виде. Его можно приготовить также на месте монтажа: в посуде разогревают канифоль (10 вес. ч) до температуры плавления, после чего добавляют животный жир (3 вес. ч.) и полученную смесь тщательно перемешивают. В другой посуде растворяют хлористый аммоний (2 вес. ч.), хлористый цинк (1 вес. ч.)в воде или этиловом спирте (1 вес. ч.). Этот последний раствор вливают в подогретую до 50 С смесь канифоли и животного жира и тщательно перемешивают. Полученная таким образом смесь представляет собой готовый к употреблению паяльный жир. В отдельных случаях вместо паяльного жира можно применять мелко истолченную канифоль или стеарин.
Наиболее простым и экономичным способом соединения медных жил кабелей сечением 16—240 является опрессовка в медных гильзах.
Последовательность соединения медных жил кабелей опрессовкой показана на рис. 92 и состоит в следующем. ,
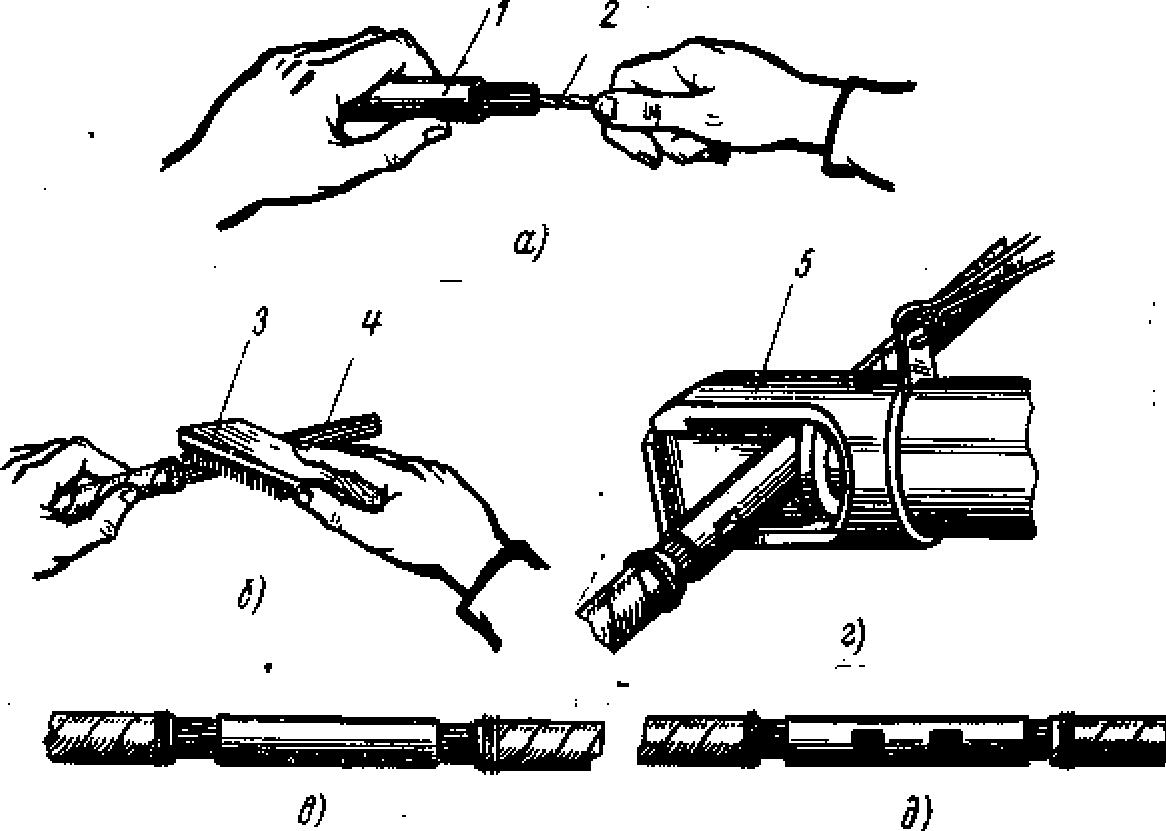
Рис. 92. Соединение медных жил кабеля опрессовкой;
а — зачистка внутренней поверхности гильзы стальным проволочным ершом, б — зачистка жилы щеткой из кардоленты, в — установка гильзы на соединяемых жилах, а — опрессование гильзы в прессе, д — готовое соединение;
1 — гильза медная, 2 — ерш, 3 — щетка, 4 — жила, 5 — пресс
Подбирают по сечению жил гильзу, пуансон и матрицу, а также механизм для опрессовки (пресс-клещи ручные ПК-1 м; пресс ручной механический РМП-7; гидропресс ручной РГП-7 м или гидропресс с электроприводом ПГЭП-2). Краткие характеристики механизмов и инструментов, применяемых для соединения, оконцевания и ответвления жил кабелей опрессовкой, приведены в приложении 2.
Зачищают до металлического блеска внутреннюю поверхность гильзы стальным ершом (рис. 92, а), а соединяемые жилы — щеткой из кардоленты (рис. 92, б). Скругляют многопроволочные секторные жилы кабеля универсальными плоскогубцами. Вводят жилы в гильзу (рис. 92, в) так, чтобы их торцы соприкасались и располагались в середине гильзы. Устанавливают гильзу в ложе матрицы так, чтобы торцы ее были заподлицо с матрицей (рис. 92, а). При опрессовке гильзы в механизме, имеющем закрытую вилку, следует сначала вставить гильзу в матрицу, а затем уже устанавливать матрицу в механизм. Опрессовывают гильзу двумя вдавливаниями, по одному на каждую жилу (рис. 92, д). Вдавливание производят так, чтобы шайба пуансона в конце процесса вдавливания упиралась в торец (плечики) матрицы. Проверяют при помощи специального штангенциркуля или кронциркуля остаточную толщину (величина Н на рис. 93), которая должна быть равна:


Рис. 93. Измерение остаточной толщины после соединения жил опрессовкой: а — штангенциркулем с насадкой, б — специальным измерителем
После соединения жил кабеля снимают металлический поясок между первым и вторым кольцевыми надрезами оболочки и на край находившейся под ней поясной изоляции накладывают бандаж из 5—6 витков суровых ниток, после чего устанавливают между жилами распорные пластины так, чтобы жилы кабеля удерживались на определенном расстоянии друг от друга и от корпуса муфты.
Предназначенную для монтажа соединительную муфту очищают стальной проволочной щеткой от ржавчины и грязи, протирают тряпкой, смоченной в керосине, а затем обжигают пламенем паяльной лампы или газовой горелки.
Прикладывают к месту соединения обе половинки муфты так, чтобы соединение находилось в средней части муфты, и отмечают мелом на кабеле участки, где будут расположены ее горловины. На эти участки накладывают подмотки на 5—6 слоев смоляной ленты с таким расчетом, чтобы наружный диаметр подмотки был на 5—7 мм больше внутреннего диаметра горловины муфты.
«Правилами устройства электроустановок» (ПУЭ, 1—7—28) предписывается заземлять металлические корпуса кабельных муфт, а также металлические оболочки и брони кабелей. Каждый из соединяемых в муфте кабелей заземляют при помощи многопроволочных медных проводов, сечение которых выбирают в зависимости от сечения соединяемых кабелей, но не менее 6 мм2 и не более 25 мм3. Концы проводов, припаиваемых к оболочке, должны быть облужены.
Один конец заземляющего провода присоединяют к зачищенной до блеска свинцовой или алюминиевой оболочке и лентам бронепокрытий кабеля, на другой конец Напрессовывают или приваривают наконечник для присоединения к контактной площадке, расположенной на нижней половине муфты. Таким же образом присоединяют заземляющий провод и ко второму из соединяемых кабелей.
Чтобы присоединить к кабелю заземляющий провод, прикрепляют его к свинцовой или алюминиевой оболочке кабеля бандажами из стальной оцинкованной проволоки диаметром 1,0—1,5 мм, после чего места присоединения пропаивают припоем ПОС-30. Участки оболочки, к которым припаивают заземляющий проводник, должны быть тщательно очищены и облужены: свинцовая оболочка — припоем ПОС-30; алюминиевая — припоем А. Чтобы присоединить заземляющий провод к ленточной броне, припаивают его к обеим бронелентам, а к проволочной броне — по окружности ко всем проволокам. Места присоединения должны быть предварительно очищены до блеска и облужены припоем ПОС-30, после чего провод для заземления крепят бандажом из оцинкованной стальной проволоки диаметром 1—1,5 мм и припаивают.
Продолжительность каждой пайки не должна превышать 3 мин во избежание местного перегрева изоляции кабеля.
Далее устанавливают на место соединения нижнюю половину муфты так, чтобы подмотки из смоляной ленты оказались над горловинами муфты, и присоединяют к контактным площадкам наконечники заземляющих проводников. Затем укладывают в паз нижней половины муфты уплотняющую прокладку из проваренного в битумной массе пенькового канатика, накрывают ее верхней половиной муфты и прочно скрепляют болтами, следя за тем, чтобы болты затягивались равномерно во избежание перекоса половинок муфты.
В качестве уплотняющей прокладки в муфте может быть использована также маслостойкая резина или проваренная в битумной массе пряжа «подушки», снятая с кабеля при его разделке.
Одной из наиболее ответственных операций монтажа муфты является заливка ее кабельной мастикой. Неправильная заливка муфты служит наиболее частой причиной пробоя изоляции между ее жилами в месте соединения вследствие скопления влаги в муфте.

Рис. &4. Заливка чугунной соединительной муфты кабельной массой;
а — до уровня нижних соединенных жил, б —до покрытия всего соединения в муфте, в — полностью до заливочного отверстия муфты, г — доливка муфты после усадки в нее кабельной массы
Заключительную операцию— заливку чугунной муфты — выполняют после разогрева муфты и кабельной массы. Пламенем газовой горелки муфту подогревают до температуры 60—70° С, подносят к ней разогретую в специальном ведре с электрическим или газовым подогревом до температуры 160—180°С кабельную массу МБ-70 или МБ-90 и заливают ею внутреннюю полость муфты сначала на 1/3 и на 3/4, а затем полностью, как показано на рис. 94 а, б, в. По окончании заливки кабельная масса должна остыть до 35— 30°С. При остывании кабельной массы несколько уменьшается ее объем (происходит усадка), поэтому после охлаждения муфты производят окончательную доливку массы (рис. 94, г).
Составы кабельных масс, применяемые для заливки кабельных муфт, приведены в приложении 3.
После доливки муфты укладывают проваренный в битумной массе канатик в паз, проходящий по периметру заливочного отверстия, закрывают заливочное отверстие крышкой и укрепляют крышку винтом.
Полностью смонтированную чугунную муфту покрывают для увеличения герметичности асфальтовым лаком (при открытой установке) или битумной массой (при расположении муфты в земле), а затем укрепляют на ней бирку. Муфту, проложенную в земле, подтрамбовывают землей или песком, с тем чтобы предотвратить возможность усадки земли под муфтой и ее повисание на кабеле.
Засыпку муфты производят просеянной землей или песком слоями толщиной 10—15 см, трамбуя каждый слой.
В ответвительных муфтах соединение жил кабелей осуществляется только пайкой в гильзах, так как расположение жил в муфтах не позволяет применять приспособления для соединения жил сваркой или опрессованием.
Монтаж ответвительных муфт мало отличается от описанного выше процесса монтажа соединительной муфты. В ответвительной муфте нет специальных контактных площадок для проводников заземления, поэтому последние присоединяют непосредственно к болтам, скрепляющим обе половины муфты. Кроме того, в ответвительной муфте соединяемые жилы располагают в вертикальной плоскости и при отсутствии фарфоровых распорных пластин их изолируют лентами пропитанной кабельной бумаги шириной 10 мм. а затем надевают на них бумажные ролики, удерживающие жилы на определенном расстоянии друг от друга и от корпуса муфты. При наличии распорных пластин подмотку и бумажные ролики не применяют.