Для соединения кабелей напряжением 6 и 10 кВ применяют свинцовые муфты, изготовляемые из свинцовых труб (рис. 95, а), размеры которых приведены в табл. 18.
Свинцовые муфты изготовляют также на заводах путем горячей выпрессовки листового свинца марки не ниже С-3 или в мастерских путем сварки пропан-бутаном заготовок, из свинца соответствующей толщины.
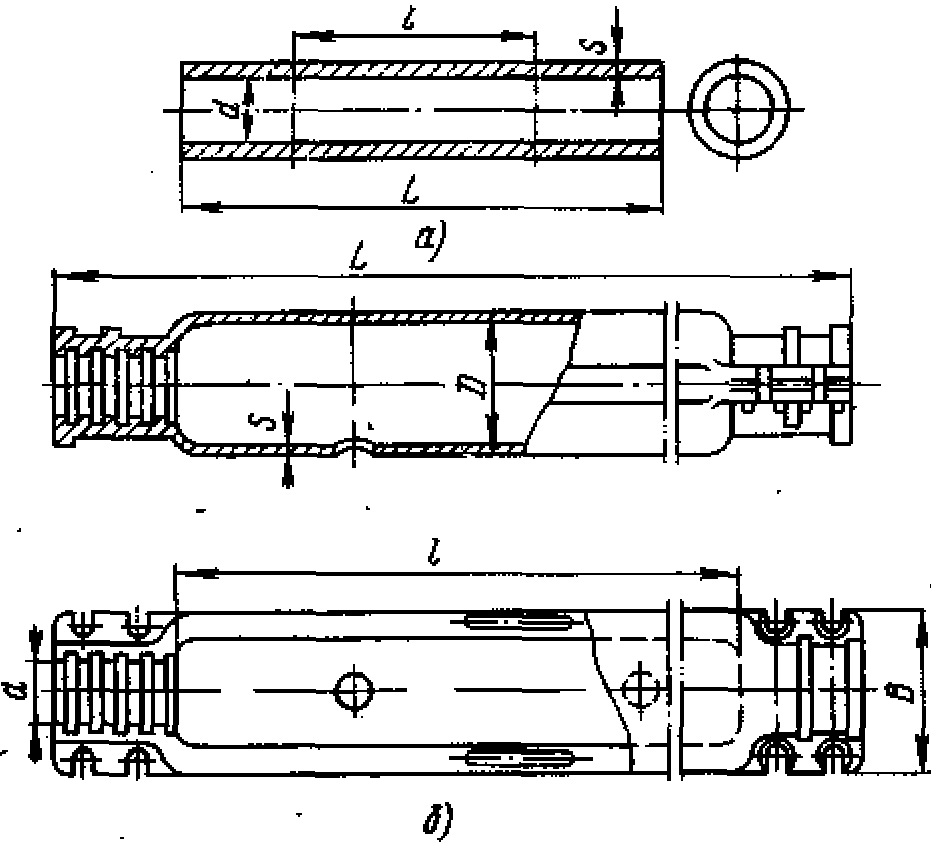
Рис. 95. Свинцовая соединительная муфта для кабелей на напряжения 3, 6 и 10 кВ:
а — свинцовая труба для изготовления муфты, б — чугунный защитный кожух КзЧ иКзЧГ
Таблица 18
Размеры свинцовых труб для соединения кабелей напряжением 6 в 10 кВ
Тип муфты | Размеры труб, мм (по рис. 95, а) | Сечение жил кабелей при напряжении. | Допустимая разность уровней кабели по трассе. м | |||
L | 1 | d | 6 | 10 | ||
СС-60 | 450 | 260 | 60 | 10 и 16 | — | 15 |
СС-70 | 475 | 280 | 70 | 25-50 | 16-25 | 13 |
СС-80 | 525 | 300 | 80 | 70 и 95 | 35 и 50 | 11 |
СС-90 | 550 | 330 | 90 | 120 и 150 | 70 и 95 | 11,5 |
СС-100 | 600 | 350 | 100 | 185 и 240 | 120 и 150 | 10,5 |
сс-110 | 690 | 370 | 110 | — | 185 и 240 | 9,5 |
Примечания. 1. Муфты СС-60 и СС-70 изготовляют из свинцовых труб с толщиной стенок (S) 3 мм, а СС-80, СС-90, СС-100 к СС-110 — из свинцовых труб с толщиной стенок (S) 3,5 мм.
2. Для соединения кабелей, прокладываемых по вертикальным к крутонаклонным трассам, применяют муфты свинцовые с медной присадкой, имеющие повышенную по сравнению с муфтами СС механическую прочность. Эти муфты можно применять при разности уровней но трассе и среднем на 40—30% выше, чем соответствующие им муфты СС.
Свинцовую трубу подбирают по табл. 18. Трубу в зависимости от сечения жил кабеля надевают на конец одного из кабелей, продвинув ее за пределы участка разделки. Разделывают концы кабелей, а затем соединяют их одним из способов, описанных в § 22.
Чтобы соединить алюминиевые жилы кабеля, их разделывают ступенчато (с одной или несколькими ступенями в зависимости от сечения соединяемых жил), как показано на рис. 96, затем облуживают и, установив на участке соединения металлическую форму, паяют припоем.
При соединении алюминиевых жил кабелей термитной сваркой жилы подготавливают к сварке (рис. 97), а затем устанавливают в термитном патроне и сваривают (рис. 98).
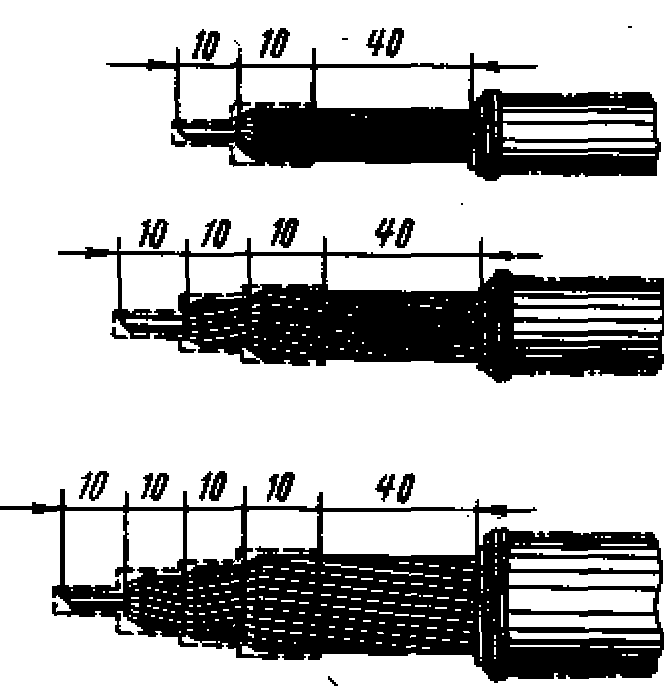
Рис. 96. Ступенчатая разделка алюминиевых жил при подготовке их к пайке
1 Просеянную землю привозят на трассу только зимой. При прокладке кабелей летом землю просеивают на месте, пользуясь грохотом или механическими ситами.
2 Кабели напряжением до 1000 в должны иметь такую защиту лишь на участках, где вероятны механические повреждения, например в местах частых раскопок.
3 При очистке сильно загрязненных трубных каналов последовательно с цилиндром соединяют не один, а два или три ерша диаметром 105, 125, 145 мм при внутреннем диаметре канала 100, 119 и 141 мм соответственно.
В отличие от монтажа чугунных муфт при соединении кабелей напряжением до 1 кВ нельзя заливать компаундом свинцовую муфту, соединяющую кабели на 6 и 10 кВ, не наложив предварительно на место соединения дополнительную изоляцию в виде подмотки из бумажной ленты. Это вызвано тем, что обычные заливочные массы (битуминозные МБ-70, МБ-90 и маслоканифольные МК-45) не обеспечивают необходимой электрической прочности кабеля в месте соединения.
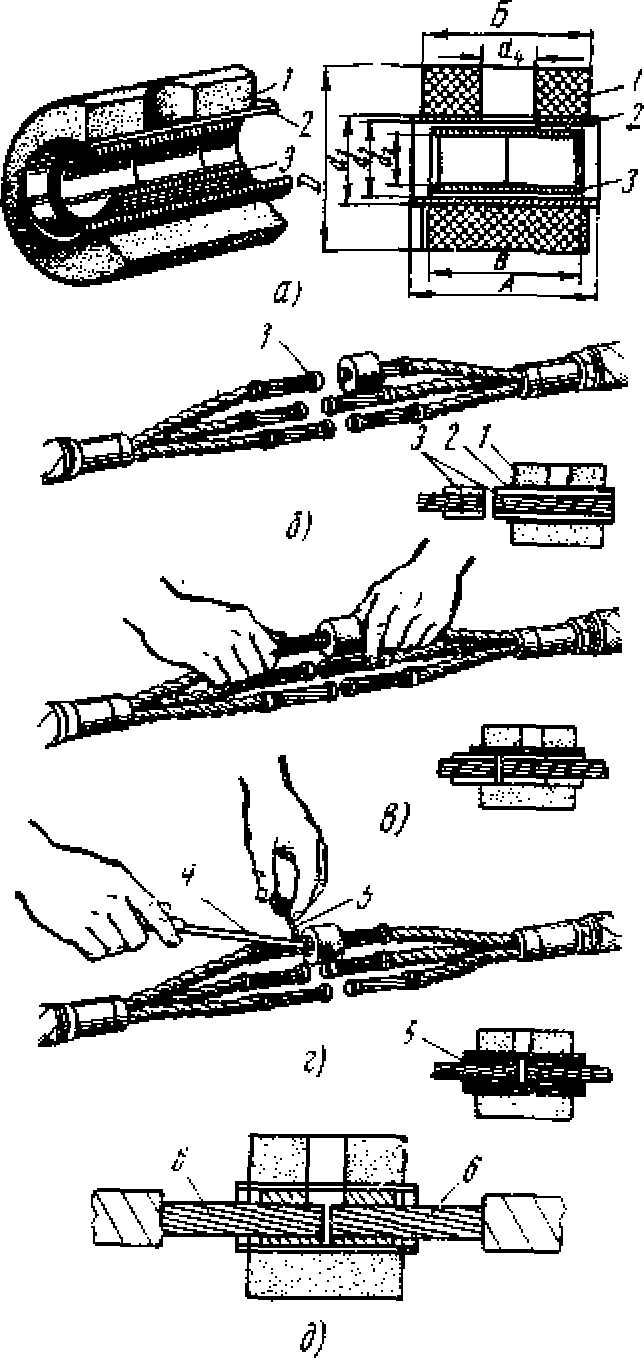
Рис. 97. Конструкция термитного патрона и подготовка алюминиевых жил кабеля к термитной сварке в патроне: а — термитный патрон (разрез), б — установка алюминиевой втулки на свариваемой жиле, в — установка на жилах термитного муфеля с кокилем, г — уплотнение жил асбестовым шнуром, д — расположение жил перед сваркой; 1—термитный муфель, 2 — стальной кокиль, 3 — алюминиевая втулка, 4 — подбойка с полукруглым лезвием для подбивки асбестового шнура, 5 — асбестовый шнур, 6 — свариваемые жилы
Поэтому после соединения жил сваркой или пайкой приступают к операции ступенчатой разделки под изолирование, руководствуясь данными табл. 19 и рис. 99, а.
Разделку производят при помощи двух свинцовых грузиков весом по 80—100 г, закрепленных на концах тонкой стальной струны. Применение грузиков позволяет обеспечить ровный обрыв бумажных лент изоляции при разделке.
Отступив от края на расстояние 16 и 24 мм, наматывают на изоляцию один виток струны, снимают верхние ленты и отрывают их. Затем перемещая грузики по направлению к месту соединения на расстояние, равное ширине ступени, снимают следующий слой изоляции. Окончив разделку, поливают участок соединения жил прошпарочной массой МП-1, подогретой до 120—130°С, чтобы удалить возможные загрязнения и влагу, а также ввести в изоляцию дополнительно некоторое количество пропиточной массы. Подготовленный таким образом участок соединения изолируют бумажной лентой с роликов и рулонов, поставляемых кабельными заводами комплектно в герметически закрытых металлических банках, залитых массой МП-1. Комплекты роликов и рулонов подбирают по табл. 20.
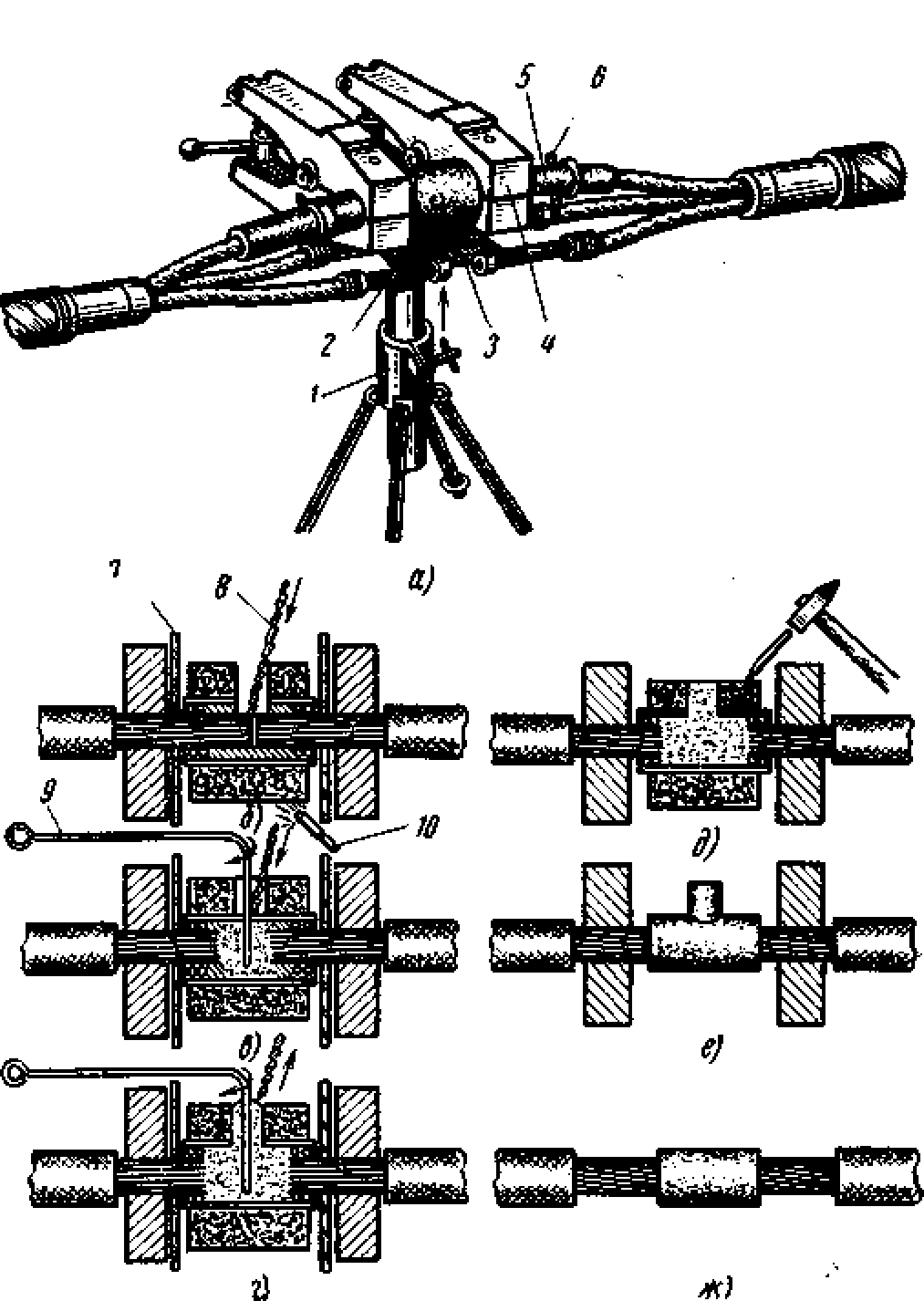
Рис. 98. Соединение алюминиевых жил термитной сваркой:
а — установка термитного патрона и соединяемых жил в приспособлении для сварки, б — поджигание термитного патрона, в — расплавление концов жил и присадочного прутка, г — перемешивание расплава стальным крючком, д — удаление шлака, е — внешний вид готового соединения с литниковой прибылью, ж — внешний вид готового соединения после удаления литниковой прибыли и опиливания соединения; 1 — штатив, 2 — приспособление для фиксации термитного патрона, 3 — термитный патрон, 4 — охладительные клещи, 5— асбест листовой для защиты жил от пламени, 6 — скоба для закрепления асбеста на жилах кабеля, 7 — экран, 8 — присадочный пруток, 9 — стальной проволочный крючок, 10 — спичка для поджигания термитной смеси
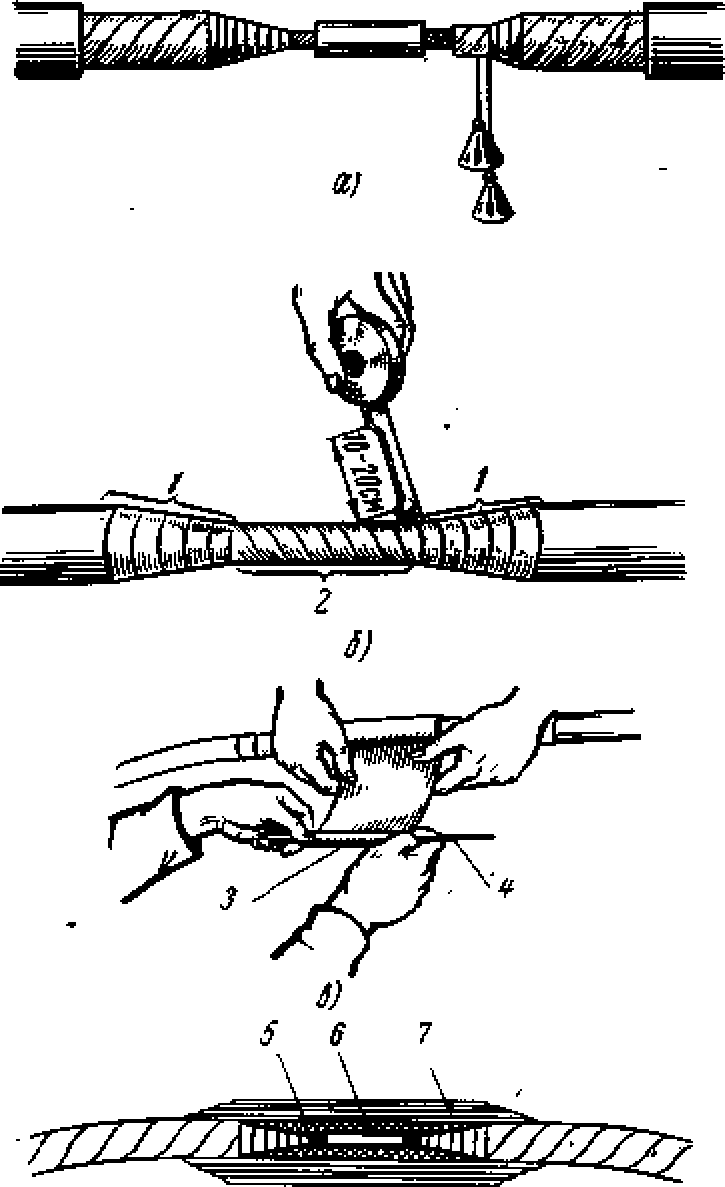
Рис. 99. Ступенчатая разделка и накладывание бумажной изоляции: а — ступенчатая разделка бумажной изоляции, б — положение ролика и ленты при намотке второго слоя бумажной изоляции, в — изоляция места соединения бумажной лентой с рулона без вращения рулона вокруг изолируемой жилы, г — раскладка бумажной изоляции в месте готового соединения жил кабелей; 1 — ступени заводской изоляции жил, 2 —первый слой изоляции, намотанной на участок соединения жил, 3 — рулон ленты, 4 — ось из проволоки диаметром 3 мм, 5 — подмотка лентой с роликов шириной 5 мм, 6 — подмотка лентой с роликов шириной 10 мм, 7 — подмотка лентой с рулонов
Перед началом подмотки банка с комплектом роликов и рулонов, соответствующим данному типу муфты, напряжению и сечению монтируемого кабеля, должна быть открыта и разогрета до 80°С.
Ролики и рулоны разрешается доставать из банки только проволочным крючком, а не руками, так как в последнем случае неизбежны ожоги рук и загрязнение роликов и рулонов. Разогретые ролики и рулоны не должны содержать влаги, что проверяется путем опускания оторванного от ролика или рулона куска бумаги в парафин, подогретый до температуры 150°С. Если в бумаге есть влага, то при погружении ее в подогретую массу раздается легкое потрескивание и на поверхности массы появляются пена и пузырьки. В случае выявления влаги в отдельных роликах или рулонах банку следует заменить другой.
Во время подмотки банка с комплектом роликов и рулонов должна быть плотно закрыта крышкой, и по мере расходования комплекта в банку вливают не содержащую влагу подогретую пропиточную массу МП-1 так, чтобы верхние ряды рулонов и роликов были покрыты слоем массы толщиной не менее 20 мм.
Таблица 19
Данные для ступенчатой разделки бумажной изоляции жил кабелей 6 и 10 кВ
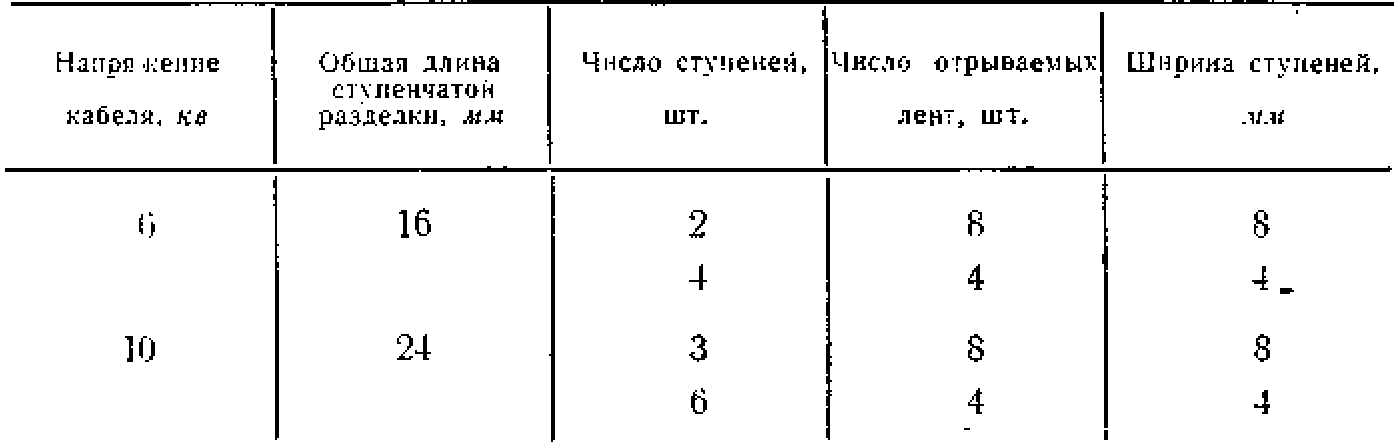
Таблица 20
Количество и размеры бумажных роликов и рулонов для изолирования мест соединения кабелей в муфтах

На рис. 99, б, в показаны отдельные операции подмотки. Наложение дополнительной бумажной изоляции в местах соединения жил начинают с оголенных участков между ступенями заводской изоляции жил. Роликами шириной 5 мм производят подмотку до внешней поверхности заводской изоляции или до внешней поверхности соединительной гильзы в зависимости от того, какая из них меньшего диаметра. Дальнейшую изоляцию пространства над соединительной гильзой до наибольшего диаметра заводской изоляции по всей длине разделки производят роликом шириной 10 мм. Этим же роликом наматывают еще 6—7 слоев над местом соединения и по заводской изоляции на ширину наматываемых сверху рулонов (100 мм и выше).
Каждый слой ленты накладывают с усилием и равномерно, без воздушных зазоров и складок. Намотку ведут без нахлестки, но зазоры между соседними витками одного и того же слоя не должны превышать 0,2—0,3 мм. Первый слой подмотки начинают с левого торца, передвигаясь постепенно вправо. Затем наматывают второй слой, перемещаясь в обратном направлении.
Чтобы при повороте на ленте шириной 10 мм и более не образовывалось складок, делают вырез на половину ширины ленты на длине 10—20 см. Зазор в стыках разделки заводской изоляции со слоями подмотки роликами не должен превышать 0,3 мм. В радиальном направлении зазоры между лентами ближайших слоев подмотки в одном направлении не должны совпадать. Это достигается соответствующей установкой ролика в начале подмотки и выполнением выреза необходимой длины при повороте. В процессе подмотки роликами слои наложенной изоляции периодически прошпаривают массой МП-1.
Когда весь участок разделки соединяемых концов кабелей подмотан роликами и поверхность изоляции выровнена но возможности до цилиндрической формы, производят дальнейшую изоляцию рулонами шириной 125—300 мм.
Перед намоткой с рулона, взятого из банки, обрывают 2—3 верхних слоя бумаги. Рулон зажимают с обоих торцов руками и перематывают ленту плотно на подмотанную изоляцию кабеля.
При температуре окружающего воздуха 10°С и выше допускается перемотка бумажной ленты с рулонов без вращения их вокруг жилы. В этом случае помощник монтера держит руками проволоку-ось, на которую надет рулон, а монтер перематывает бумагу с рулона на жилу (рис. 99, в).
Затянув рулон, удаляют верхние загрязненные руками слои бумаги с таким расчетом, чтобы общая толщина изоляции соответствовала размеру, выбранному для данного типа муфты.
С обоих концов рулонную подмотку кабелей обрезают ножом или обрывают на конус. Обрыв конусов производится так же, как и снятие ступеней заводской изоляции. Рулоны во избежание разматывания перевязывают хлопчатобумажной пряжей, взятой из банки с комплектом роликов и рулонов, после чего всю разделку обильно прошпаривают разогретой массой МП-1.
Раскладка бумажной изоляции в месте готового соединения пайкой жил кабелей в свинцовой соединительной муфте показана на рис. 99, г.
После изолирования всех трех жил их сближают вплотную и на них наматывают общий бандаж толщиной 2 мм из бумажной ленты шириной 50 мм. Бандаж перевязывают хлопчатобумажной пряжей. Такой бандаж накладывают с двух сторон рулонной подмотки на расстоянии 10 мм от начала конусной разделки.
После окончания изолировки при монтаже соединительных муфт удаляют кольцевые пояски свинцовой или алюминиевой оболочки. Поясную изоляцию перевязывают бандажом из хлопчатобумажной пряжи. Торцы свинцовой или алюминиевой оболочки обрабатывают так, чтобы они не имели острых краев и заусенцев; торцы свинцовой оболочки, кроме того, несколько отгибают (разбортовывают) при помощи деревянных или дюралюминиевых разбортовок (рис. 100, а) для соединения кабеля с муфтой. Создание раструба в месте соединения оболочки с муфтой обеспечивает плавный переход от кабеля к муфте и более равномерное распределение напряженности электрического поля и поэтому снижает вероятность электрического пробой.

Рис, 100. Операции соединения кабелей в свинцовой муфте:
а — разбортовка оболочки кабеля, б — обколачивание муфты, в — соединение лайкой муфты с оболочкой, г — прорубание в муфте заливочных отверстий, д — общий вид смонтированной свинцовой муфты, е— расположение свинцовой муфты в защитной покрышке (разрез); 1— свинцовая муфта, 2 — заземляющий проводник, 3 — пайка заземляющего проводника с муфтой, 4 — бандаж из оцинкованной проволоки, 5 — уплотнение из смоляной ленты, 6— защитная покрышка
Монтаж соединительной свинцовой муфты, ранее надетой на один из соединяемых кабелей, начинают с того, что перемещают ее по кабелю и надевают на участок соединения. Придерживая левой рукой свинцовую муфту, монтер правой рукой начинает обколачивать деревянным вальком один из концов муфты, одновременно поворачивая ее так, чтобы обколачиваемый конец муфты принял сначала форму конуса, а затем гладкую сферическую форму.
Трубу обколачивают до тех пор, пока конец муфты будет плотно соприкасаться с оболочкой кабеля. Так же поступают и со вторым концом муфты (рис. 100, б), а затем, убедившись, что оба конца муфты плотно соприкасаются с оболочками соединенных кабелей и муфта поворачивается на кабеле с некоторым усилием, вырубают в оболочке муфты заливочные отверстия и соединяют ее пайкой с оболочками кабелей.
Заливочные отверстия вырубают в верхней части муфты на расстоянии I одно от другого (см. рис. 95, а и табл. 18) в виде двух равносторонних треугольников со сторонами, равными 25—35 мм. Вырубив две стороны заливочного отверстия, отгибают временно вверх образовавшийся «язычок» и приступают к пайке горловин- муфт к оболочкам кабелей.
Поверхность горловин муфты и свинцовых оболочек кабелей зачищают в месте их соединения, затем пламенем паяльной лампы или газовой горелки подогревают до 35—40°С и протирают тряпкой, пропитанной стеарином; алюминиевую оболочку зачищают стальной щеткой, нагревают до 50°С и облуживают сначала припоем А, а затем припоем ПОС-30.
Подготовленные таким образом оболочку одного из соединяемых кабелей и горловину муфты нагревают пламенем паяльной лампы или газовой горелки одновременно с прутком припоя ПОС-ЗО. Слой припоя накладывают толщиной 4—5 мм над оболочкой кабеля и пропаивают участок соединения по всей окружности горловины муфты (рис. 100, в).
При нагревании алюминиевой оболочки для пайки пропиточный состав будет вытекать из-под брони и загрязнять облуженные поверхности оболочки, что ухудшит качество пайки. Поэтому на участок кабеля от среза брони до места пайки накладывают защитный бандаж из двух слоев асбестового шнура. В процессе пайки надо следить за тем, чтобы не прожечь свинцовую муфту или оболочку кабеля. Пайку каждого конца муфты следует производить в течение времени, не превышающего 2—3 мин, чтобы не перегреть изоляцию кабеля в месте соединения с муфтой.
Окончив пайку, приступают к заливке муфты кабельной массой. Перед началом заливки муфту подогревают до температуры 40—50°, а затем при помощи воронки вливают в нее тонкой непрерывной струей кабельную массу МВ-70, нагретую до 160— 170°С, или МБ-90, нагретую до 180—190°С.
Кабельную массу вливают в одно из отверстий до тех пор, пока в вытекающей из другого отверстия массе прекратится выделение пузырьков воздуха и пены. По мере охлаждения и усадки массы муфту доливают через оба отверстия до окончательного заполнения. После заливки отверстия в муфте плотно закрывают «язычками» и запаивают, а муфту заземляют.
Свинцовую муфту заземляют путем соединения ее с металлическими оболочками кабелей гибким предварительно облуженным многопроволочным медным проводом следующих сечений: 6 мм2 — при сечении жил кабелей до 10 мм2; 10 мм2— при сечении жил кабелей 16—35 мм2; 16 мм2— при сечении жил кабелей 50— 120 мм2; 25 мм2 — при сечении жил кабелей 150—240 мм2. Длину заземляющего провода выбирают с таким расчетом, чтобы обеспечить последовательное его присоединение к бронелентам и оболочке одного конца кабеля, к корпусу свинцовой муфты, к оболочке и бронелентами другого конца кабеля.
Провод заземления прикрепляют 4—5 оборотами оцинкованной стальной проволоки диаметром 1,0—1,5 мм к предварительно зачищенным и облуженным участкам муфты, оболочек и бронелент, а затем припаивают припоем ПОС-30. Во избежание нарушения контакта нельзя ограничиваться только привязыванием заземляющего провода или только пайкой его. Общий вид соединения кабелей в свинцовой муфте с присоединенным проводом заземления показан на рис. 100, д.
Чтобы защитить свинцовую муфту от механических повреждений, ее помещают в чугунный защитный кожух (см. рис. 95, б).
Чугунные кожухи подбирают в зависимости от размеров защищаемых свинцовых соединительных муфт (табл. 21).
Таблица 21
Размеры чугунных негерметичных кожухов для защиты свинцовых муфт
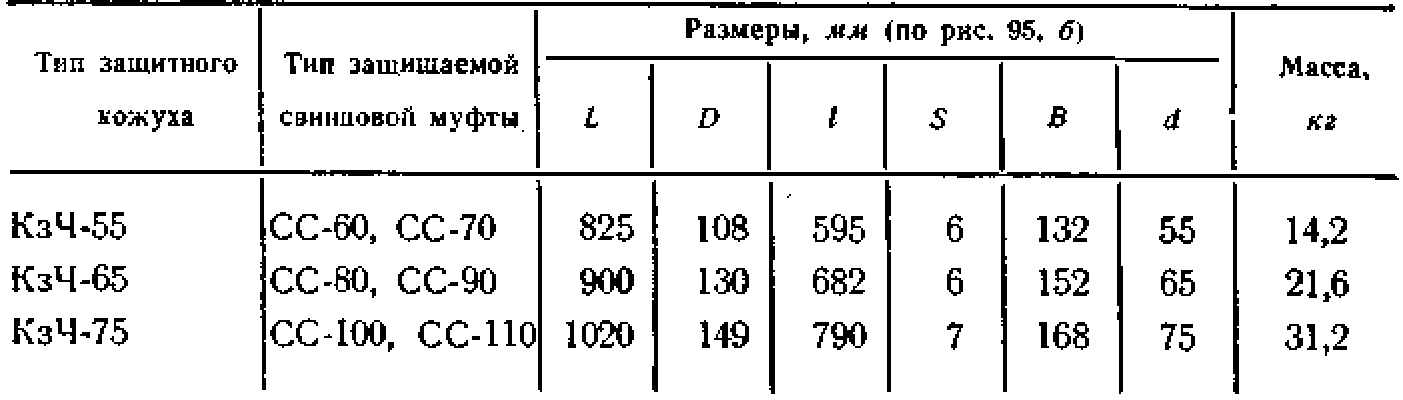
Примечание. В маркировке кожухов цифры обозначают внутренние диаметры горловин.
Перед укладкой в защитный кожух заземляющие проводники, а также оголенные участки брони и оболочек рекомендуется покрывать асфальтовым лаком или битуминозной массой для защиты их от коррозии.
На кабеле по обе стороны от свинцовой муфты в местах, соответствующих расположению шеек кожуха, накладывают подмотки из смоляной ленты так же, как это делают при установке на кабеле чугунной соединительной муфты. Свинцовую муфту укладывают в нижнюю половину защитного кожуха, накрывают верхней половиной так, чтобы выступы одной половины покрышки вошли в пазы другой, а затем прочно скрепляют болтами.
Свинцовая муфта, помещенная в чугунный кожух, показана на рис. 100, е. Если муфта расположена ниже уровня грунтовых вод и поэтому имеется опасность проникновения их в муфту, то применяют герметичный чугунный кожух КзЧГ с двумя заливочными отверстиями, через которые кожух заполняется гидростойкой массой, например парафинообразной типа мягчителя резины. Применение других заливочных масс, более тугоплавких (типа битуминозных), не рекомендуется, так как это затрудняет демонтаж.
Для защиты прокладываемых в земле свинцовых муфт могут применяться кожухи КзП из стеклопластика. Кожухи КзП негерметичны и служат только для защиты муфт от механических повреждений. Основным достоинством кожуха КзП является его небольшой вес по сравнению с чугунными кожухами.