Назначение и способы соединения, ответвления и оконцевания проводов
Надежность работы электроустановок в значительной степени зависит от качества соединений, ответвлений и оконцевании проводов.
Соединения проводов должны быть механически прочными, иметь малое электрическое сопротивление в контакте и оставаться исправными в условиях часто возникающих нагревов и охлаждений контакта из-за возможных перегрузок.
Для соединения, ответвления и оконцевания медных жил проводов и кабелей применяют механические зажимы, опрессование и пайку, а для алюминиевых — также электрическую, термитную и газовую сварку.
Каждый из перечисленных способов имеет свои достоинства и недостатки. Так, например, достоинством опрессования является простота выполнения этой операции и отсутствие необходимости в нагревательных приборах, электроэнергии и припое.
Преимуществом термитной и газовой сварок является возможность их применения на объектах, где отсутствует электрическая энергия.
Выбор способа оконцевания, соединения и ответвления зависит в основном от материала проводов (алюминий или медь), так как физические свойства алюминия существенно отличаются от физических свойств меди.
В настоящее время большинство электропроводок выполняют проводами с алюминиевыми жилами. Это объясняется тем, что алюминий менее дефицитен, провода и кабели с алюминиевыми .жилами дешевле медных и имеют меньший вес. Вместе с тем алюминий обладает некоторыми физико-механическими свойствами, требующими соблюдения особых условий при выполнении соединений алюминиевых проводов между собой или с медными проводами и контактами.
Одним из отрицательных свойств алюминия является быстрая окисляемость при соприкосновении с воздухом и образование на его поверхности тугоплавкой (с температурой плавления около 2000°С) пленки окиси, плохо проводящей электрический ток и поэтому препятствующей созданию хорошего контакта. Кроме того, при контакте алюминий — медь образуется гальваническая пара, при которой алюминий, подвергаясь электрокоррозии, разрушается, что ведет к постепенному ухудшению соединения. Для предотвращения ухудшения и разрушения контактных соединений алюминий предохраняют от окисления путем обмазки соединения в процессе монтажа вазелином или пастой, а также путем покрытия их .лаками (асфальтовым, глифталиевым, поливинилхлоридным).
Присоединение алюминиевых проводов к зажимам изделий
Выключатели, переключатели, штепсельные розетки и другие аппараты и изделия на токи 6, 10 и 15 имеют контакты, допускающие присоединение к ним не только медных, но и алюминиевых проводов сечением до 4 мм2. В каждом контакте имеется пружинная шайба или шайба-звездочка, обеспечивающая постоянное давление на присоединенный провод и предохраняющая его от выдавливания.

Рис. 63. Присоединение алюминиевых однопроволочных жил: а — к плоскому медному контакту, б — к зажиму счетчика типа СО, в — к люстровому зажиму; 1 — гайка, 2 — пружинная шайба, 3 — шайба звёздочка, 4 — колечко провода, 5 — плоский медный вывод (шина), 6 — шайба, 7 — винт, 8 — верхняя часть изоляционного корпуса, 9 — нижняя часть изоляционного корпуса
Присоединения алюминиевых проводов к медным зажимам показаны на рис. 63, а и б, а соединение с медной многопроволочной жилой арматурного провода при помощи люстрового зажима — на рис. 63, в.
Соединение и ответвление однопроволочных алюминиевых проводов и кабелей сечением до 10 мм2
Соединение и ответвление однопроволочных алюминиевых жил сечением до 10 мм2 выполняют опрессованием в алюминиевых гильзах местным вдавливанием гильзы в одном или двух местах при помощи клещей ПК-1м или ПК-2м. После опрессования соединение покрывают слоем асфальтового или глифталиевого лака, а затем изолируют липкой лентой вполнахлеста и вторично покрывают лаком для предотвращения доступа к контакту воздуха и влаги.
При опрессования алюминиевых жил проводов и кабелей обязательно применяют кварцевазелиновую или цинковазелиновую пасты. Цинковазелиновая паста токсична, поэтому следует остерегаться попадания ее в пищу, на поврежденные части кожного покрова и на роговую оболочку глаз.
Соединение и ответвление однопроволочных алюминиевых проводов и кабелей сечением 2,5 — 10 мм2 пайкой и сваркой
Папка является одним из наиболее надежных, но трудоемких способов соединения алюминиевых проводов. Для пайки применяют припой марки А.
С концов проводов, подлежащих папке, удаляют изоляцию, тщательно зачищают их стальной щеткой или ножом и соединяют внахлестку двойной скруткой так, чтобы образовался желоб (рис. 64, а). Затем нагревают провода паяльной лампой или газовой горелкой до температуры, близкой к температуре плавления алюминия (860°С), и с нажимом натирают палочкой припоя участок соединения, чтобы снять образующуюся на поверхности провода тугоплавкую пленку окисла. Плавящийся при этом припой должен заполнить желобок между проводами. Пропаяв провод с одной стороны желобка, операцию пайки повторяют на его другой стороне.
По окончании пайки соединение протирают чистой тряпкой, смоченной в бензине, а затем покрывают слоем глифталиевого или поливинилхлоридного лака и изолируют липкой лентой. Изолированный участок соединения покрывают слоем лака.
Новыми Строительными нормами и правилами (СНиП гл. VI «Электротехнические устройства») соединение и ответвление алюминиевых жил сечением от 2,5 до 10 мм2 рекомендуется осуществлять преимущественно сваркой.
Электросварка проводов производится в обоймах с помощью клещей и угольных электродов с применением флюса или без него.
При сварке без применения флюса (рис, 64, б) освобожденные от изоляции и зачищенные концы проводов обжимают с помощью плоскогубцев обоймой из куска полосовой стали размером 20X160 мм и толщиной 0,8—1 мм так, чтобы концы свариваемых проводов выступали из обоймы на 3—4 мм, а затем сваривают в пламени дуги, образованной между угольными электродами клещей, присоединенных к сварочному трансформатору.

Рис. 64. Процесс соединения алюминиевых жил сечением до 10 мм2:
а — пайкой, б — сваркой в обойме при помощи клещей с угольными электродами; 1 — газовая горелка, 2 — палочка припоя, 3 — плоскогубцы, 4 — клещи с угольными электродами
После остывания металла снимают обойму, зачищают стальной проволочной щеткой соединенные концы и покрывают их глифталевым или асфальтовым лаком, разгибают жилы (если электропроводка открытая), а затем изолируют соединение изоляционной лентой или винипластовым колпачком и вторично покрывают лаком.
Сварка с применением флюса отличается от способа электросварки без применения флюса лишь тем, что свариваемые концы проводов скручивают вместе, покрывают флюсом и, не помещая их в обойму, сплавляют в пламени дуги между угольными электродами клещей.
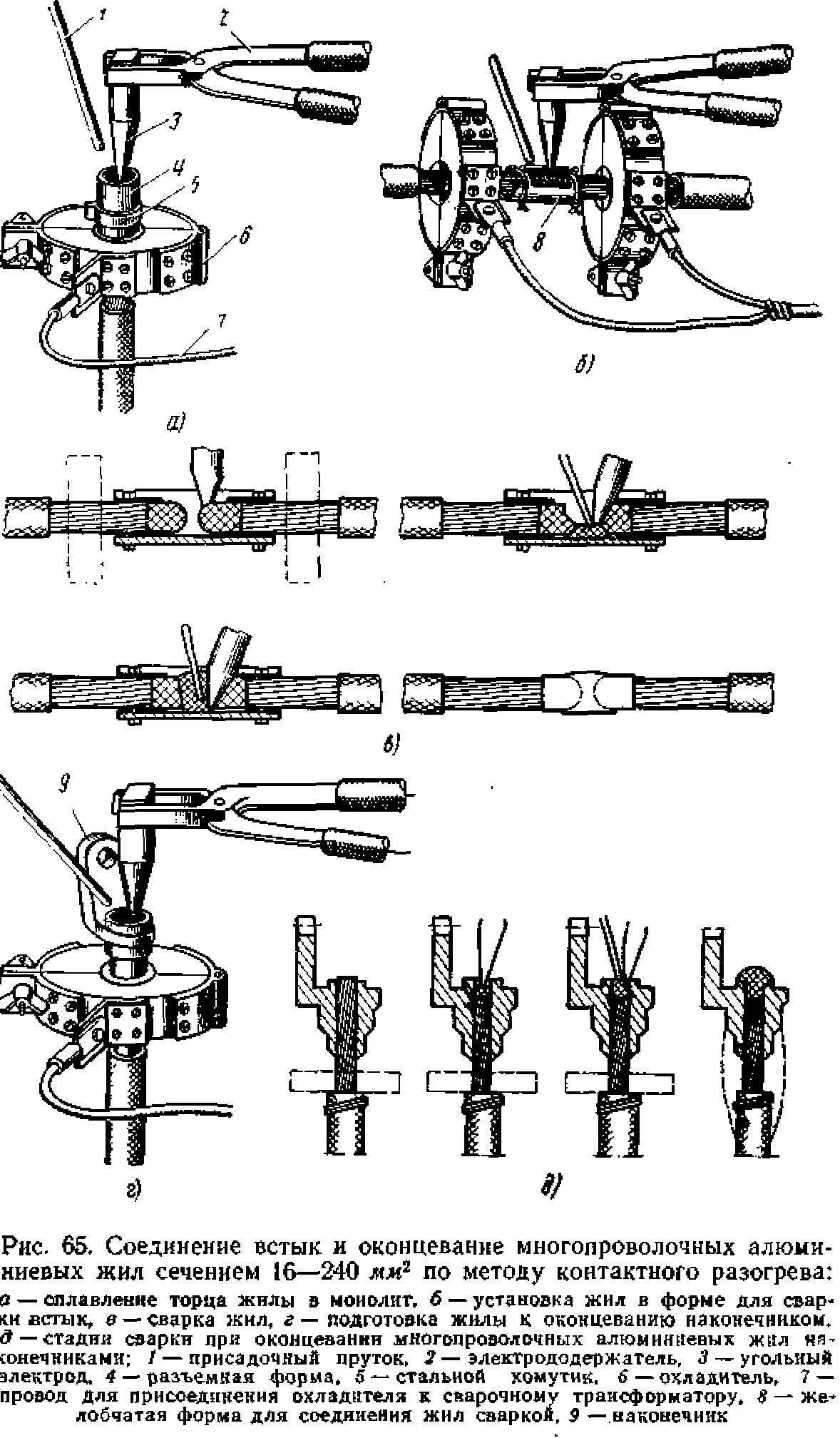
Соединение и ответвление многопроволочных алюминиевых проводов и кабелей сечением выше 16 мм2 сваркой
Алюминиевые многопроволочные провода больших сечений (16—240 мм2) соединяют встык электросваркой по методу контактного разогрева.
Для выполнения операций сварки освобождают участок жилы от изоляции и промывают бензином. Затем, установив жилу вертикально, надевают на нее обе половинки разъемной формы 4 (угольной или стальной) и скрепляют ее стальным хомутиком 5 или проволочным бандажом (рис. 65, а). Форма устанавливается так, чтобы ее верхние края выступали на 1—2 мм над торцом свариваемой жилы; нижнюю часть формы подматывают асбестовым шнуром диаметром 1—1,5 мм. Непосредственно под формой, на очищенной от изоляции жиле, укрепляют охладитель 6. Концы проводов, идущие от электрододержателя и охладителя, присоединяют к сварочному трансформатору мощностью не менее 1,5 кВА и, смазав торец жилы флюсом, приступают к сварке. Для этого прижимают закрепленный в электрододержатели 2 угольный электрод 3 к торцу жилы и держат в таком положении до сильного нагрева и появления первых признаков ее плавления. В дальнейшем, медленно перемещая электрод по торцу жилы, добиваются плавления всех проволочек жилы и образования в форме расплавленного металла, в который вводят обмазанный флюсом присадочный алюминиевый пруток 1.
Расплавляясь, присадочный пруток заполняет форму до краев. После остывания металла снимают с жилы форму и охладитель, а образовавшийся монолитный сваренный конец жилы Очищают стальной щеткой от шлака и остатка флюса. Подготовленные к соединению таким образом концы жил покрывают флюсом и укладывают с небольшим зазором между торцами в горизонтально расположенную соединительную или ответвительную желобчатую форму, которую затем прикрепляют к проводам проволокой. С обеих сторон формы 8, на очищенных от изоляции участках жил, устанавливают охладители и подключают их к сварочному трансформатору (рис. 65, б). Поочередно прикасаясь электродом к торцам свариваемых жил, расплавляют -их, а затем вводят в форму обмазанный флюсом присадочный пруток и тоже расплавляют, продолжая сварку до заполнения расплавом алюминия всей формы и образования над формой сферического наплыва. Сняв форму и охладители, опиливают участок сварки напильником и, покрыв асфальтовым или глифталиевым лаком, изолируют, а затем повторно покрывают лаком. Последовательность операции сварки соединяемых жил проводов показана на рис. 65, в.
Для оконцевания сваркой многопроволочной алюминиевой жилы наконечник надевают на жилу так, чтобы она выступала из него на 2—3 мм (рис. 65, г), а затем выполняют операции сварки, как показано на рис. 65, д.
Термитная сварка многопроволочных алюминиевых проводов осуществляется в термитном патроне.
Термитный патрон состоит из термитного муфеля и стального кокиля.
Перед сваркой в термитном патроне снимают изоляцию с соединяемых жил на длине, зависящей от их сечения.

Жилы протирают тряпкой и покрывают их и присадочный пруток тонким слоем флюса ВАМИ, разведенного водой до пастообразного состояния. На подготовленные таким образом концы надевают алюминиевые втулки или колпачки, которые предотвращают подплавление или пережог поверхности отдельных проволочек наружного полива. Затем надевают термитный муфель с кокилем, после чего места входа соединяемых жил в термитный патрон уплотняют, подматывая асбестовый шнур, чтобы не допустить вытекания расплавленного металла.
На освобожденных от изоляции участках жил кабеля для зашиты от перегрева устанавливают охладительные клещи. Термитный патрон помещают в приспособлении для соединения жил термитной сваркой. Приступая к сварке, укрепляют на куске стальной проволоки длиной 350—400 мм специальную спичку, создающую при горении температуру, близкую к 1000°С. Горящей спичкой поджигают торец муфеля, а таким образом и патрон, в процессе горения которого происходит сваривание проводов.
Соединение, ответвление и оконцевание медных проводов сечением 1—10 мм2.
Для присоединения медных однопроволочных проводов сечением от 1 до 2,5 мм2 к зажимам приборов и аппаратов ограничиваются тем, что конец провода изгибают в кольцо с внутренним диаметром, несколько превышающим диаметр зажимного винта, или же оголенный конец провода вводят в контактное устройство изделия или аппарата и закрепляют в нем прижимным винтом.
Чтобы присоединить к зажимам медную многопроволочную жилу сечением до 2,5 мм2, ее предварительно изгибают в кольцо, которое затем облуживают или опрессовывают кольцевым наконечником (рис. 66, а). Если зажим изделия представляет собой цилиндр с отверстием и прижимным винтом, то оконцевание многопроволочной медной жилы выполняется облуживанием или же опрессованием конца провода, обернутого одним слоем медной ленты (фольги) толщиной 0,15—0,2 мм (рис. 66,б).
Медные многопроволочные жилы сечением 4, 6 и 10 мм2 оконцовывают трубчатыми наконечниками (рис. 66, в) путем местного поперечного вдавливания клещами ПК-2м цилиндрической части наконечника. Оголенный участок жилы провода должен иметь длину, равную длине цилиндрической части наконечника плюс 2 мм, а кабельных жил — плюс 10 мм (для последующей герметизации).

Соединение и ответвление многопроволочных медных жил выполняют местным вдавливанием соединительной гильзы в один прием (рис. 66, г) пуансоном с четырьмя выступами, в два приема (рис. 66, д) пуансоном с двумя выступами или в пять приемов (рис. 66, е) пуансоном с одним выступом.
Размеры и конструкции наконечников и соединительных гильз, а также размеры и конструкции пуансонов и матриц подбирают по соответствующим таблицам справочников в зависимости от сечения провода.
Соединение и оконцевание проводов ТПРФ и АТПРФ
Жилы провода ТПРФ и АТПРФ соединяют в коробке, куда вводят провод, предварительно сняв с него защитную металлическую оболочку на длине 5—6 мм, с тем чтобы конец свободного от оболочки провода выступал внутри коробки на 3—4 мм (рис. 67, а).
На конец вводимого в коробку провода, отступив на 8—10 мм от края защитной оболочки, накладывают на длине 8—10 мм бандаж из суровых ниток или изоляционной ленты (рис. 67, б), после чего снимают общую поясную изоляцию, вводят провод в коробку и, зачистив жилы, соединяют их между собой опрессовкой или присоединяют к зажимам коробки.

Рис. 67. Соединение и оконцевание провода ТПРФ: а — ввод проводов в коробку, б — заделка провода бандажом, в — заделка провода оконцевателем; 1 — бандаж, 2 — скоба, 3 — стальной оконцеватель, 4 — фарфоровая втулка
Конец провода ТПРФ, подводимого к щитку или аппарату, заделывается оконцевателем 3 (рис. 67, в), состоящим из стальной трубки несколько большего диаметра, чем провод ТПРФ, и фарфоровой втулки 4, надетой на конец трубки. Оконцеватель надевают на провод ТПРФ и крепят к опорной поверхности скобой 2 с двумя лапками.