Концевые заделки КВВ (рис. 106) из поливинилхлоридных лент и лаков применяют для оконцевания кабелей с бумажной изоляцией до 10 кВ внутри помещений, а также для наружных установок в районах с температурой окружающего воздуха не выше 40°С при условии защиты заделок от непосредственного воздействия на них атмосферных осадков и солнечных лучей и при разности уровня между высшей и низшей точками расположения кабеля на трассе не более 10 м. При разности уровня выше 10 м используют заделку КВВ специального исполнения.
Монтаж заделок КВВ производят при окружающей температуре не ниже 5°С.
При монтаже заделки КВВ применяют при I исполнении поливинилхлоридную липкую (с подклеивающим слоем) ленту толщиной 0,2—0,3 м и шириной 15—20 мм, а при II исполнении — нелипкую ленту толщиной 0,4 мм и шириной 25 мм, а также составы № 1 (покровный) и № 2 (заполнительный).
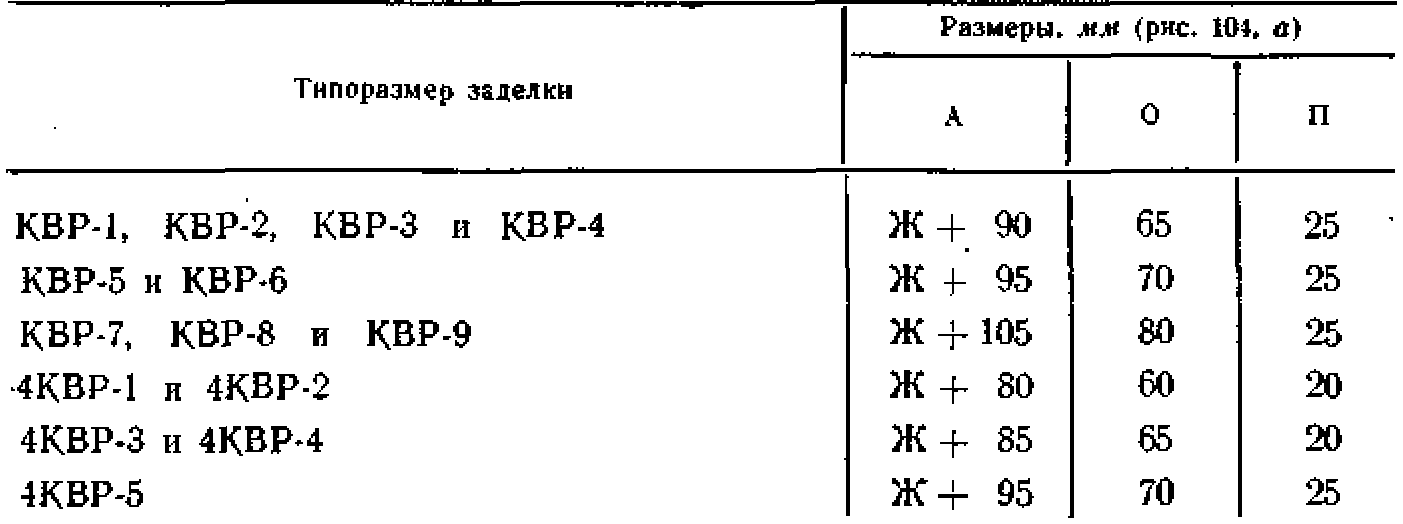
При монтаже заделки КВВ-1 разделывают конец кабеля, как показано на рис. 104, а и с учетом данных табл. 23.
Кабельные наконечники наваривают, напаивают или напрессовывают на концы жил кабеля.
При оконцевании жил кабеля опрессованием по способу местного вдавливания применяют только трубчатые наконечники, имеющие заводскую герметизацию. Чтобы опрессовать трубчатый наконечник, на алюминиевой жиле кабеля очищают* ершом из стальных проволок внутреннюю поверхность наконечника (рис. 107, а) и смазывают (рис. 107,б) кварцевазелиновой пастой.
* Очистку производят в случае поставки заводом неочищенных наконечников или же загрязнения их на объекте монтажа.
Рис. 106. Концевая заделка КВВ:
1 — броня кабеля, 2 — прокод заземления, 3 — проволочный бандаж, 4— свинцовая или алюминиевая оболочка кабеля, 5 — поясная заводская изоляция, 6 — бандаж из хлопчатобумажной пряжи, 7 — жила в заводской изоляции, 8 — оголенный участок жилы, 9—поясная стаканообразная подмотка, 10 — подмотка жил, 11 — выравнивающая подмотка (в заделках I и II исполнений — из поливинилхлоридных лент, в заделках специального исполнения — из хлопчатобумажных лент, пропитанных эпоксидным компаундом), 12 — кабельный наконечник, 13 — бандаж из крученого шпагата, 14 — место наложения временного бандажа, 15 — заполняющий состав № 2 и заделках исполнений или эпоксидный компаунд в заделках специального исполнения, 16 — выравнивающая подмотка из поливинилхлоридных лент, 17 — бандаж из крученого шпагата


Рис. 107. Оконцевание алюминиевой жилы кабеля опрессованием наконечника способом местного вдавливания:
а — зачистка трубчатой части наконечника, б — смазка трубчатой части наконечника кварцевазелиновой пастой, в — зачистка жилы кабеля щеткой из кардоленты, г —смазка жилы кварцевазелиновой пастой, д — установка наконечника на жиле, е — опрессовка наконечника в прессе, е — готовое оконцевание
Снимают с концов жил изоляцию на длине, равной длине трубчатой части наконечника, и, зачистив щеткой из кардоленты (рис. 107, е) до металлического блеска, смазывают3 зачищенный участок кварцевазелиновой пастой (рис. 107, г).
Подготовив описанным выше способом наконечник и жилу, надевают до упора наконечник на жилу (рис. 107, д) и, вложив его в опрессовочный механизм с заранее подобранным пуансоном и матрицей, опрессовывают (рис. 107, е). Лунки, получившиеся на трубчатой части наконечника после опрессования (рис. 107, ж), протирают тряпкой, смоченной в бензине, смазывают составом № 2, а затем заполняют моточками поливинилхлоридной ленты и поливинилхлоридным составом № 2.
Таблица 21
Размеры разделки кабелей при применении концевых заделок КВВ

Примечание. 1. Длина Ж разделанных жил кабеля должна быть принята в зависимости от условий присоединения, но не менее 150 мм при напряжении до 1 кВ, 250 мм. при 6 кВ и 400 мм при 110 кВ.
2. Размер (см. рис. 104. а) определяется в зависимости от принятого способа оконцевания жил.
Уступы, образовавшиеся в местах переходов от внешней поверхности цилиндрической части кабельных наконечников 12 (см. рис. 106) к заводской изоляции фил 7, выравнивают подмоткой 11 из поливинилхлоридной ленты шириной 7,5 мм, для чего ролик ленты шириной 15 мм разрезают пополам. Таким же образом выравнивают уступ в месте перехода от свинцовой или алюминиевой оболочки 4 к поясной изоляции 5, выполняя подмотку по всей длине ступени поясной изоляции.
Далее протирают наружные поверхности изоляции жил и поясной изоляции тряпкой, слегка смоченной в бензине, и каждую жилу, начиная от поясной изоляции 5 и до контактной части наконечника 12, подматывают поливинилхлоридной лентой 10 в три: слоя при сечении жил до 95 мм2 и в четыре слоя при сечении жил 120 мм2 и выше. Слои поливинилхлоридной ленты накладывают с 50% перекрытием предыдущего витка (вполнахлеста, вполуперекрышку) и с натяжением, при котором лента вытягивается с уменьшением ее ширины не более чем на V1.
Последний слой подмотки каждой жилы выполняется с заходом на всю ступень О (см. рис. 104, а) свинцовой или алюминиевой оболочки.
Подмотки каждой жилы покрывают с помощью кисти толстым слоем состава № 2 на участках длиной 70, 100 и 120 мм (считая от торца поясной изоляции) при диаметрах кабеля по оболочке соответственно до 25, 40 и 55 мм. Состав наносят не на всю поверхность каждой из жил, а только на ту ее часть, которая обращена внутрь.
При помощи кисти или деревянной лопатки составом № 2 заполняют внутреннее пространство 15 (см. рис. 106) между жилами. После этого жилы сжимают рукой в общий пучок и закрепляют в этом положении бандажом из хлопчатобумажной ленты, накладываемым на расстоянии 10 мм от участка жил,, покрытого составом № 2.
Наружную поверхность пучка сжатых жил обмазывают толстым слоем состава № 2, при этом используется также состав, выдавленный при сжатии жил в пучок. Количество состава в желобах, образуемых жилами, должно быть таким, чтобы он выступал в виде трех валиков над высшей поверхностью пучка сжатых жил. Наличие незаполненных составом желобков недопустимо, так как после выполнения стаканообразной подмотки под ней могут оказаться незаполненные составом пустоты.
Поясная стаканообразная подмотка 9 из восьми слоев поливинилхлоридной ленты с 50%-ным перекрытием (независимо от сечения и напряжения кабеля) накладывается на участке оболочки кабеля и на участке жил, сжатых в пучок.
Бандажи /7 из крученого шпагата диаметром 1 мм накладывают на нижнюю и верхнюю части поясной стаканообразной подмотки на участках шириной по 20 мм от концов, а также на цилиндрическую часть кабельного наконечника (по всей цилиндрической части). Бандажи 13 из шпагата у наконечников 12 в зависимости от Сечения жил должны иметь следующую ширину:
![]()
Бандаж покрывают с помощью кисти поливинилхлоридным составом № 1, внешнюю поверхность заделки — слоем асфальтового лака или цветной эмалевой краской с целью повышения влагостойкости и получения гладкой поверхности.
Временный бандаж из хлопчатобумажной ленты, наложенный на участке 14 и 10 мм выше стаканообразной подмотки, может быть удален после изгибания жил и присоединения их к контактам соответствующего электротехнического устройства, а также после достаточного высыхания состава № 2.
Включение кабеля со смонтированной заделкой под нагрузку допускается не ранее чем через 48 ч после окончания монтажа.
Заделки типа КВВ II исполнения с применением нелипкой поливинилхлоридной ленты и жидкого состава № 1 монтируют так же, как и заделки с применением липкой ленты (I исполнения). При этом каждый слой подмоток (во избежание ослабления плотности его наложения до выполнения следующего слоя) временно закрепляют на конце жил с помощью бандажа из двух-трех витков суровой нитки.
Поверхность каждого слоя подмоток покрывают сначала первым, а после высыхания — вторым слоем состава № 1. Следующий слой ленты подматывается после нанесения третьего слоя состава № 1, который накладывают не сразу по всей длине, а постепенно участками длиной по 100 мм.
Заделки типа КВВ специального исполнения монтируют при больших разностях уровней. Эти заделки отличаются от описанных выше заделок I и II исполнений тем, что подмотка на изоляции жил состоит из пяти слоев поливинилхлоридной ленты, .а уплотнение корешка заделки производится эпоксидным компаундом вместо поливинилхлоридного состава № 2.
В заделках типа КВВ специального исполнения выравнивающую подмотку между наконечником и изоляцией жил выполняют хлопчатобумажной лентой с обильной обмазкой каждого витка эпоксидным компаундом.

Рис. 108. Концевая заделка КВР внутренней установки в резиновых перчатках:
а — конструкция заделки КВР, б — общий вид резиновых перчаток для трехжильных и четырехжильных кабелей; 1 — наконечник, 2 и 8- подмотка резиновой лентой. 3 — бандаж, 4 — резиновая трубка из найрита, 5 — жила кабеля, 6 — перчатка, 7 — поясная изоляция, 9 — хомут, 10 — уплотнение резиновой лентой, 11 — оболочка кабеля, 12 — броня, 13 — провод заземления, 14 — отросток (палец), 15 — корпус (тело) перчатки, 16 — отросток для четвертой жили четырехжильного кабеля
Резиновые перчатки (рис. 108, б) изготовляют из найритовой резины марки ПЛ- 118-11 девяти размеров для трехжильных кабелей сечением до 240 мм2 с изоляцией на 1 и 6 кВ и пяти размеров для четырехжильных кабелей сечением до 185 мм2 с изоляцией на 1 кВ.
Разделку кабеля для монтажа заделки типа КВР производят в соответствии с ранее приведенными указаниями о разделке кабелей, а также рис. 87 и табл. 24.
Монтаж концевых заделок КВР начинают с того, что по всей длине на разделанные жилы кабеля накладывают вразбежку подмотку из липкой поливинилхлоридной ленты для предохранения бумажной изоляции от повреждений при надевании перчатки. Подматывают в несколько слоев поливинилхлоридной лентой концы жил, включая торцовые части, чтобы закрепить бумажную изоляцию и скруглить острые края для облегчения их прохождения через трубки и отростки (пальцы) перчатки.
Размеры разделки кабеля для концевой заделки типа КВР
Примечания: 1. Длина разделанных жил кабеля Ж должна быть Принята в зависимости от условий присоединения, но не менее 150 мм при напряжении до 1 кВ и 250 мм при 6 кВ.
2. Размер Г (см. рис. 104, в) определяется в зависимости от способа оконцевания жилы (глубины вхождения жилы в наконечник).
Отворачивают плоскогубцами в несколько приемов корпус (тело) перчатки по всей окружности на участке приклейки, равном приблизительно ширине хомута (25—30 мм в зависимости от типоразмера перчатки).
Удаляют участок оболочки кабеля между двумя кольцевыми надрезами и на оголенный участок поясной изоляции накладывают бандаж из суровых ниток.
Создают шероховатую поверхность на отогнутом участке корпуса перчатки, для чего протирают этот участок тряпкой, смоченной в бензине, а затем опиливают драчевым напильником или обрабатывают щеткой из кардоленты.
Зачищают до блеска участок оболочки, на который будет приклеена перчатка, после чего протирают его тряпкой, смоченной в бензине.
Покрывают тонким слоем клея № 88Н отогнутую часть перчатки и участок оболочки. Если диаметр оболочки меньше внутреннего диаметра перчатки, то на оболочку наматывают ленту из маслостойкой резины, каждый слой которой промазывают клеем.
Отгибают (по истечении 5—7 мм, необходимых для подсыхания клея) корпус перчатки на подмотку из ленты. Глубина насадки перчатки на оболочку (размер Е на рис. 108) должна быть не менее 30 мм для перчаток I—IV размеров, 35 мм для перчаток V и VI размеров, 38 мм для перчаток VII—IX размеров.
Уплотняют корпус перчатки на оболочке специальным хомутом или двумя бандажами по четыре витка медной или стальной оцинкованной проволоки диаметром 1 мм, предварительно намотав на корпус перчатки (в места установки хомута или бандажей) два слоя прорезиненной ленты.
Перевязывают временно хлопчатобумажной или прорезиненной лентой резиновые трубки непосредственно у перчатки, чтобы предохранить поясную бумажную изоляцию от повреждений, а затем разводят и выгибают жилы кабеля.
Отворачивают концы трубок (рис. 109), изолирующих жилы, на участке, равном длине трубчатой части наконечника плюс 8 мм, подготовляя таким образом жилы кабеля для оконцевания. При этом, чтобы облегчить отгибание трубок, их наружные поверхности на участке, подлежащем отгибанию, смазывают вазелином или смазочным маслом.

Напрессовывают, наваривают или напаивают наконечники на концы токоведущих жил, а затем протирают цилиндрическую (трубчатую) часть наконечников тряпкой, смоченной в бензине.
Придают драчевым напильником или стальной щеткой шероховатость отогнутой части трубки, предварительно протерев ее тряпкой, смоченной в бензине, а затем наносят на нее слой клея № 88Н.
Закладывают валики, смотанные из маслостойкой резиновой ленты и промазанные клеем № 88Н, в лунки на цилиндрической части наконечников, образованные при опрессовке по способу местного вдавливания. Если диаметр цилиндрической части наконечника меньше внутреннего диаметра трубки и между ними образовался зазор, то на наконечник наматывают столько слоев маслостойкой резины, предварительно протертой бензином и промазанной клеем № 88Н, сколько необходимо для полного устранения этого зазора.
Отворачивают трубку на цилиндрическую часть наконечника и уплотняют на нем. Уплотнить трубку на наконечнике можно и с помощью приклеиваемого отрезка трубки такой длины, чтобы она полностью покрывала цилиндрическую часть наконечника и заходила на трубку на расстояние, равное двум ее диаметрам.
Склеиваемым поверхностям трубок (основной трубки и отрезка) придают шероховатость, протирают их тряпками, смоченными в бензине, и покрывают клеем № 88Н, после высыхания которого на внутреннюю поверхность отрезка трубки повторно наносят толстый слой клея № 88Н и сразу после этого насаживают на наконечник через его контактную часть.
При оконцевании жил сваркой с применением литых наконечников типа ЛА на оголенный участок жилы подматывают ленту из маслостойкой резины с переходом на наконечник и изоляцию жил.
Допускается уплотнение этой подмотки сплошным бандажом из крученого шпагата диаметром 1,5—2 мм, который затем покрывают асфальтовым лаком. Наиболее распространенные способы уплотнения резиновых трубок на наконечниках показаны на рис. 110.
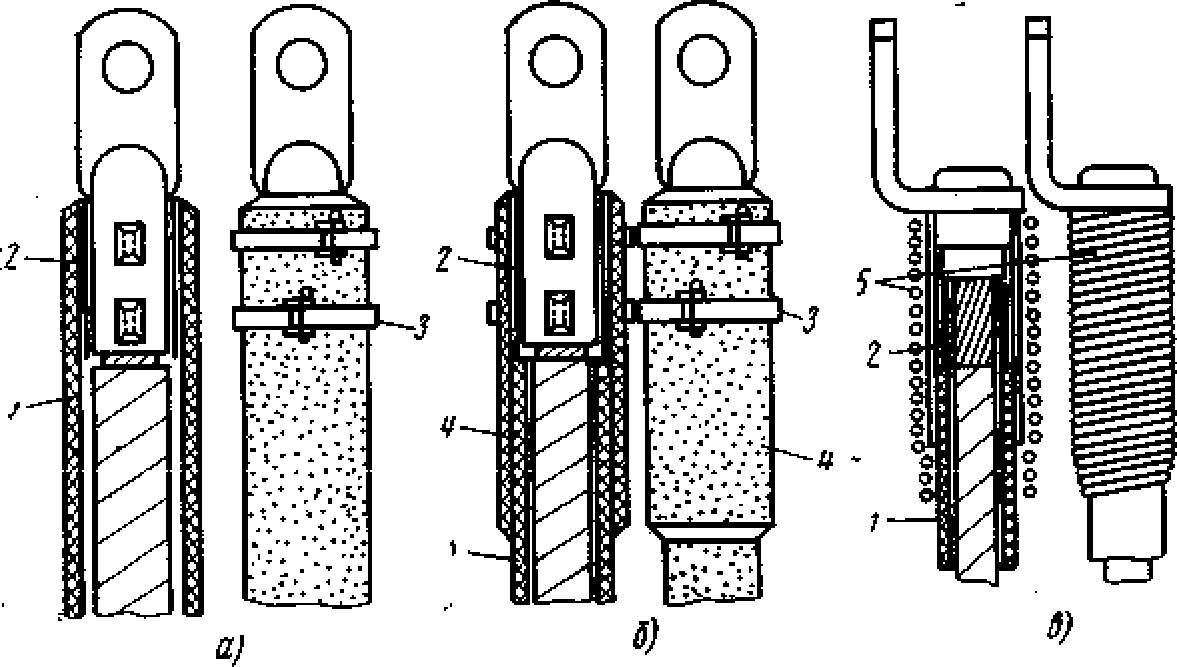
Рис. 110. Способы уплотнения резиновых трубок на алюминиевом наконечнике:
а — с предварительным отворачиванием трубки, б — с помощью отрезка трубки, в — крученым шпагатом на литом наконечнике; 1 — трубка резиновая, 2 — подмотка лентой из маслостойкой резины, 3 — бандаж из стальной полоски, 4 — муфточки из резиновой трубки, 5 — бандаж из шпагата
На поверхность резиновых трубок у наконечников накладывают специальные бандажи (см. рис. 105 и 111). При отсутствии специальных бандажей их можно заменять двумя бандажами из четырех витков медной проволоки диаметром 1 мм.