В объем работ по монтажу ШБМ входит подготовка и приемка фундамента и ревизия всего оборудования ШБМ, сборка и установка мельницы на фундаменте, пробный пуск и обкатка без шаров и топлива. После этого проводят загрузку ШБМ шарами, затем топливом и контрольное испытание мельницы.

Рис. 3.45. Фундамент ШБМ с приводом от быстроходного двигателя с редуктором (а) и от тихоходного двигателя (б).
1 — плита под патрубок; 2—плиты под коренные подшипники; 3 плнта под электродвигатель главного привода; 4 — плита под редуктор; 5 —плнта под установку с приводной шестерней; 6 — плита под редуктор вспомогательного привода; 7 — плита под электродвигатель вспомогательного привода.
Мельница поступает на монтаж в виде узлов, основными из которых являются: барабан, коренные подшипники, зубчатый венец, привод мельницы, патрубки и уплотнения, электродвигатель, редуктор для снижения частоты вращения, вспомогательный привод для поворота барабана, муфты, система смазки, кожухи, обшивки и прочие защитные устройства и монтажно-ремонтные приспособления. Порядок проведения сборки и установки мельницы определяется монтирующей организацией совместно с представителями завода-изготовителя. Барабаны ШБМ обычно поставляются собранными и после проверки перемещаются к фундаменту. Фундамент ШБМ состоит из нескольких частей, а его конструкция зависит от типа двигателя. Он разделяется на опоры под подшипники барабана и под привод. На каждую из частей фундамента для его расчета СТЗ дает значения нагрузок по трем координатам в пространстве — х, у, z и моментов. В качестве примера расположение частей фундамента мельницы ШБМ приведено на рис. 3.45. На рис. 3.45,а показан вариант с приводом мельницы от быстроходного электродвигателя через редуктор, а на рис. 3.45,б — с приводом мельницы от тихоходного электродвигателя.
На рис. 3.45 показаны размеры (расстояния), зависящие от производительности мельницы: /, а, б, в, г, д. Как видно из рис. 3.45, фундамент ШБМ не изготовляют монолитным, а составляют из отдельных элементов, размеры и расположение которых должно строго соответствовать специальному чертежу. Одновременно с изготовлением фундамента в нем предусматриваются отверстия для закладки болтов, крепящих мельницу и ее привод к фундаменту. После изготовления фундамента осуществляют его приемку. На фундамент наносятся продольные и поперечные оси барабана, коренных подшипников, приводной шестерни, электродвигателя. При проверке фундамента отклонения размеров от проектных данных не должны превышать по общим размерам в плане ±30 мм, по высотным отметкам —30 мм, по смешению привязочных осей фундамента ±20 мм, по смещению колодцев для фундаментных болтов ±10 мм, по их размерам в плане +20 мм и по глубине последних +20 мм. Высотные отметки фундамента в местах установки рам должны быть на 40—50 мм ниже подошвы плит, под которые устанавливаются подкладки.
Далее производится оснащение участка монтажа такелажными устройствами, монтажным оборудованием, приспособлениями и инструментом в соответствии с проектом организации работ и технологическими картами на монтаж мельницы. Сборка мельницы начинается с установки фундаментных рам и установки не более трех по высоте подкладок, которые при общей толщине в 30—50 мм рассчитывают на удельную нагрузку не более 25—40 кгс/см2 . Рекомендуется применять клиновые подкладки с уклоном 1:25, шириной 80—100 мм и длиной, превышающей ширину рамы не менее чем на 100 мм. Установка рам должна быть выполнена с допусками: в горизонтальной и вертикальной плоскостях до ±5 мм, уклон (на 1 м длины) до ±0,1 мм, превышение высотных отметок одних рам относительно других до ±1 мм. На фундаментные рамы монтируются опорные плиты, а затем предварительно опрессованные водой корпуса подшипников. До установки подшипников на выкладке из шпал устанавливают барабан мельницы так, чтобы он не мешал монтажу подшипников. После установки подшипников на них опускают барабан и проверяют размеры карманов под масляный клин, возможность теплового расширения барабанов и степень прилегания цапф к баббиту подшипников при прокрутке барабана с помощью вспомогательного привода или лебедки. Болты, крепящие опорные плиты, остаются незатянутыми. При окончательном опускании барабана на подшипники выкладка из шпал постепенно разбирается. Одновременно вторично проверяется правильность установки цапф барабана относительно коренных подшипников и производится окончательная регулировка расположения последних на фундаментных рамах. Зазор между упорными буртами цапфы со стороны привода барабана и боковыми поверхностями опорно-упорного подшипника должен быть не менее 0,2 мм. Опорный подшипник с учетом теплового расширения барабана следует сместить от корпуса барабана не менее чем на 20 и не более чем на 25 мм. После этого к барабану крепится зубчатый венец и его части сболчиваются между собой. При монтаже частей венца следят за их маркировкой, отметками на фланце корпуса барабана и проверяют плотность прилегания плоскостей разъема зубчатого венца. Если заводом барабан поставлен без брони, то производится установка броневых плит. Затем производится проверка положения барабана и его венца в осевом и радиальном направлениях путем поворачивания барабана с помощью вспомогательного привода или ручной лебедки. Биение зубчатого венца в радиальном направлении должно быть не более 1,5 мм, а в торцевом — до 1,2 мм. После проверки положения зубчатого венца окончательно закрепляют верхние крышки подшипников, устанавливают полукольца и их уплотнения, затягивают болты опорных плит и производят заливку фундаментных рам цементным раствором. После затвердевания цемента проверяют затяжку болтов.
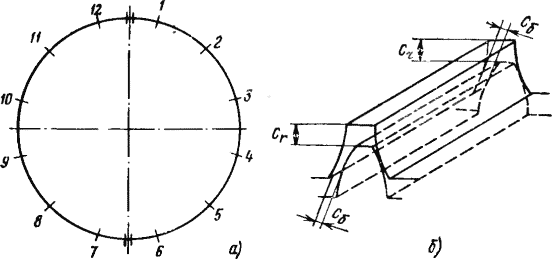
Рис. 3.46. Операции при установке приводной шестерни. а — деление зубчатого венца на барабане; б—места замера аазоров.
Монтаж установки приводной шестерни начинают с деления зубчатого венца барабана на 12 равных частей так, чтобы разъемы находились посередине участков (рис. 3.46,а). Рабочие поверхности зуба шестерни привода прижимают к поверхности зуба венца и замеряют радиальные ст и боковые сб зазоры, как показано на рис. 3.46, с обоих концов зуба. Зазоры со стороны соприкосновения должны отсутствовать, а с противоположной стороны быть в пределах 0,7—1,5 мм в зависимости от радиального зазора. Разность боковых и радиальных зазоров не должна превышать 0,15 мм. По окончании замеров во всех 12 точках производят сравнение зазоров в противоположных точках, например 1- 7; 2—8 и т. д. Прилегание зубьев венца к приводной шестерне должно быть по длине зуба не менее 60%, а по высоте — не менее 45%.

Рис. 3.47. Монтаж и демонтаж приводной шестерни.
а — без корпуса; б — с корпусом; 1 — зубчатый венец; 2 — шестерня; 3 — корпус; 4 — фундаментная рама.
Для приводных шестерен, где их корпус углублен в фундаментную раму, как, например, у Ш-50Л (рис. 3.47), необходимо наличие зазоров для перемещения корпуса в раме и возможности его выема при ремонте.

Рис. 3.48. Установка центровочных скоб.
1 — полумуфта приводной шестерни; 2 — центровочные скобы; 3 — полу муфта редуктора.
Редуктор со своей рамой устанавливают на проверенный фундамент. Центровку осей редуктора и вала приводной шестерни производят с помощью жестких центровочных скоб (рис. 3.48). При совмещенных монтажных метках полумуфт скоба ставится в вертикальное положение, которое принимается за нулевое [58], и делаются замеры в трех точках. Затем, поворачивая валы на 90, 180 и 270°, делают измерения в тех же точках. Для получения результирующих данных вычерчивают пять окружностей (рис. 3.49), внутри которых наносят замеры торцевых зазоров, а вне их — радиальных, и суммируют верхний зазор с нижним
![]() (3.76)
(3.76)
и боковые
![]() (3.77)
(3.77)
Зазоры считаются правильными, если сумма верхнего и нижнего зазоров равна сумме боковых зазоров по окружности и по торцу.

После четырех измерений валы устанавливают в первоначальное положение (0°) и делают замеры. Результаты их должны совпадать с первоначальными. Разность сумм противоположных замеров допускается не более 0,02 мм. Центровка считается удовлетворительной, если разность противоположных зазоров по окружности и по торцу будет не более 0,1 мм.
Электродвигатель главного привода до монтажа подвергается осмотру и проверке, после чего устанавливается на фундамент и прицентровывается к редуктору или промежуточному валу. Центровка валов, соединяемых упругой муфтой, производится так же, как и осей редуктора. Полумуфты собираются лишь после опробования электродвигателя с целью выявления возможных его дефектов.
Вспомогательный привод монтируется на фундаменте со стороны, противоположной главному электродвигателю. Редуктор его соединяется с главным приводом при помощи кулачковой муфты. По окончании сборки вспомогательного привода проверяют включение кулачковой муфты и срабатывание конечного выключателя.
Монтаж патрубков и уплотнений горловин ведут по окончании установки барабана и привода. Втулка уплотнения устанавливается таким образом, чтобы радиальный зазор по вертикальной оси был вверху около 6 мм, а внизу — 2 мм. С учетом расширения барабана втулка уплотнения должна входить во втулку полой цапфы примерно на 45 мм со стороны зубчатого венца и на 30 мм с другой стороны.
При монтаже смазочной системы насосная станция осматривается и опускается в приямок до заделки его перекрытия. Насос прокручивают вручную, предохранительный клапан ставят на минимальное давление и открывают все вентили. Напорный резервуар размещают на высоте не менее 10 м от пола и затем монтируют маслопроводы ко всем точкам смазки мельницы. После монтажа системы смазки трубопроводы разбирают, травят 20%-ным раствором соляной или серной кислоты, нейтрализуют щелочным раствором, промывают водой, смазывают минеральным маслом и закрывают деревянными пробками. Резервуар-отстойник заливают смесью, состоящей из 50% веретенного масла и 50% керосина, трубопроводы соединяют при помощи шлангов со сливным трубопроводом и производят промывку системы в течение 4—8 ч. По окончании промывки очищают фильтр, собирают окончательно трубопроводы, заполняют систему смазкой и регулируют ее подачу к всем точкам при пробных пусках мельницы. После монтажа системы смазки трубопроводы охлаждающей воды присоединяют к системе смазки и к коренным подшипникам.
При подготовке к пуску и обкатке мельницы проверяется крепление клиньев плит брони барабана, работа системы смазки и охлаждения подшипников, возможность плавного поворачивания барабана (лебедкой), характер зацепления зубчатого венца с шестерней (прилегание по длине зубьев), состояние подшипников приводной шестерни и плавность работы и хода редуктора. Далее проверяется состояние подшипников электродвигателя, радиальный зазор между ротором и статором и правильность направления вращения ротора электродвигателя путем обкатки включением его в сеть. После обкатки электродвигателя он соединяется муфтой с редуктором и производится их обкатка.
Во время обкатки проверяется вибрация и температура подшипников электродвигателя и редуктора и плавность работы последнего. По окончании этой обкатки соединяется муфта между валом редуктора и приводной шестерней, включается система смазки коренных подшипников, главной зубчатой пары, а в картере редуктора устанавливается уровень масла, достаточный для погружения зубьев на глубину около 50 мм, и настраивается система блокировки. После проверки готовности мельницы к обкатке и устранения всех обнаруженных дефектов ее обкатывают без шаров в течение 4—5 ч на холостом ходу. При исправной работе мельницы без шаров ее загружают шарами в три приема по 1/3 массы полной загрузки. После загрузки каждой партии шаров записывают показания амперметра электродвигателя, что необходимо для установления времени догрузки и количества шаров. Проверку мельницы в холодном состоянии следует вести не более 20—30 мин во избежание большого износа брони и шаров. Испытание мельницы проводится при загрузке ее шарами с подачей топлива и сушильного агента непрерывно в течение 72 ч. При испытании проверяются правильность монтажа, производительность мельницы и тонкость помола, присосы воздуха, отсутствие пыления через отверстия для крепления броневых плит, крышки люков и уплотнения, работа главной зубчатой пары и соединительных муфт, надежность смазочных устройств.
Подробные указания об оснащении пылеприготовительной системы с ШБМ контрольно-измерительными приборами, методика испытаний и рекомендации даны в [38].