Глава 6. ВРЕМЕННОЕ ЭЛЕКТРОСНАБЖЕНИЕ
1. ПОТРЕБНОСТЬ В ЭЛЕКТРОЭНЕРГИИ
Расход электроэнергии на строительно-монтажной площадке ТЭС на стадии ПОС может быть определен по укрупненным показателям в зависимости от общей массы оборудования и металлических конструкций, предусматриваемых к установке в расчетном году строительства по формуле:
![]() (V.64) где Q1 — масса монтируемой в. течение года металлической части тепломеханического оборудования, т; Q2 — масса металлоконструкций, т; Руд—удельный расход электроэнергии на 1 т смонтированного оборудования и металлических конструкций (можно принять равным 120 кВт-ч/т).
(V.64) где Q1 — масса монтируемой в. течение года металлической части тепломеханического оборудования, т; Q2 — масса металлоконструкций, т; Руд—удельный расход электроэнергии на 1 т смонтированного оборудования и металлических конструкций (можно принять равным 120 кВт-ч/т).
В табл. V.5.6 приведены данные потребности в сжатом воздухе и общая производительность компрессоров для блоков различной мощности. В зависимости от общей производительности и технологии производства работ определяют число и тип компрессорной станции.
Из общего расхода электроэнергии на сварочные работы расходуется до 75 % (35 % — непосредственно на сварку, до 40 % — на термообработку).
Максимальная мощность электроэнергии может быть определена аналогично определению максимального числа рабочих по формуле:
![]() (V.6.2)
(V.6.2)
где Тн — нормативная продолжительность монтажа котлоагрегата, мес; Дм — количество рабочих дней в месяце (при 6-дневной рабочей неделе — 21,2 дня); Сч — продолжительность рабочего дня первой смены, ч; 3/2 — коэффициент, учитывающий максимальное количество рабочей силы в графике монтажа.
Общая мощность трансформаторных подстанций КТП (табл. V.6.1) для монтажа одного энергоблока, кВ·А, определяется по формуле
![]() (V.6.3)
(V.6.3)
где cos ф — средний коэффициент мощности потребителей (равный 0,5).
V.6.1 Ориентировочная мощность трансформаторных подстанций для ТЭС
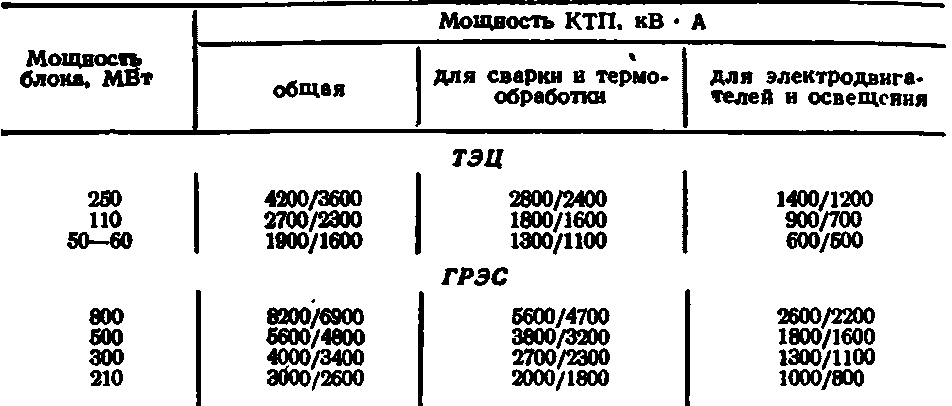
Примечание. В числителе: для топлива — уголь; в знаменателе для топлива — газ-мазут.
При скоростном или поточном монтаже энергоблоков необходимо скорректировать мощности КТП с учетом изменения продолжительности рабочей недели и коэффициента совмещения монтажа агрегатов, определяемого по формуле
![]() (V.6.4)
(V.6.4)
где Тн — продолжительность монтажа, мес; n — число энергоблоков; t — шаг потока, мес.
Необходимую мощность трансформаторных подстанций на стадии ППР определяют по установленной мощности каждой группы потребителей с учетом коэффициента спроса и коэффициента мощности по формуле
![]() (V.6.5)
(V.6.5)
где Nу — суммарная активная мощность группы потребителей, кВт; Кcп — коэффициент спроса; Ксп и cos ф — по табл. V.6.2.
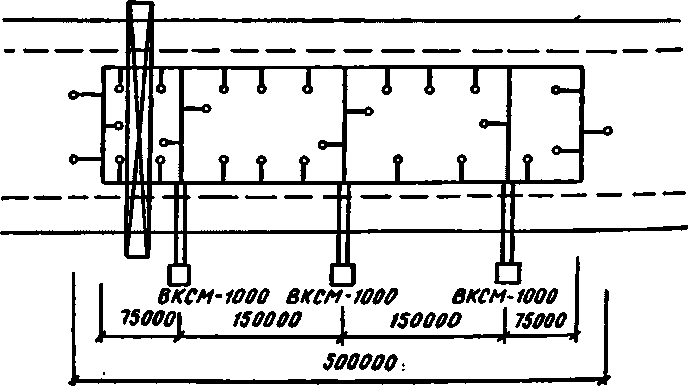
V.6.I. Разводка постов сварки на сборочное-укрупнительной площадке
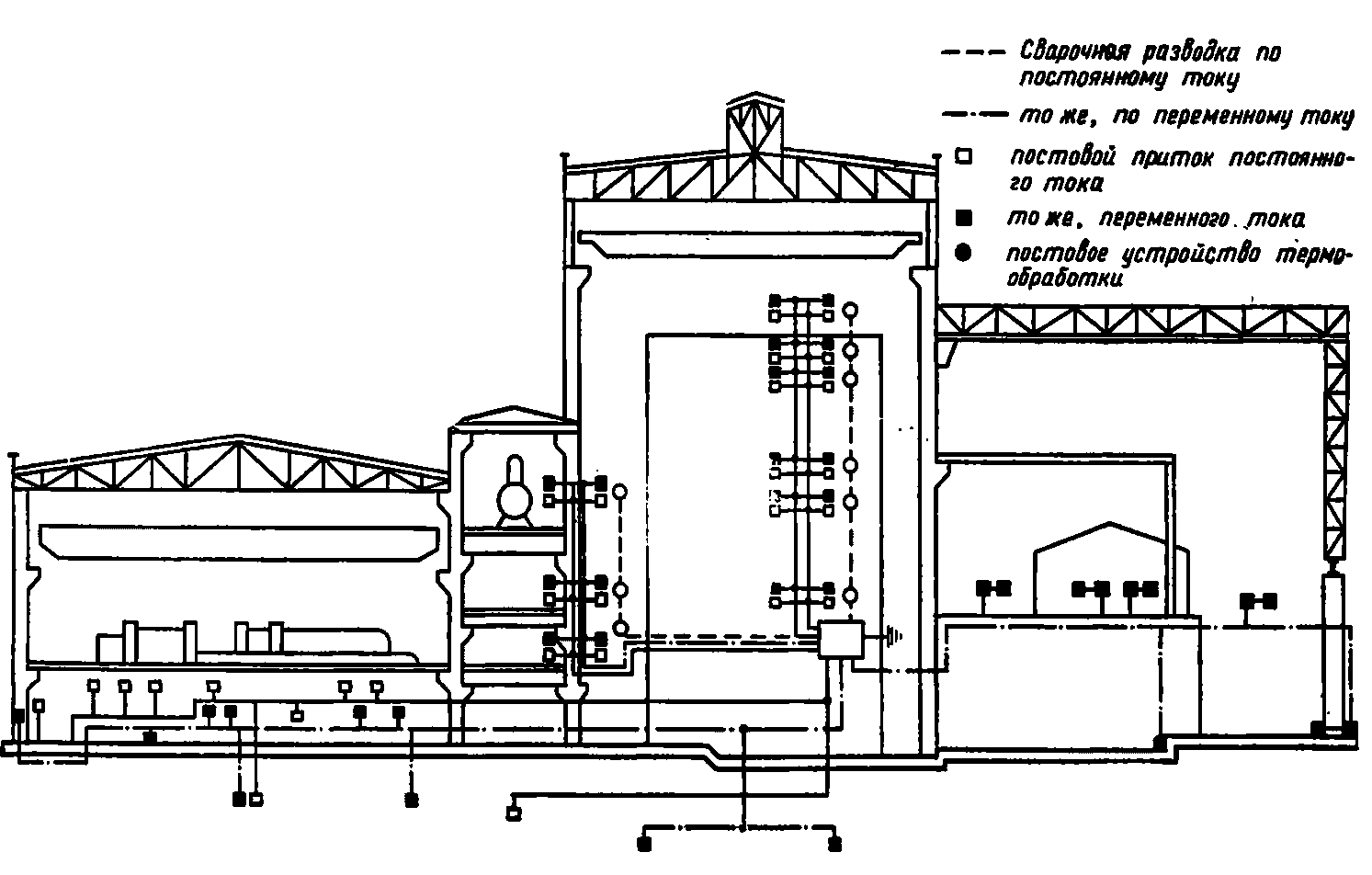
V.6.2. Разводка постов сварки и термообработки в главном корпусе ТЭС
V.6.3. Разводки no термической обработке: 1 — машинный зал; 2 — деаэраторная этажерка; 3 — стационарный пост термообработки; 4 — переносное постовое устройство; 5 — котел; 6 — кабель питания переносного постового устройства; 7 — кабина с высокочастотным преобразователем; 8 — кабина оператора с пультом управления

V.6.2. Коэффициенты спроса и мощности
Группы потребителей | Ксп | cos ф |
Сварочные трансформаторы: |
|
|
однопостовые | 0,28 | 0,35 |
многопостовые | 0,56 | 0,45 |
Сварочные преобразователи постоянного |
|
|
тока: |
|
|
однопостовые | 0,28 | 0,6 |
многопостовые | 0,56 | 0,7 |
Трансформаторы для термообработки | 0,5 | 0,6 |
Краны и электролебедки | 0,16 | 0,5 |
Монтажные механизмы и станки | 0,16-0,24 | 0,4 |
Освещение | 0,8 | 0,98 |
В зависимости от необходимой мощности определяют число КТП с силовыми, понизительными трансформаторами 6—10 кВ/400 В единичных мощностей 320, 560, 630, 750, 1000 кВ-А и более.
Схема сварочной разводки на сборочно-укрупнительной площадке приведена на рис. V.6.1, схемы разводки постов сварки и термообработки— на рис. V.6.2—V.6.10.

V.6.4. Разводки сварочного тока и размещение сварочного оборудования в машинном зале: 1 — ВКСМ-1000; 2 — В ДМ-1601

V.6.5. Размещение электросварочного и термического оборудования в главном корпусе электростанции на монтаже энергоблока 800 Мвт
СВ — кабины со сварочным оборудованием; ТО — посты трансформаторов ТСД-1000 и ТСД-2000 для термообработки