Заделка из поливинилхлоридных лент типа КВВ (рис. 3-49, а) выбирается в зависимости от напряжения и сечения жил кабеля по табл. 3-39, а разделка конца кабеля производится в соответствии с размерами, приведенными на рис. 7-69 и табл. 3-39.
После пайки (сварки или опрессовки) наконечников наружные поверхности поясной изоляции и изоляции жил тщательно протирают чистой тряпкой, слегка смоченной в бензине. При выполнении заделки из липкой ленты места переходов от внешней поверхности цилиндрической части кабельных наконечников к изоляции жил выравниваются подмоткой из ленты шириной 7,5 мм, для чего ролик шириной 15 мм разрезается пополам.
Место перехода от оболочки к поясной изоляции кабеля также выравнивается такой же ширины липкой лентой. Эта подмотка выполняется по всей длине ступени поясной изоляции.
Лунки, получившиеся иа наконечниках при их опрессовке по способу местного вдавливания, заполняются липкой поливинилхлоридной лентой и поливинилхлоридным составом (§ 3-4) аналогично опрессовке наконечников при монтаже свинцовых перчаток.
Каждая жила, начиная от поясной изоляции и до контактной части наконечника, подматывается поливинилхлоридной лентой в три слоя при сечении жил до 95 мм2 и в четыре слоя — при жилах большего сечения.
Последний слой подмотки каждой жилы выполняется с заходом на всю ступень О оболочки. Каждый слой наматывают с натяжением и 50%-ным перекрытием предыдущего витка. Величину натяжения контролируют по вытягиванию ленты, которое не должно быть более 1/4 ширины ленты.
От торца поясной изоляции на участках длиной 70, 100, 120 мм при диаметрах кабеля по оболочке соответственно до 25, 40 и 55 мм внутреннее пространство между жилами заполняется поливинилхлоридным составом № 2. После этого жилы сжимаются рукой в общий пучок и закрепляются в этом положении временным бандажом из хлопчатобумажной лепты па расстоянии 10 мм выше участка жил, покрытого составом № 2.
По наружной поверхности пучка сжатых жил выполняется обмазка составом № 2 с использованием также состава, выдавленного при сжатии, жил в пучок. Количество состава в желобках, образуемых жилами, должно быть таким, чтобы он выступал в виде трех валиков над поверхностью пучка сжатых жил. Наличие незаполненных составом желобков недопустимо, так как после наложения стаканообразной подмотки под ней могут оказаться незаполненные составом пустоты. По обмазке на участке сжатых в пучок жил и дополнительно по оболочке кабеля подматывают поясную стаканообразную поливинилхлоридную ленту из восьми слоев.
На участках длиной по 20 мм от концов нижней и верхней частей поясной стаканообразной подмотки накладывают бандажи из шпагата. По цилиндрической части наконечников с заходом на фазную изоляцию также накладывают бандажи из шпагата, ширина их в зависимости от сечения жил приведена ниже:
![]()
Бандажи покрываются с помощью кисти поливинилхлоридным составом № 1.
С целью повышения влагостойкости и получения гладкой поверхности внешняя поверхность заделки покрывается слоем асфальтового изолирующего лака или цветной эмалевой краской.
После окончания монтажа заделки и присоединения ее к контактам электрооборудования временный бандаж из хлопчатобумажной ленты, наложенный ранее выше стаканообразной подмотки, можно удалить. Включение заделки под нагрузку из-за возможной течи пропитывающего состава допускается после высыхания поливинилхлоридного состава № 2.
Заделки с применением нелипкой поливинилхлоридной ленты и жидкого состава № 1 монтируются так же, как и заделки с применением липкой ленты, но время для монтажа заделки требуется значительно больше. При применении нелипкой ленты необходимо каждый слой подмоток во избежание ослабления плотности его наложения до выполнения следующего слоя временно закреплять на конце с помощью бандажа из двух-трех витков суровой нитки. Поверхность каждого слоя подмоток должна покрываться сначала первым, а после высыхания — вторым слоем состава № 1. Наложение следующего слоя ленты ведется уже по третьему слою состава № 1.
Монтаж заделок из поливинилхлоридных лент специального исполнения (т. е. при разности уровней от 10 до 15 м) имеет следующие особенности:
подмотка на изоляции жил выполняется из пяти слоев поливинилхлоридной ленты (вместо трех-четырех слоев);
уплотнение корешка заделки выполняется эпоксидным компаундом (вместо поливинилхлоридного состава № 2);
выравнивающая подмотка между наконечником и торцом изоляции жил производится хлопчатобумажной лентой с обмазкой каждого витка эпоксидным компаундом (вместо подмотки из поливинилхлоридной ленты).
Заделки типов ПКВ (рис. 3-56) и ПКВэ (рис. 3-57) для кабелей с пластмассовой изоляцией.

Рис. 7-74. Выполнение заземления для заделок ПКВ кабелей на напряжение 6 кВ с пластмассовой изоляцией.
1 — бандаж из суровых ниток; 2 — экран из полупроводящего материала; 3 — ленты металлического экрана; 4 — шланг; 5 — провод заземления, припаиваемый к металлическим экранам всех трех фаз; 6 — подмотка; 7 — проволочный бандаж; 8 — обрез шланга; 9 — линия перегиба.
Конец кабеля разделывается согласно рекомендациям § 7-4 по рис. 7-37 и 7-38. Особенности монтажа заделки ПКВ в зависимости от напряжения после разделки кабеля и монтажа наконечников сводятся к следующим операциям.
Для кабелей до 1 кВ (рис. 3-56, Се) разводят и выгибают жилы с расстоянием между центрами наконечников не менее 50 мм, накладывают выравнивающую подмотку из поливинилхлоридной ленты на оголенные участки жил между местом среза фазной изоляции и торцом цилиндрической части наконечника и выполняют гидроизоляцию «корешка» заделки подмоткой липкой лентой.
Для защиты от действия света накладывается двухслойная подмотка из поливинилхлоридной ленты по всей поверхности жил с полиэтиленовой изоляцией с заходом на цилиндрическую часть наконечников и на шланг «корешка» заделки. Эта операция исключается при поливинилхлоридной фазной изоляции.
Производят намотку бандажа из суровых ниток по подмотке у наконечников и припайку к броне провода заземления.
Для кабелей 6 кВ (рис. 3-56,б и 7-74) разводят и выгибают жилы с расстоянием между центрами наконечников не менее 100 мм. Ленты металлического экрана сматывают с конца каждой жилы до линии перегиба 9 (находящейся выше обреза шланга на 25 мм) с отгибанием их в этом месте вниз и обрезкой па расстоянии 50—60 мм от перегиба. Отогнутые отрезки металлической ленты экрана прижимают к шлангу и броне, облуживают и после устройства проволочного бандажа провод заземления припаивают паяльником к лентам всех трех фаз и броне.
Ленты полупроводящего экрана сматывают с конца каждой жилы. Затем их на расстоянии 40 мм от обреза выше шланга 8 перевязывают бандажом 1 из суровых ниток и в этом месте обрывают.
У кабелей с полиэтиленовой изоляцией, кроме того, чистой тряпкой, смоченной в ацетоне или бензине, тщательно по всей длине жилы смывают графитовый слой. Делают выравнивающую подмотку из липкой поливинилхлоридной ленты на оголенных участках жил, между местом среза фазной изоляции и торцом цилиндрической части наконечника, и двухслойную подмотку из поливинилхлоридной ленты по всей поверхности жил с полиэтиленовой изоляцией до обреза полупроводящего экрана. Эта операция исключается при поливинилхлоридной фазной изоляции.
Далее наматывают бандаж из суровых ниток по подмотке у наконечников и производят двухслойную подмотку липкой поливинилхлоридной лентой на участке жил, на котором оставлены полупроводящие экраны, а также на участках кабеля с отогнутыми лентами металлического экрана и местах припайки к ним заземляющего провода.
Для кабелей 10 кВ (рис. 3-56,в и 7-51) разводят и выгибают жилы с расстоянием между центрами не менее 120 мм. Концевая подмотка и заземление выполняются так же, как и для муфты 10 кВ типа ПСЭс (§ 7-5). Присоединение смонтированных заделок к элементам оборудования, контурам заземления и закрепления хомутиками не отличаются от заделок кабелей с бумажной изоляцией.
Монтаж заделки типа ПКВэ имеет следующие особенности:
для уменьшения размеров отливаемого эпоксидного корпуса жилы кабеля разводят и выгибают так, чтобы на выходе из шланга они находились по вершинам равностороннего треугольника для трехжильных кабелей и по вершинам квадрата — для четырехжильных кабелей;
для обеспечения адгезии эпоксидного компаунда к поливинилхлориду участок поливинилхлоридного шланга (всех трех шлангов для кабелей 10 кВ) обрабатывают напильником и смазывают клеем ГТЭД-Б.
Корпус заделки отливается на месте монтажа в съемной форме (рис. 3-58), выбираемой по табл. 3-42.
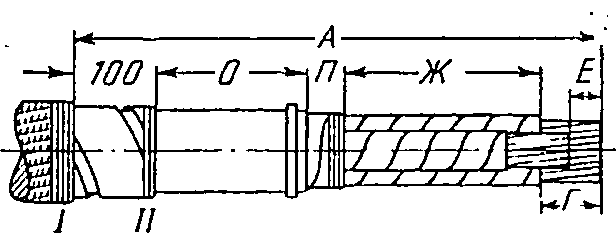
Рис. 7-75. Разделка конца кабеля для монтажа мачтовой муфты типа КМ (размеры даны в миллиметрах).
Мачтовую муфту (рис. 3-34 и 3-42) монтируют в горизонтальном положении, стоя на уровне земли, с последующим подъемом смонтированной муфты вместе с кабелем на опорную конструкцию или в вертикальном положении — непосредственно на опорной конструкции с устройством лесов. Концы кабеля разделываются согласно рекомендациям рис. 7-75 и табл. 7-31 (средняя
Таблица 7-31
Размеры для разделки кабеля при монтаже мачтовых муфт
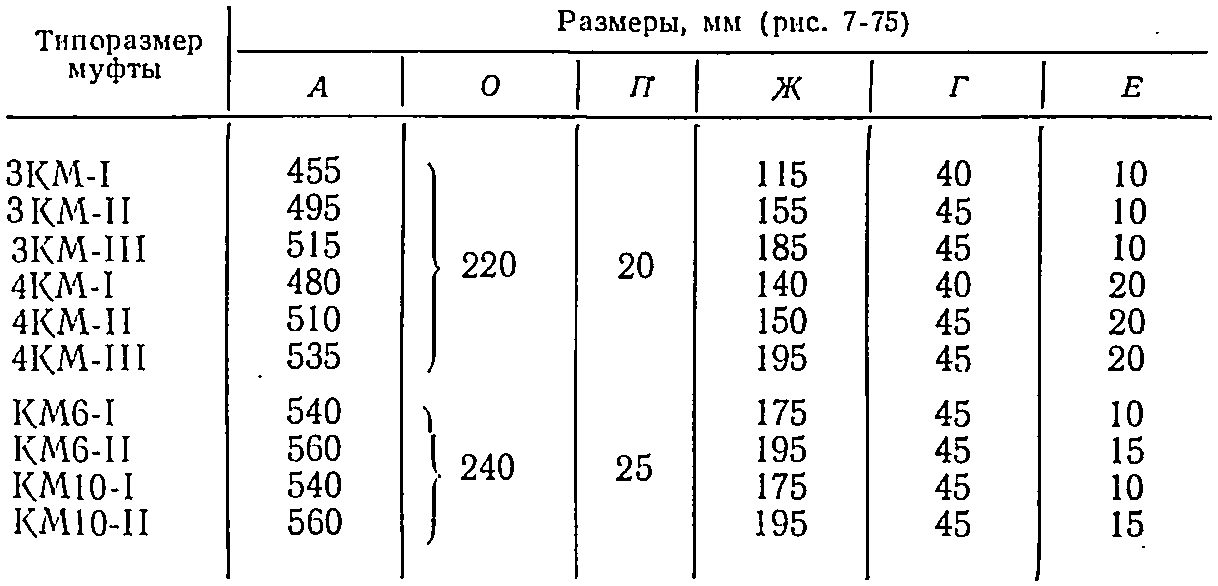
Примечание. Размеры А, Ж приведены для крайних жил.
жила короче крайних па величину Е). На конец кабеля перед его разделкой надевают латунный конус с припаянной к нему манжетой и сдвигают вниз по оболочке кабеля ниже места разделки на прикрытую чистой тряпкой часть кабеля.
Снимают защитные покровы кабеля. Цветные ленты на жилах кабеля временно оставляют на месте для защиты от загрязнения бумажной изоляции. При использовании алюминиевой оболочки в качестве нулевого рабочего провода к ней на участке О (табл. 7-31) и к броне кабеля припаивают медный гибкий проводник-перемычку. Припайку его к оболочке производят с устройством по длине оболочки двух бандажей. Разводят и выгибают жилы кабеля так, чтобы они находились в одной плоскости и определяют положение кабельных наконечников. Лишние концы жил отрезают, жильную изоляцию снимают на длине, требуемой для цилиндрической части наконечника и- у места обреза изоляции перевязывают ее временно суровой ниткой.
На жилы кабеля надевают наконечники и оконцовывают методом пайки или опрессовки (табл. 7-32, рис. 7-76). При использовании алюминиевой оболочки в качестве нулевого рабочего провода наконечник для проводника-перемычки выбирают соответственно его сечению.
Таблица 7-32
Наконечники для оконцевания жил кабелей в мачтовых муфтах (рис. 7-76)
Сечение жилы, мм3 | Размеры, ММ | |||||||
А | Б | d1 | d2 | R | D | п* | в | |
6 | 11 | 7 | 3,5 | 6,5 | 12 | 13 | 2 | 30 |
10 | 14 | 8 | 4,5 | 7,5 | 12 | 13 | 2 | 30 |
16 | 19 | 9 | 6 | 9 | 12 | 13 | 2 | 30 |
25 | 22 | 10 | 7 | 10 | 12 | 13 | 2 | 30 |
35 | 28 | 12 | 9 | 12 | 12 | 13 | 2 | 30 |
50 | 31,4 | 14 | 10 | 14 | 14 | 17 | 2 | 30 |
70 | 38 | 15 | 12 | 17 | 14 | 17 | 3 | 35 |
95 | 44 | 17 | 14 | 19 | 14 | 17 | 3 | 35 |
120 | 51 | 18 | 16 | 21 | 14 | 17 | 3 | 35 |
150 | 53 | 20 | 17 | 23 | 16 | 23 | 3,5 | 40 |
185 | 59 | 25 | 19 | 25 | 16 | 23 | 3,5 | 40 |
240 | 66 | 30 | 21 | 27 | 16 | 23 | 3,5 | 40 |
* Толщина луженой меди (на рисунке не показана),
Удаляют кольцо металлической оболочки между двумя кольцевыми надрезами с последующим перевязыванием суровой ниткой поясной изоляции и разбортовкой края металлической оболочки кабеля. С жил кабеля снимают расцветочные ленты, бумажную изоляцию у концов жил снова перевязывают суровой ниткой и жилы кабеля снова сводят вместе.
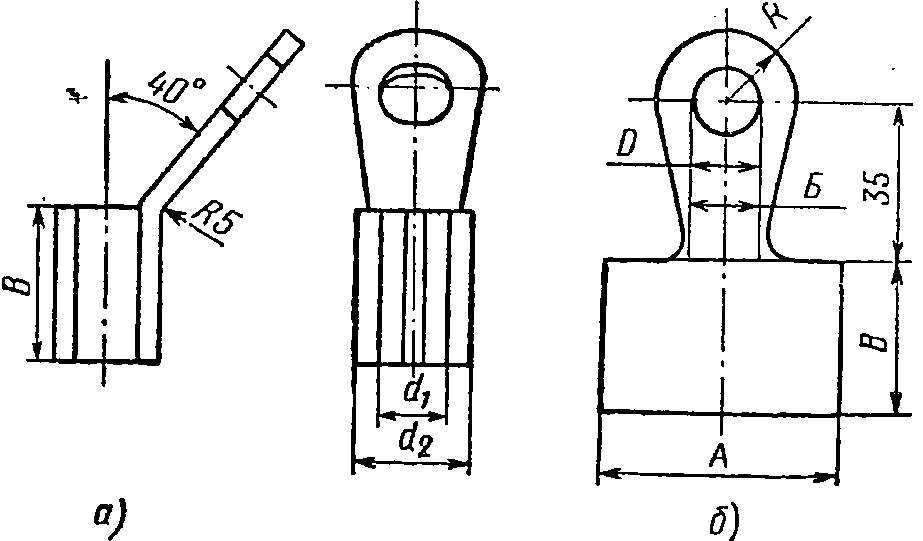
Рис. 7-76. Наконечник для оконцевания жил при монтаже мачтовых муфт (размеры даны в миллиметрах).
а — наконечник; б — развертка наконечника.
В нижнюю часть корпуса муфты укладывают прокладку из пенькового канатика, проваренного в битуме при 165°С (уплотнение типа «впадина-зуб»), и в горловину корпуса пропускают сведенные вместе жилы кабеля. Это относится также и к медному гибкому проводнику-перемычке с его наконечником.
Наконечники фаз прикрепляют к контактным стержням проходных изоляторов (удобнее начинать со средней короткой фазы), корпус муфты соединяют с конусом болтами и временно крепят в строго вертикальном положении к опоре.
Разделанный конец кабеля прошпаривают массой МП-1 до тех пор, пока в массе, вытекающей из муфты, прекратится выделение пены.
Края свинцовой манжеты обколачиваются легкими ударами молотка из твердой породы дерева до полного соприкосновения по всей окружности с оболочкой кабеля. Пайка свинцовой манжеты к оболочке кабеля производится после тщательной очистки поверхности оболочки.
В паз крышки муфты укладывают прокладку из пенькового канатика, проваренного в битуме при 165 °C, и корпус муфты соединяют с крышкой болтами; сливное отверстие конуса закрывают пробкой с резиновой прокладкой, перед заливкой кабельной массой муфту подогревают до 50—60°C.
Заливку муфты массой производят в три-четыре приема в зависимости от температуры окружающей среды и процента усадки массы. В первый прием кабельной массой покрывают всю разделанную поверхность кабеля. После значительной усадки во второй прием заливки кабельной массой покрывают контактные стержни проходных изоляторов до уровня, показанного па рис. 3-34,а пунктиром. После повторного остывания массы до температуры окружающей среды производят окончательную заливку муфты.
Далее проверяют герметичность заполнения муфты, подтягивают болты, закрывают пробками с резиновой прокладкой крышки муфты. Припаивают заземляющий провод к оболочке и броне кабеля с присоединением к зажиму заземления муфты, делают подмотку горловины. Затем поднимают муфту блоком на опору, крепят ее, окрашивают и присоединяют к линии.