Размеры разделки кабелей приведены в табл. 7-19 и на рис. 7-45.
Таблица 7-19
Размеры для разделки кабеля 6—10 кВ при монтаже эпоксидных муфт
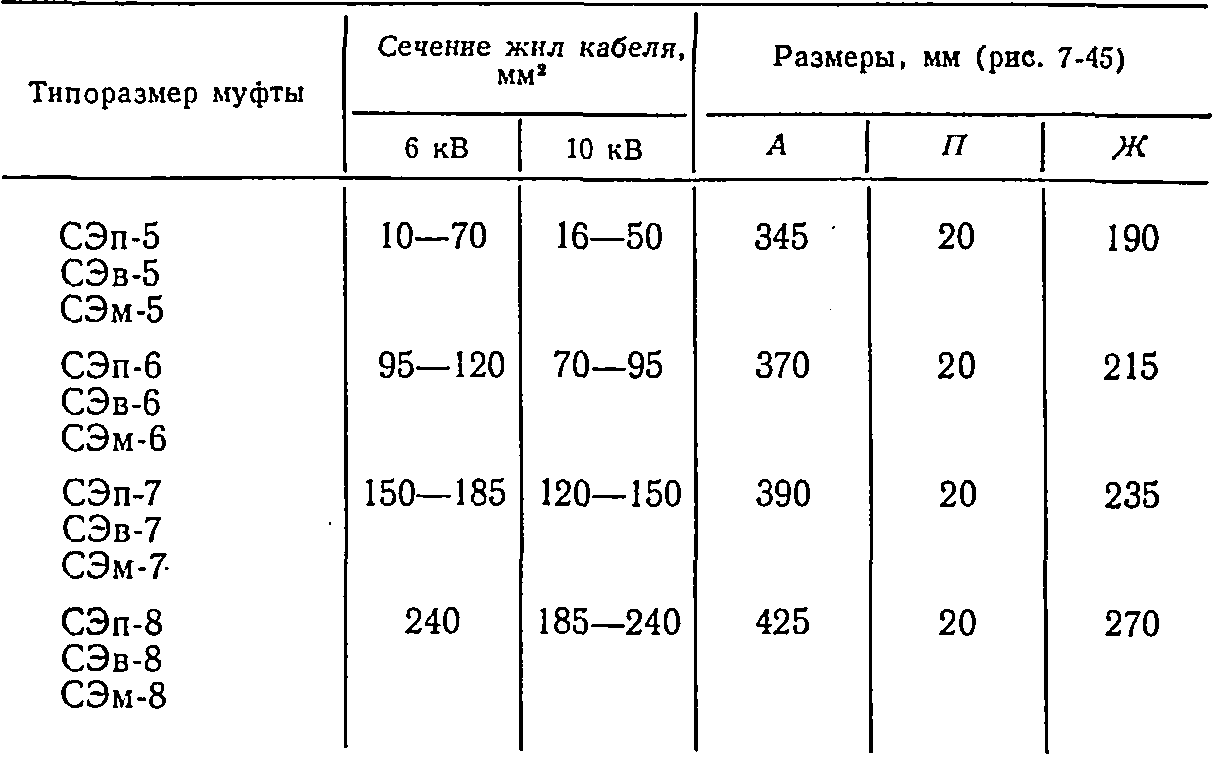
Ступенчатая разделка заводской изоляции на участке длиной 16 мм для кабеля 6 кВ и 25 мм для кабелей 10 кВ производится аналогично монтажу свинцовой муфты (рис. 7-48, б) и тем же количеством обрываемых лент по табл. 7-18. Выбор типоразмера муфты (СЭп, СЭв и СЭм) производится по табл. 3-15, а монтаж с учетом конструкции каждой из них согласно рис. 3-17—3-19. Особенностью монтажа этих муфт помимо заливки внутренней полости муфт эпоксидным компаундом являются следующие операции.
Для заземления муфт СЭп и СЭм применяется провод с поливинилхлоридной изоляцией либо голый провод с надетой на него поливинилхлоридной трубкой или промазанной эпоксидным компаундом подмоткой из хлопчатобумажных лент (поз. 5 на рис. 3-17 и поз. 6 на рис. 3-19). С концов проводов заземления снимается изоляция (или трубка) с таким расчетом, чтобы она осталась иа всей части провода, расположенного вне муфты, и входила в герметизирующую подмотку муфты на участках длиной 10—15 мм с каждой стороны. Оголенная часть провода заземления должна быть такой длины, при которой обеспечивается возможность припайки его к броне и оболочке кабеля.
Бумажная изоляция кабелей для всех эпоксидных муфт заводского изготовления после снятия с них цветных лент обезжиривается тряпкой, обильно смоченной в ацетоне или авиационном бензине.
Для муфт СЭп и СЭв двухслойная герметизирующая подмотка (поз. 8 на рис. 3-17 и 3-18) с 50%-ным перекрытием из сухой и чистой стеклоленты или хлопчатобумажной ленты накладывается на защищенные ступени брони и оболочки с обильной промазкой каждого витка ленты эпоксидным компаундом. Подмотка не должна доходить до края оболочки на 5 мм.
Двухслойная подмотка из стеклоленты шириной 16 мм с 50%-ным перекрытием и обильной промазкой каждого витка эпоксидным компаундом выполняется на оголенных частях жил всех трех типов эпоксидных муфт. Выполнение подмотки начинается с заполнения зазора между местом соединения жил и заводской изоляцией, для чего используется разрезанная вдоль или сложенная вдвое стеклолента. Для предотвращения образования воздушных включений подмотку выполняют с усилием, обеспечивающим выдавливание излишнего компаунда.
Распорки тщательно обезжиривают и устанавливают на изолированных участках жил всех трех типов муфт в местах перехода с криволинейной части на прямолинейную. Для муфт типа СЭп и СЭв места ввода кабелей уплотняют смоляной или поливинилхлоридной лентой, а щели между полумуфтами промазывают пластилином для предотвращения вытекания компаунда.
Кабели для линий с муфтами СЭп и СЭв укладывают так, чтобы исключить в процессе отверждения компаунда в муфте воздействие на нее изгибающих и растягивающих усилий. Вся поверхность муфт типа СЭм при установке ее в земле покрывается эпоксидным компаундом.
Эпоксидные соединительные муфты для кабелей до 1 кВ с пластмассовой изоляцией. Выбор для этих кабелей муфт типа ПСЭс производится по табл. 3-4 и рис. 3-6, а размеров разделки — по табл. 7-20 и рис. 7-50.
Таблица 7-20
Размеры для разделки кабелей с пластмассовой изоляцией для монтажа муфт
Тип муфты | Размеры, мм (рис. 7-50) | |||
Б | ш | Ж | А | |
ПСЭс-1 | 50 | 70 | 105 | 225 |
ПСЭс-2 |
|
| 140 | 260 |
ПСЭс-3 |
|
| 160 | 280 |
11СЭс-5, СЭп-5, СЭв-5 |
| - | 225 | 345 |
ПСЭс-6; СЭп-6; СЭв-6 |
|
| 250 | 370 |
ПСЭс-7, СЭп-7, СЭв-7 |
|
| 270 | 390 |
ПСЭс-8, СЭп-8, СЭВ-8 |
|
| 305 | 425 |
ОЭ-1 |
|
| 115 | 235 |
ОЭ-2 |
|
| 140 | 260 |
ОЭ-3 |
|
| 170 | 290 |
ОЭ-4 |
|
| 220 | 330 |
СЧм-40 | 105 | 45 | 95 | 245 |
С Ч м-50 | 120 |
| 125 | 290 |
СЧм-60 | 130 |
| 145 | 320 |
СЧм-70 | 130 |
| 180 | 355 |
Особенности монтажа муфт в съемной форме типа ПСЭс после разделки кабеля заключаются в следующих технологических операциях.
Производят разводку и выгибание жил по треугольнику обоих концов соединяемых кабелей. К броне прикрепляют бандажом провод заземления и припаивают. Удаляют фазную пластмассовую изоляцию на длине, потребной для соединения жил.
Производят обработку напильником и промазку клеем ПЭД-Б поверхностей поливинилхлоридного шланга на длине 70 мм. В клей перед его использованием вводится отвердитель полиэтиленполиамии из расчета 1,5 части на 100 частей клея. При монтаже кабелей с поливинилхлоридной изоляцией клеем ПЭД-Б промазывается изоляция жил по всей длине разделки, при монтаже кабелей с полиэтиленовой изоляцией поверхность монтажа жил «заершивается» напильником.
Далее соединяют жилы кабелей. На ступень брони накладывают подмотку из киперной ленты с промазкой каждого витка эпоксидным компаундом с введенными в него наполнителем и отвердителем.
Распорки тщательно обезжиривают ацетоном или авиационным бензином, зачищают наждачной бумагой, устанавливают на изолированные жилы и закрепляют на жилах бандажом из суровых ниток, при этом можно устанавливать на каждой муфте по одной распорке между соединительными гильзами в центре муфты.
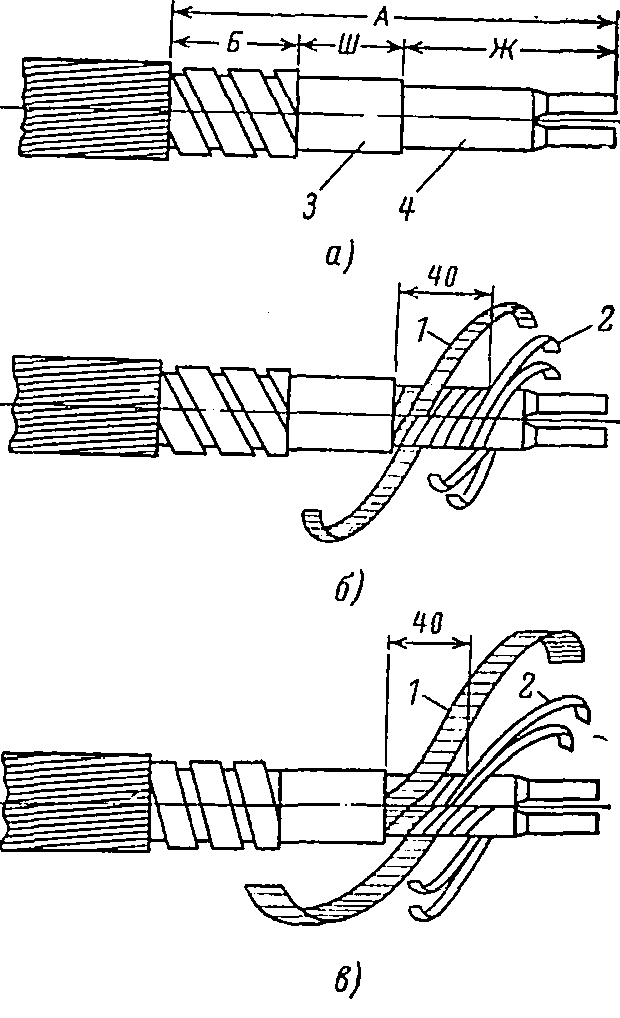
Рис. 7-50. Разделка кабелей с пластмассовой изоляцией.
а — на напряжение I кВ; б — на напряжение 6 кВ; в — на напряжение 10 кВ; 1 — лента металлического экрана; 2 — лента полупроводящего экрана; 3 — шланг; 4 — изоляция жил.
Устанавливают пластмассовую или металлическую форму. Внутреннюю поверхность металлической формы предварительно очищают и смазывают техническим вазелином. Изоляционные расстояния а и b должны выдерживаться в соответствии с табл. 3-4.
Провод заземления укладывают вдоль литника на скобки из проволоки, установленные в канале литниковой части формы.
Съемную форму заливают эпоксидным компаундом.
После отверждения компаунда форму снимают, и если муфта будет расположена открыто на воздухе, то поверхность ее покрывают слоем токопроводящей обмазки, состоящей из 80% графита и 20% битума.
Эпоксидные соединительные муфты для кабелей 6 кВ с пластмассовой изоляцией. Выбор для этих кабелей муфт типов СЭп и СЭв производится по табл. 3-16, типа ПСЭс — по табл. 3-16 и рис. 3-20.
Особенности монтажа муфты в съемной форме типа ПСЭс после разделки кабеля заключаются в следующих технологических операциях.
После разводки и выгибания жил по треугольнику с конца каждой жилы сматывают ленты металлического и полупроводящего экрана. Ленты металлического экрана от самого обреза шланга отгибают в сторону брони. На ленты полупроводящего экрана на расстоянии 40 мм от обреза шланга накладывают бандажи из суровых ниток и остатки лент обрывают у кромки бандажа. У кабелей с полиэтиленовой изоляцией чистой тряпкой, смоченной в ацетоне или бензине тщательно по всей длине смывают полупроводящий графитовый слой экрана.
Смазывают клеем ПЭД-Б предварительно обработанный напильником участок поливинилхлоридного шланга, а в кабелях с, поливинилхлоридной изоляцией — также изоляцию жил.
Отогнутые ленты металлического экрана всех трех фаз обрезают на расстоянии 80—90 мм от линии перегиба у обреза шланга, облуживают с внешней стороны и прижимают к защитному шлангу. Медные ленты облуживают припоем ПОССу-35-2, алюминиевые ленты — припоем А.
Заземляющий провод вместе с металлическим экраном прикрепляют бандажом к броне кабелей и припаивают. Дальнейшие операции аналогичны операциям монтажа эпоксидных муфт для кабелей 1 кВ.
Эпоксидные соединительные муфты для кабелей 10 кВ с пластмассовой изоляцией- Выбор для этих кабелей муфт типов СЭп и СЭв производится по табл. 3-16, ПСЭс — по табл. 3-16 и рис. 3-21.
Особенности монтажа муфты типа ПСЭс после разделки кабеля заключаются в следующих технологических операциях.
После разводки и выгибания жил по треугольнику с конца каждой жилы сматывают ленты металлического и полупроводящего экранов до обреза шланга.
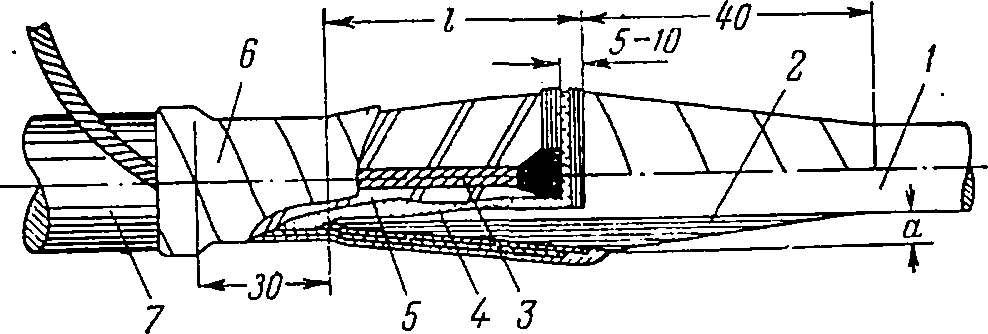
Рис. 7-51. Конусная подмотка для кабеля 10 кВ с пластмассовой изоляцией (размеры даны в миллиметрах).
1 — пластмассовая изоляция жилы; 2 — конусная подмотка; 3 — провод заземления; 4 — экран из полупроводящего материала; 5 — металлический экран; 6 — подмотка поливинилхлоридной лентой; 7 — шланг.
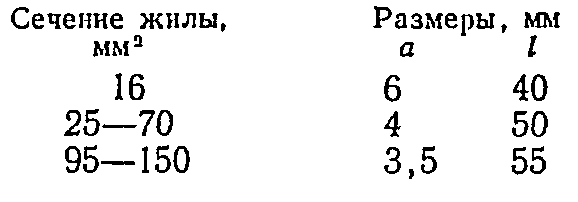
У кабелей с полиэтиленовой изоляцией, кроме того, чистой тряпкой, смоченной в ацетоне или бензине тщательно по всей длине жилы смывают графитовый слой экрана. Отступая на 30 мм (рис. 7-51) от торца обреза шланга по пластмассовой изоляции жил, выполняют конусную подмотку:
Поверх конусной подмотки (из липких поливинилхлоридной или полиэтиленовой лент) плотно наматывают с 30—50%-ным перекрытием ранее смотанные ленты полупроводящего экрана. Ленты закрепляют на вершине конусной подмотки бандажом из суровых ниток и ровно обрывают по кромке бандажа. Смотанные ленты металлического экрана применяют и обрезают с таким расчетом, чтобы после их намотки на конус они не доходили до отреза лент полупроводящего экрана на 5—10 мм. Концы лент металлического экрана облуживают.
Заземляющий провод расплетается на три одинаковые части, и каждую часть припаивают паяльником к облуженным местам лент металлического экрана жил. При монтаже кабелей с медным экраном припайка заземляющего провода может производиться после наложения экрана на конусную подмотку.
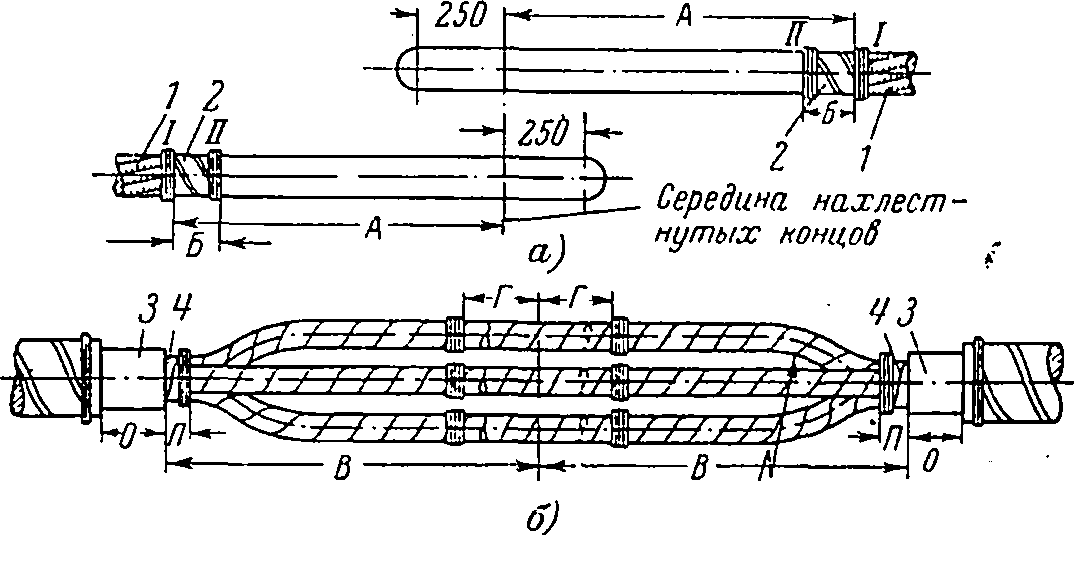
Рис. 7-52. Разделка кабелей при монтаже стопорных муфт (размеры даны в миллиметрах).
а — укладка концов кабелей перед их разделкой; б — размещение жил кабеля перед их соединением; 1 — наружный покров; 2 — броня; 3 — оболочка; 4 — поясная изоляция.
Металлические ленты экрана наматывают на конусную подмотку и закрепляют проволочным бандажом на расстоянии 5 мм от бандажа из суровых ниток, наложенного на ленты из полупроводящего экрана. Гладким деревянным валиком приглаживают морщины на поверхности экрана и по нему делают подмотку поливинилхлоридной лентой. Выполнение дальнейших операций аналогично выполнению операции монтажа эпоксидных муфт для кабелей 1 кВ.