При монтаже этих муфт проверяют на месте монтажа наличие и соответствие свинцовых труб (табл. 3-10), защитных кожухов (табл. 3-11) и соединительных гильз (табл. 7-2, 7-6, 7-11) или стальных форм для соединения алюминиевых жил.
Выбор размеров при разделке кабеля производят по табл. 7-17 и рис. 7-46, а снятие, внешних покровов — согласно § 7-4 с тем лишь добавлением, что лишние куски кабеля отрезают и на один из соединяемых концов надвигают за границы его разделки (рис. 7-47) свинцовую трубу. Предварительно трубу выправляют киянкой на деревянном шаблоне, что придает ей цилиндрическую форму, протирают ее внутреннюю поверхность сухой чистой тряпкой, а поверхность той части кабеля, на которую временно надвигают трубу, закрывают на длину трубы чистой тряпкой или лучше клеенкой. Аналогично монтажу чугунной муфты слегка разводят жилы кабеля и выгибают их по шаблону (рис. 7-34, а).
Таблица 7-17
Размеры для разделки кабеля для монтажа свинцовых муфт
Типоразмер муфты | Размеры, мм (рис. 7-46) | Типоразмер муфты | Размеры, мм (рис. 7-46) | ||||
А | К | Ж | А | К | Ж | ||
СС-60 | 330 | 270 | 175 | СС-90 | 380 | 320 | 225 |
СС-70 | 345 | 285 | 190 | СС-100 | 405 | 345 | 250 |
СС-80 | 370 | 310 | 215 | СС-110 | 450 | 390 | 294 |
Примечание. Длина оголенной части жил Г зависит от принятого способа соединения жил.
Работа по снятию свинцового кольца несколько усложняется за счет разбортовки металлической оболочки кабеля, а по сравнению с технологической последовательностью операций монтажа чугунных соединительных муфт сдвигается и выполняется после процесса изолирования.
Придав жилам кабеля необходимое положение, с каждого конца жилы снимают бумажную изоляцию и цветную ленту на длину, равную половине длины соединительной гильзы с увеличением ее в зависимости от способа соединения. Верхние цветные бумажные ленты па отдельных жилах кабеля (по всей остальной длине) оставляют в целях защиты от загрязнения расположенной под ними бумажной изоляции кабеля.

Рис. 7-46. Разделка конца кабеля для свинцовой муфты (размеры даны в миллиметрах).
Чтобы предохранить эти ленты и изоляцию кабеля от развертывания, около срезов бумажной изоляции расцветочные ленты перевязывают временным бандажом из хлопчатобумажной нитки.
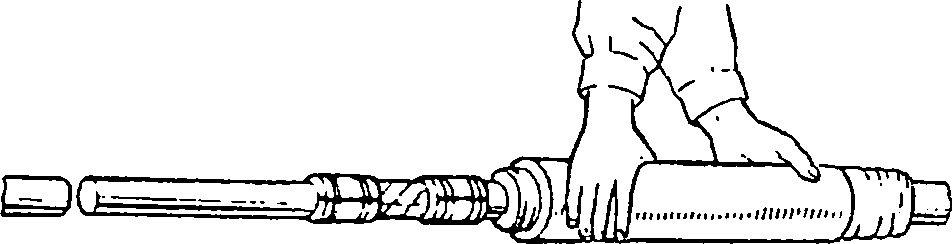
Рис. 7-47. Надевание свинцовой трубы на один из концов соединяемых кабелей.
Соединение жил в свинцовой муфте аналогично соединению жил в соединительных чугунных муфтах, однако с тем различием, что обработанные после пайки гильзы и прилегающие к ним участки жил промывают несколько раз разогретой до 120—130 °С массой МП-1 для удаления загрязнений (рис. 7-48,а).
Разделку кабеля под комбинированное изолирование (роликами и рулонами) начинают с того, что снимают верхние расцветочные ленты, а затем удаляют часть бумажных лент изоляции в количестве, указанном в табл. 7-18, придавая оставшейся части бумажной изоляции жил у торцов соединительных гильз ступенчатую форму (рис. 7-48,б).
С этой целью, а также для получения ровного обрыва бумажных лент соответственно указанным длинам на изоляцию навивают один виток стальной проволоки
(можно суровую нитку) с прикрепленными на концах свинцовыми грузиками (рис. 7-48,б).

Рис. 7-48. Примеры отдельных операций, связанных с изолированием свинцовой муфты.
а — промывание бумажной изоляции и места соединения массой МП-1; б — ступенчатая разделка бумажной изоляции жил; в — раскладка бумажной изоляции для комбинированного изолирования; г — положение ролика в руке при намотке; д — положение ролика и ленты в начале намотки второго слоя ролика шириной 10 мм; е — наложение рулонной подмотки способом перемотки; 1 — проволока с грузиками; 2 — разделанные ступени заводской изоляции; 3 — подмотка бумажными роликами с шириной ленты 5 мм; 4 — то же с шириной ленты 10 мм; 5 — обмотка бумажными рулонами; 6 — положение с изолированием места соединения перед намоткой роликами шириной 10 мм второго слоя.
Сняв верхние ленты и оборвав их у места намотки стальной проволоки, последнюю перемещают по направлению к гильзе на расстояние, равное ширине ступени. Таким образом снимают по ступеням всю фазную изоляцию.
Таблица 7-18
Ступенчатая разделка бумажной изоляции жил у торцов соединительных гильз (рис 7-48, б)
Напряжение кабеля, кВ | Рекомендуемое количество ступеней | Количество отрываемых лент на одной ступени | Ширина ступени, мм |
6 | 2 | 8 | 8 |
| 4 | 4 | 4 |
10 | 3 | 8 | 8 |
| 6 | 4 | 4 |
Разделанную поверхность кабеля обильно прошпаривают разогретой до 120—130 °C массой МП-1, чтобы удалить с поверхности изоляции возможные загрязнения и влагу и ввести в нее дополнительную пропиточную массу. Изолируют места соединения бумажными роликами и рулонами. Номера комплектов роликов и рулонов выбирают по данным § 3-4, а подготовку их к намотке осуществляют в соответствии с указаниями § 7-1.
Восстановление бумажной изоляции в местах соединений жил начинают с оголенных участков между торцами гильз и ступенями разделки фазной заводской изоляции жил (рис. 7-48, в). При этом сначала наматывают ролики шириной 5 мм до поверхности заводской изоляции или до поверхности гильзы в зависимости от того, какая из них имеет меньший диаметр. Дальнейшее наложение дополнительной изоляции в месте соединения жил до поверхности гильзы или до поверхности заводской изоляции жил производят роликами шириной 10 мм. Таким же роликом наматывают еще шесть-семь слоев над местом соединения и по заводской изоляции на ширине наматываемого сверху рулона.
При обмотке ролик следует держать между большим и указательным пальцами правой руки (рис. 7-48,а), а левой рукой разглаживают намотанные витки, добиваясь их затяжки и плотного прилегания к изолируемой жиле. Каждый слой бумажной ленты необходимо накладывать плотно с усилием без воздушных зазоров и складок, выдавливая излишки пропиточной массы, с зазором 0,2—0,3 мм между соседними витками одного и того же слоя. Первый слой наматывают, начиная с левого торца обмотки, передвигаясь постепенно к правому ее торцу. Затем делают поворот и наматывают второй слой, перемещаясь уже от правого торца обмотки к левому. Чтобы при повороте ленты не образовалось складок, на иен в необходимых случаях делают вырез посередине ширины ленты на длине 100—200 мм в зависимости от диаметра ступени, на которой производится поворот (рис. 7-48, д).
Зазор между торцами ступеней заводской изоляции и торцами слоев подмотки роликами не должен превышать 0,3 мм. В радиальном направлении зазоры между лентами подмотки в одном направлении не должны совпадать, что достигается соответствующей установкой роликов вначале подмотки и выполнением необходимой длины выреза при повороте. Одновременно с подмоткой роликом промывают жилы горячей массой МП-1.
После того как весь участок разделки соединяемых концов кабелей подмотан роликами и подогнан до полного диаметра заводской изоляции, производят дальнейшее изолирование цилиндрическими рулонами. С рулона, взятого из банки, обрывают два-три верхних слоя бумаги, зажимают рулон с обоих торцов руками и плотно навивают его на подмотанную заводскую изоляцию кабеля (рис. 7-48, е). Во время намотки при каждом обороте рулона подтягивают уже намотанные слои. По окончании перемотки рулона продолжают вращать бумагу в направлении намотки ее уплотнения. При этом вытесняются лишняя масса и воздух, которые имелись между слоями бумаги. Эту операцию следует выполнять осторожно, чтобы не сдвинуть с места весь рулон, и быстро, чтобы не дать рулону остыть.
Затянув рулон до отказа, удаляют верхние, загрязненные руками слои бумаги с таким расчетом, чтобы общая толщина изоляции, намотанная поверх гильзы, была равна 7 мм — для кабелей 10 кВ и 5 мм — для кабелей 6 кВ, а длина рулонной подмотки соответствовала бы размеру N, приведенному в табл. 3-10 и на рис. 3-12. Толщина намотанной изоляции контролируется с помощью кронциркуля. Качество ее определяется плотностью намотки и проверяется нажатием большого и указательного пальцев.
С обоих концов рулонную подмотку длиной 20 мм для кабелей 10 кВ обрывают на конус (размер Н, рис. 3-12). Каждый рулон во избежание разматывания перевязывают хлопчатобумажной пряжей, взятой из банки.
После изолирования мест соединения всех трех жил и промывки изоляции жилы сближают вплотную и на них наматывают по центру муфты общий бандаж толщиной 2 мм из бумажной ленты шириной 50 мм; бандаж перевязывают хлопчатобумажной пряжей. Допускается накладывание двух бандажей шириной по 25 мм с каждой стороны рулонной подмотки на расстоянии 10 мм от начала конусной разделки рулона.
Удаляют кольцевые пояски свинцовой или алюминиевой оболочки, перевязывают бандажом из хлопчатобумажной пряжи поясную изоляцию, обрабатывают торцы металлических оболочек, чтобы они не имели острых краев и заусенцев, и их разбортовывают (рис. 7-36), используя при этом для алюминиевой оболочки дюралюминиевый инструмент.
Разбортовку металлических оболочек концов кабелей, соединяемых в муфтах напряжением выше 1 000 В, выполняют в самом опасном (в смысле электрического пробоя) месте, которым является шейка муфты. Здесь происходит переход напряженности электрического поля от диаметра по изоляции кабеля к диаметру по изоляции муфты. Образование раструба обеспечивает плавный переход и более благоприятное распределение напряженности электрического поля в этом месте. Поверхность мест соединений тщательно промывают разогретой массой МП-1.
Свинцовую муфту, надетую ранее на один конец кабеля, надвигают на место соединения жил. Затем монтер, придерживая левой рукой свинцовую муфту, правой начинает обивать один из концов муфты, придавая ему форму полушария (рис. 7-49, а). Обколачивание производят легкими ударами валька (молотка) из твердого дерева. Муфту медленно поворачивают так, чтобы от постукивания образовалось ровное полушарие без каких-либо складок. Радиус шара должен быть равен половине диаметра свинцовой муфты. Когда края муфты с одного конца плотно соприкасаются со свинцовой или алюминиевой оболочкой кабеля, монтер начинает так же обколачивать и второй конец муфты.
Если оба конца муфты плотно соприкасаются со свинцовой или алюминиевой оболочкой и муфта поворачивается на кабеле с некоторым усилием, то в верхней части муфты на расстоянии l, указанном в табл. 3-10 и на рис. 3-12, вырубают заливочное отверстие треугольной формы со сторонами 25—30 мм, при этом прорубают лишь две стороны треугольника, а по третьей свинец отгибают кверху (рис. 7-49,б).

Рис. 7-49. Примеры отдельных операций по герметизации муфты.
а — обколачивание торцов свинцовой трубы; б — прорубание заливочных отверстий; в — припаивание горловины муфты к оболочке кабеля; а — запаивание заливочных отверстий.
Поверхность муфты из свинцовой или алюминиевой оболочек кабеля перед пайкой шеек муфт тщательно очищают. Места пайки свинцовой оболочки оскабливают ножом или стальной щеткой, затем слегка подогревают паяльной лампой или газовой горелкой и протирают тряпкой, пропитанной в стеарине. Места пайки алюминиевой оболочки после тщательной механической очистки нагревают пламенем паяльной лампы и залуживают припоем марки А. Затем паяльной лампой или газовой горелкой нагревают место пайки и пруток припоя ПОССу-35-2 для свинцовой оболочки или марки А для алюминиевой оболочки накладывают на место пайки (рис. 7-49, в) слоем толщиной 4—5 мм.
Чтобы предупредить вытекание пропиточного состава из-под брони кабеля при нагревании алюминиевой оболочки, что может привести к загрязнению облуженной поверхности и снизить качество пайки, в месте отреза брони подматывают шнуровой асбест. Пайка свинцовой трубы к алюминиевой оболочке требует большого навыка и внимания со стороны исполнителя.
При пайке необходимо следить за тем, чтобы не прожечь насквозь свинцовую муфту или оболочку кабеля, и чтобы поверхность пайки была гладкой, без раковин или незапаянных трещин. Место пайки нижней части муфты следует осматривать с помощью зеркала.
Чтобы бумажная изоляция кабеля не перегрелась, пайку свинцовой муфты к свинцовой или алюминиевой оболочке кабеля следует производить возможно быстрее, затрачивая не более 3—4 мин на один конец муфты. Запаянную горловину муфты покрывают стеарином для охлаждения и очищения места пайки, затем заливают массой МБ-70 или МБ-90 в порядке рекомендаций, изложенных в § 7-1 для этой работы. После заливки и остывания муфты заливочные отверстия плотно закрывают отогнутым ранее концом свинца и тщательно запаивают (рис. 7-49, г).
Заземляют свинцовую муфту согласно указаниям, приведенным в § 7-4; заземляющий провод последовательно присоединяется к бронелентам и свинцовой или алюминиевой оболочке одного конца кабеля; к середине свинцовой муфты; к свинцовой или алюминиевой оболочке и бронелентам другого конца кабеля.
Окончив пайку заземления, муфту помещают в защитный кожух. Перед укладкой в чугунный кожух негерметичного исполнения свинцовую муфту, заземляющие проводники, оголенные участки брони и оболочки кабеля покрывают битуминозной массой, разогретой до 130 °С.
При монтаже муфт на кабелях с алюминиевыми оболочками для защиты от почвенной коррозии участки алюминиевых оболочек около муфты и муфту дополнительно обрабатывают согласно рекомендациям § 7-1. На кабеле по обе стороны от свинцовой муфты делают подмотки из просмоленной ленты, диаметр которых должен быть больше на 4—5 мм внутреннего диаметра горловины кожуха, для того чтобы при подтяжке болтов, зажимающих горловины, кабель оказался прочно закрепленным. Свинцовую муфту укладывают в нижнюю половину защитного кожуха так, чтобы подмотки из просмоленной ленты расположились в горловинах защитного кожуха. Верхнюю половину кожуха укладывают так, чтобы выступы вошли в пазы нижней половины. После этого половины кожуха скрепляют болтами.
В случаях, когда муфта будет находиться ниже уровня грунтовых вод, но выше уровня промерзания почвы, нужно применять кожухи герметичной конструкции с двумя заливочными отверстиями, через которые заполняют кожух массой типа мягчителя резины.
При расположении муфты в кабельном сооружении ее защищают кожухом типа К (рис. 3-16) из стальной трубы внутренним диаметром: 150 мм — для муфт СС-60 до СС-100, СЭп-5, СЭп-6, 170 мм — для муфт СС-110 и СЭп-7, СЭп-8.