7-3. Соединение алюминиевых жил между собой и с медными жилами, ответвление от них и оконцевание
Основной недостаток опрессовки при соединениях трехжильных кабелей — расхождение жил в гильзе вследствие их удлинения и перекос всего места соединения, что особенно проявляется при опрессовке второй и третьей жил. Этот недостаток можно ликвидировать лишь последовательной подгонкой соединяемых жил по мере их опрессовки, т. е. после опрессовки первой жилы пригоняют и обрезают излишки второй жилы, а после опрессовки второй — удаляют излишки соединяемых концов третьей.
Выполнение соединений и оконцеваний алюминиевых жил значительно сложнее, чем медных. Это объясняется тем, что алюминий при соединении с кислородом воздуха покрывается тонким слоем окиси — оксидной пленкой. По этой причине осуществить соединение алюминиевых жил между собой или с медными жилами возможно только при условии предварительного разрушения или устранения каким-либо способом оксидной пленки на соединяемых жилах.
Выполнение соединений, ответвлений и оконцеваний алюминиевых жил кабелей можно производить теми же способами, что и медных жил, а также электросваркой, газовой или термитной сваркой (табл. 7-8).
Применение того или другого способа соединения или оконцевания алюминиевых жил кабеля зависит от характеристики кабеля, квалификации исполнителей, оснастки монтажных бригад и имеющегося в наличии теплоносителя.
Таблица 7-8
Рекомендации к применению способов соединения, ответвления и оконцевания алюминиевых жил трех- и четырехжильных кабелей

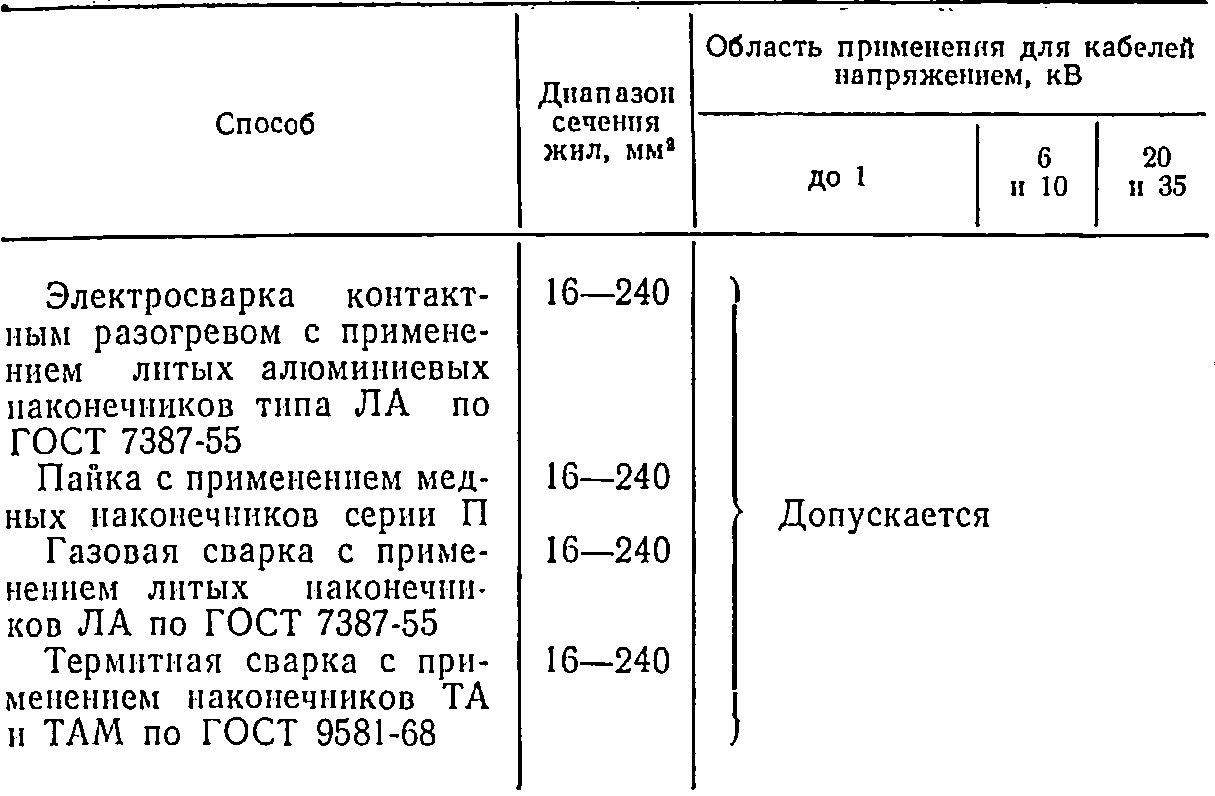
- Применение опрессовки для соединения в муфтах алюминиевых жил кабелей для электростанций с агрегатами 50 МВ • А и более, районных подстанций и кабельных сетей энергосистем городов республиканского, краевого, областного и окружного подчинения, а также для кабелей, прокладываемых в туннелях, ограничивается напряжением до 1 кВ включительно.
- Наконечники, указанные в таблице, применяются при монтаже концевых заделок. Для концевых муфт применяются специальные наконечники, входящие в их конструкцию,
В практике эксплуатационных предприятий для соединения и оконцевания алюминиевых жил кабелей наибольшее применение нашел способ пайки, а для оконцеваний — также и опрессовки. В крупных электромонтажных предприятиях (например, системы Главэлектромонтажа Минмонтажспецстроя СССР) пайка применяется в редких случаях. Весьма перспективным способом соединения является термитная сварка.

Рис. 7-9. Газовая сварка конца алюминиевой жилы в монолитный стержень.
а — конец жилы кабеля, подготовленный к сварке; б — начало сварки; а — оплавление жилы; г — наплавление присадочного алюминия; 1 — форма; 2 — экран; 3 — охладитель; 4 — горелка; 5 — присадочный пруток.

Рис. 7-10. Соединение алюминиевых жил в открытой форме газовой сваркой.
а — концы жил, подготовленные к сварке; б — начало сварки; в — оплавление стержней; г — наплавление присадочного алюминия; 1 — жила; 2 — форма; 3 — охладитель; 4 — экран; 5 — горелка; 6 — присадочный пруток.
Газовая сварка соединений, ответвлений и оконцевании жил выполняется в ацетилено-кислородном, бензино-кислородном и пропан-бутановом пламени, где источником тепла является газ. При сгорании в воздухе ацетилена пламя его дает температуру 2 200 °C, а при горении этого же газа в среде кислорода температура пламени может повышаться до 3 200 °C. Способ газовой сварки требует применения, помимо охладителей, экрана для защиты изоляции жил кабеля от непосредственного действия пламени.
Таблица 7-9
Длина очищенного от изоляции участка .жилы, мм
Сечение жил, мм2 | Газовая сварка | Электросварка | Термитная сварка |
16—25 | 45 | 60 | 50 |
35—50 | 50—55 | 60 | • ' 55 |
70—95 | 60—65 | 65 | 60—65 |
120—150 | 65—70 | 70 | 70 |
185—240 | 70—75 | 75 | 75 |
Таблица 7-10
Наконечники типа ЛА, алюминиевые литые, для пайки или наварки на алюминиевые окилы кабелей

1 Числа до дефиса — сечения жилы кабеля, мм2; числа после дефиса — диаметры контактных зажимов, мм, для которых предусмотрены отверстия в наконечниках. w
Соединение алюминиевых жил газовой сваркой производится в два приема. Сначала в стальной или графитовой разъемной форме концы жил после разделки сплавляются в монолитный стержень с соблюдением последовательности операций по рис. 7-9 и длин очищенного от изоляции участка жил, приведенных в табл. 7-9.
Затем жилы свариваются в стальной открытой желобчатой, горизонтально закрепляемой на свариваемых жилах форме, с соблюдением последовательности операции по рис. 7-10.
Газовая сварка оконцевания алюминиевых жил с применением алюминиевых наконечников (рис. 7-6, з, табл. 7-10) сводится к сплавлению верхнего венчика наконечника и конца алюминиевой жилы, вертикально располагаемой при сварке, в одно целое (рис. 7-11).
Технология подготовки жилы перед вводом в наконечник та же, что при сварке соединений жил (в том числе и удаление изоляции на длину по табл. 7-9), за исключением предварительного сплавления конца жилы в монолитный стержень, за счет чего продолжительность сварки увеличивается.
В процессе сварки применяют: присадочные прутки, флюс ВАМИ (Всесоюзный институт алюминия и магния), наносимый на жилы и прутки присадочного алюминия, кокильную краску (могут быть использованы тальк или мел, разведенные до состояния густой пасты) для покрытия внутренней поверхности формы.
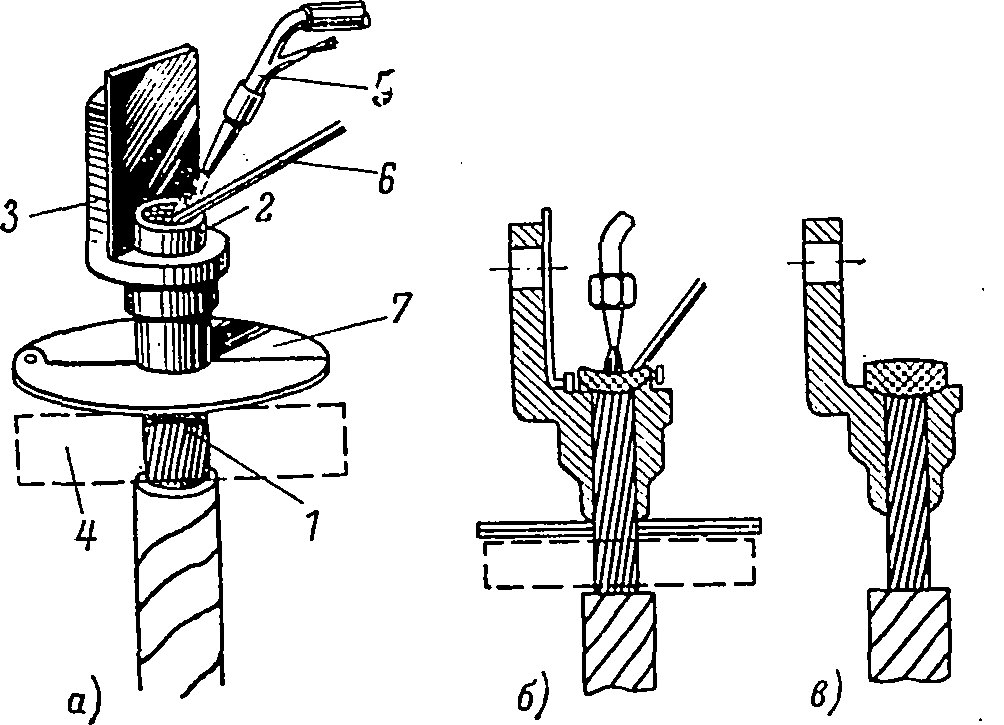
Рис. 7-11. Оконцевание алюминиевой жилы кабеля газовой сваркой.
а — конец жилы, подготовленный к сварке; б — оплавление конца жилы и наплавление присадочного алюминия; в — готовое оконцевание; 1 — жила кабеля; 2 — наконечник; 3 — форма-экран; 4 — охладитель; 5 — горелка; 6 — присадочный пруток; 7 — экран.
При сварке алюминиевых жил с сечением до 70 мм2 диаметр алюминиевого присадочного прутка составляет 3—4 мм, при сечениях 95—150 мм2—5 мм и при сечениях более 150 мм2—7 мм. В качестве присадочных прутков можно использовать очищенные от оксидной пленки отрезки проволоки жил кабелей соответствующего диаметра или прутки, нарезанные из алюминиевых шин, покрытые тонким слоем флюса.
Флюс ВАМИ применяется для удаления оксидной пленки и защиты алюминия от окисления в процессе сварки. Флюс заводского изготовления (состав: хлористый калий 50%, хлористый натрий 30%, криолит марки К-1 20%) употребляется в виде сметанообразной пасты после смешения 100 частей порошкообразного флюса с 30—40 частями воды. Для удаления пленки окиси, образующейся при сварке, флюс непосредственно перед сваркой наносится тонким слоем на свариваемые жилы или на присадочные алюминиевые прутки. Температура плавления флюса +630 °С.
Электросварка способом контактного разогрева основана на использовании большого количества тепла, выделяемого при прохождении электрического тока через свариваемое соединение, имеющее в этом месте наибольшее сопротивление. Согласно закону Джоуля количество тепла в месте электросварки составит:
![]()
где Q — количество выделяемого тепла, кал; I — величина тока, A; R — сопротивление, Ом; t — время, с; 0,24 — температурный коэффициент.
С помощью сварочного трансформатора со вторичным напряжением 6—12 В при токе 150—400 А можно в месте соединения или оконцевания иметь температуру от 550 до 700 °С.
Электросварка используется для соединения и оконцевания алюминиевых жил кабелей и требует применения охладителей жил для отвода части тепла. Охладители имеют сменные втулки на разные сечения жил.
Технология электросварки принципиально не отличается от описанной вцнпе газовой сварки. Вместо сварочной установки с баллонами, содержащими сжатые газы, электросварка должна комплектоваться одним или двумя трансформаторами мощностью 1 кВ-А каждый на напряжения 127/220/8—9 В, угольными электродами и электрододержателем. Присоединение последнего осуществляется гибким проводом к одному из концов вторичной обмотки трансформатора, второй конец этой обмотки соединяется с охладителем, установленным на жиле. На рис. 7-12 показано соединение электросваркой алюминиевой жилы кабеля в открытой форме.
Термитная сварка соединений и оконцеваний жил основана на выделении тепла при сгорании термитных патронов. Поджигание термитных патронов производится специальными спичками, обеспечивающими температуру около 1 000°С, необходимую для загорания термита.
Термитная сварка происходит в стальных или угольных цилиндрических формочках (кокилях). Разогрев формочек осуществляется при горении напрессованной на них термитной смеси, образующей вместе с кокилем термитный патрон (рис. 7-13).

Рис. 7-12. Соединение алюминиевых жил в открытой форме электросваркой.
а — концы жил/ подготовленные к сварке; б — начало сварки; в — оплавление монолитного стержня; г — наплавление присадочного алюминия; д — готовое соединение; 1 — жила; 2 — форма; 3 — охладитель; 4 — электрододержатель;
5 —угольный электрод; 5 — присадочный пруток.
К каждому патрону комплектно придаются два алюминиевых колпачка для изоляции поверхности жил от непосредственного соприкосновения со стенками, нагретого свыше 1000°С кокиля и предотвращения тем самым пережога проволочек наружного повива жилы.
Приведенный на рис. 7-13 термитный патрон типа А предназначен для соединения многопроволочных алюминиевых жил кабелей.
Патроны подбираются в зависимости от сечения жил кабеля, указанного маркировкой непосредственно на термопатроне. Для аналогичной цели может быть использован также термитный патрон типа АС (для сварки сталеалюминиевых проводов) после рассверливания отверстия посередине патрона для подачи присадочного материала.

Рис. 7-13. Термитный патрон марки А. 1 — алюминиевые колпачки; 2 — стальной кокиль; 3 — термитная смесь (муфель).
До начала сварки снимается с концов жил изоляция на указанной выше длине для электросварки; секторным жилам пассатижами придается круглая форма; насаживаются до упора на концы многопроволочных жил алюминиевые колпачки, а на однопроволочные — втулки или шайбы (рис. 7-14); надевается термитный патрон (рис. 7-15); уплотняется вход жилы в патрон асбестовым шнуром; устанавливаются охладители (рис. 7-16) и экраны из асбестового листа толщиной 4 мм между охладителями и патроном; защищаются экранами из асбестового полотна и поливинилхлоридными трубками жилы, не участвующие в сварке.

Рис. 7-14. Установка колпачков, втулок и шайб на концы жил.
а — колпачок на многопроволочной жиле; б — втулки на секторной однопроволочной жиле; в — шайба на секторной однопроволочной жиле.
Сварка производится при расплавлении концов жил и введении в формочку присадочного материала из алюминиевого прутка через литниковое отверстие в верхней части муфеля. Вместе с жилами расплавляются и алюминиевые колпачки. При термитной сварке используется флюс ВАМИ так же, как при газовой сварке и электросварке.

Рис. 7-15. Установка термитного патрона на жиле при соединении кабеля.
1 — термитный патрон; 2 — алюминиевый колпачек; 3 — асбестовый шнур.

Рис. 7-16. Установка охладителей.
1 — термитный патрон; 2 — охладитель; 3 — штатив.

Рис. 7-17. Процесс термитной сварки.
1 — термитный патрон; 2 — присадочный пруток; 3 — мешалка; 4 — охладитель; 5 — асбестовый экран.
Процесс термитной сварки алюминиевой жилы кабеля приведен на рис. 7-17. По окончании сварки скалывают зубилом муфель, удаляют отверткой кокиля и клещами прибыли.
Опрессовка. Наличие оксидной пленки с высоким электрическим сопротивлением на поверхности алюминиевых жил кабеля осложнило внедрение для него способа опрессовки. Надежность этого способа соединения и оконцевания несколько повысилась в связи с выходом в свет ГОСТ 9581-68 на кабельные наконечники и ГОСТ 9691-68 на соединительные гильзы, закрепляемые опрессовкой.
Размеры гильз и трубчатых алюминиевых (ТА) и медно-алюминиевых (ТАМ) наконечников для секторных многопроволочных жил приведены в табл. 7-11 и 7-12, а остаточная толщина металла в лунке после опрессовки как для гильз, так и наконечников — в табл. 7-11.
Таблица 7-11
Гильзы алюминиевые для закрепления опрессовкой на секторных алюминиевых жилах кабеля

Цифры после букв обозначают внутренний диаметр гильзы, мм.
Особенность применения опрессовки алюминиевых жил по сравнению с медными заключается в том, что до опрессовки концы оголенных от изоляции жил, наконечники и гильзы покрывают вначале кварцевазелиновой пастой, зачищают металлической щеткой до блеска, очищают от грязной пасты и снова покрывают чистым слоем пасты. Кварцевазелиновая паста состоит по массе из 50% вазелина и 50% кварцевого песка.
Опрессовка жил кабеля сечением 16—240 мм2 выполняется теми же механизмами, что и медных жил, а количество вдавливаний увеличивается вдвое: наконечник опрессовывается двумя вдавливаниями, а гильза — четырьмя.
Таблицa 7-12
Наконечники типа ТА и ТАМ, закрепляемые опрессовкой на секторных алюминиевых жилах кабеля

* Контактный зажим с отверстием выполнен из меди.
** D— диаметр контактных зажимов выводов, для которых предусмотрены отверстия в наконечниках.
Примечание. В приведенных в колонках Dи L дробных числах числитель относится к алюминиевым, знаменатель — к медно-алюминиевым наконечникам.
В связи, с указанным при опрессовке механизмом РГП-7м до гильз типа ГА-14 и наконечников до типа ТА-14 и ТАМ-14 следует пользоваться матрицами и пуансонами в двухзубчатом исполнении. При использовании электрогидравлических прессов (ПГЭП-2) использование матриц и пуансонов в двухзубчатом исполнении не ограничивается сечением жил кабеля.
Технология оконцевания и соединения алюминиевых жил кабеля показана на рис. 7-18 и 7-19.
Пайка алюминиевых жил производится припоями, рекомендуемыми в § 3-4. Пайка припоем А осуществляется с предварительным облуживанием жил и последующим наплавлением припоя непосредственно в форму или наконечник.
При облуживании металлической кисточкой снимается со ступенчатой поверхности жилы оксидная пленка. Способ непосредственного сплавления припоя применяется для алюминиевых жил кабелей сечением до 150 мм2.

Рис. 7-18. Технология оконцевания алюминиевых жил опрессовкой. а —зачистка трубчатой части наконечника; б — смазка трубчатой части наконечника кварцевазелиновой пастой; в — зачистка жилы; г — смазка жилы кварцевазелиновой пастой; д — установка наконечника на жиле; е — опрессовка наконечника в прессе; ж — готовое оконцевание.
Пайка припоями ЦО-12 и ЦА-15 выполняется без предварительного облуживания с поливом расплавленного припоя в форму и одновременным механическим удалением с торцов жил оксидной пленки.
Способ пайки поливом применяется для алюминиевых жил кабелей сечением до 240 мм2.

Рис. 7-19. Технология соединения алюминиевых жил опрессовкой.
а — зачистка гильзы; б — смазка гильзы кварцевазелиновой пастой; б — зачистка жилы; г — смазка жилы кварцевазелиновой пастой; д — установка гильзы на жилах; е — опрессовка гильзы в прессе; ж — готовое соединение.

Рис. 7-20. Ступенчатая разделка многопроволочных алюминиевых жил при пайке (размеры даны в миллиметрах). 1 — жила кабеля; 2 — форма; 3 — защитный экран; 4 — асбестовая подмотка.
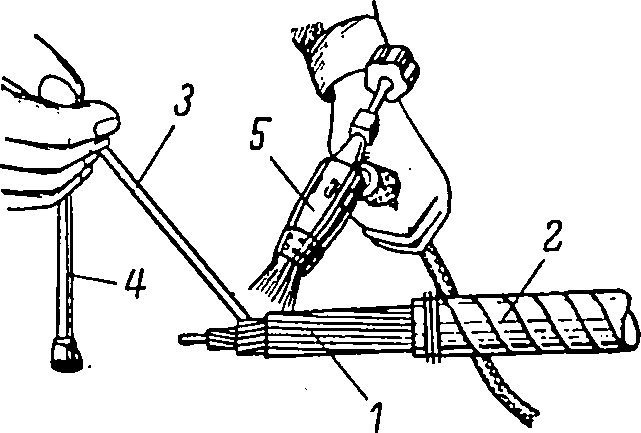
Рис. 7-21. Облуживание жилы припоем.
Рис. 7-22. Жилы кабеля, подготовленные к соединению пайкой.
1 — алюминиевая многопроволочная жила со ступенчатой разделкой; 2 — изоляция; 3 — палочка припоя; 4 ~ металлическая кисточка; 5 — горелка.
Соединение, ответвление и оконцевание алюминиевых жил способом непосредственного сплавления припоя производят с соблюдением следующей технологии:

С концов алюминиевых жил кабеля удаляют изоляцию и пропиточный состав; концам придается круглая форма и производится разделка многопроволочных жил ступенями по повивам, как это показано на рис. 7-20, в зависимости от сечения алюминиевых жил кабеля:
Сечение жил, мм1 | Количество ступеней | Длина участка жилы, очищенного от изоляции, мм |
16—35 | 1 | 50 |
50—95 | '2 | 60 |
120—150 | 3 | 70 |
Пламенем бензиновой паяльной лампы прогревают разделанные концы алюминиевых жил до температуры, близкой к температуре оловянистых припоев, и затем с помощью металлической кисточки, удаляя оксидную пленку, облуживают повивы с нажимом, натирая палочкой припоя так, как это показано на рис. 7-21. При соединении и ответвлении облуженные концы жил укладывают в металлические формы (рис. 7-22 и 7-23), а при оконцевании облуженные алюминиевые жилы вводят в алюминиевые литые, предварительно облуженные наконечники, с размерами, приведенными в табл. 7-10 и на рис. 7-6,з, на одну ступень выше по отношению к сечению жилы (рис. 7-24).
У конца цилиндрической части наконечника и у концов стальной формы на жилы наматывается асбестовый шнур или лента, уплотняющие место ввода жил и препятствующие вытеканию припоя. Одновременно вводят в пламя пруток припоя А, который, сплавляясь, заполняет литниковое отверстие формы до верха (или венчик наконечника), и производят перемешивание припоя с удалением шлака (рис. 7-25).
После остывания места пайки снимают формы и спиливают неровности припоя, протирают места пайки чистой тряпкой, смоченной в бензине, прошпаривают места соединения и защищают лаком от коррозии места оконцевания.
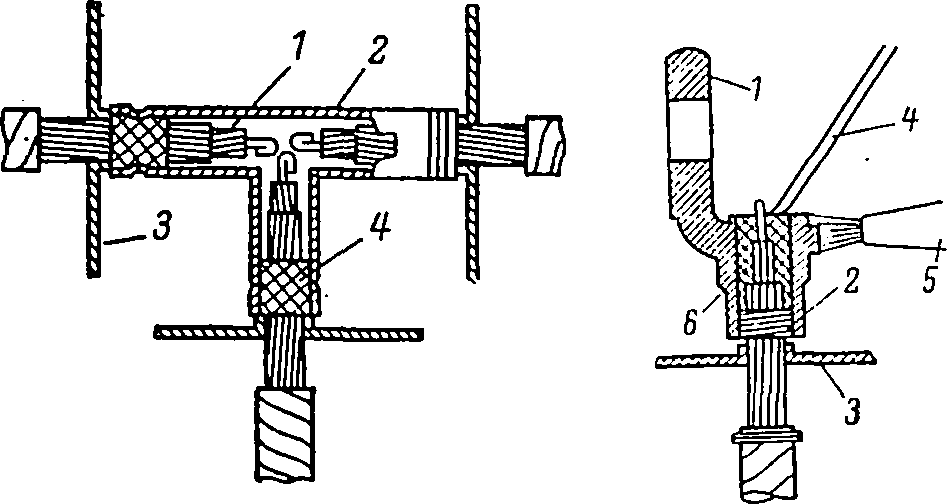
Рис. 7-23. Жилы кабеля, подготовленные к ответвлению пайкой.
1 — жилы кабеля; 2 — форма; 3 — защитный экран; 4 — асбестовая подмотка.

Рис. 7-24. Панка алюминиевого наконечника типа ЛА.
1 — наконечник; 2 — асбест; 3 — защитный экран; 4 — палочка припоя; 5 — горелка; 6 — расплавленный припой.
Рис. 7-25. Процесс пайки.
- — жилы кабеля; 2 — припой; 3 — палочка припоя; 4 — горелка; 5 — форма; 6 — асбестовая подмотка; 7 — экран.

Рис. 7-26. Пайка соединения поливом расплавленного припоя (размеры даны в миллиметрах).
а — процесс пайки; б — скребок для снятия оксидной пленки; в — разрез в месте пайки готового соединения; 1 — ложка с расплавленным припоем; 2 — скребок; 3 — асбестовая подмотка; 4 — лоток; 5 — тигель с расплавленным припоем; 6 — место спайки; 7 — припой.
Пайка алюминиевых жил припоем А требует строгого соблюдения описанной технологии работы. Так, например, невыполнение монтерами-кабельщиками очистки проволок жилы от пропиточного состава и облуживания повивов алюминиевых жил не обеспечивает спаивания концов алюминиевых жил кабеля. Вследствие плохого контакта в оконцеваниях или соединениях такая линия не сможет работать надежно.
Соединение алюминиевых жил способом полива производят с соблюдением следующей технологии:
Многопроволочные жилы кабеля секторной формы обжимают, а сплошные деформируют в оправках в круглую форму, на них надевают стальные шаблоны, с помощью которых ножовкой обрезают концы жил под углом 55° с таким расчетом, чтобы зазор в нижней части между концами соединяемых жил составил 2 мм (рис. 7-26,в), бензином промывают концы отрезанных жил и опиливают скошенные поверхности.
Стальные разъемные формы надевают на соединяемые жилы и стягивают обе их половины бандажной проволокой; щели между формой и жилой заделывают замазкой с подмоткой шнуровым асбестом; размеры стальных разъемных форм указаны в приложении 13 к [Л. 12].
Тигель с расплавленным припоем и лоток устанавливают под местом спая (рис. 7-26, а), и припой льют в отверстие формы.
Прогревают горячим припоем места спая, скребком (рис. 7-26, б) из ножовочных полотен удаляют оксидную пленку со скошенных поверхностей жил под слоем припоя, одновременно доливают припой по мере его усадки и снимают потеки припоя с боков формы.
После снятия формы обмазывают изоляцию жил массой марки МП-1, удаляют заусенцы, острые углы и неровности с места пайки, а затем прошпаривают горячей массой марки МП-1 место спая.
Основным условием качественной пайки алюминиевых жил способом полива является соблюдение температурного режима припоя.
Соединение алюминиевых жил кабелей с медными жилами лучше всего производить пайкой в стальных формах припоем марки А при предварительном облуживании этим же припоем обоих концов жил.
Пайка алюминиевых жил с медными может производиться также припоем марки ЦО-12, нагретым до температуры 500—550°С. Разделка концов кабеля выполняется так же, как и с алюминиевыми жилами, только медная жила срезается под прямым углом и облуживается припоем марки ПОССу35-2 на расстоянии половины формы путем полива припоя из ковша. При пайке гильзы монтер прочищает скребком только алюминиевую жилу.
Пайка припоем ЦО-12 медных наконечников кабелей с алюминиевыми жилами производится с соблюдением следующей технологии.
Концы жил с помощью шаблона срезают под углом 55°, на срезанные концы надевают наконечники. Для удобства очистки поверхности жилы от оксидной пленки скошенная часть жилы внутри наконечника должна располагаться в сторону контактной части наконечника.
Для уплотнения наконечник снизу подмазывают замазкой, замешанной из мела или глины на воде и подматывают асбестовым шнуром до 1/4 цилиндрической части наконечника.
Пайку наконечника производят паяльной лампой прутком припоя марки ЦО-12. В процессе пайки один монтер должен скребком удалять оксидную пленку с алюминиевой жилы кабеля и направлять припой, а другой — непрерывно нагревать наконечник вместе с алюминиевой жилой.