При выполнении кабельной линии из нескольких отдельных строительных длин проложенных кабелей их жилы соединяют с помощью гильз или опок в соединительных, стопорных, стопорно-переходных муфтах; присоединение линии к контактным устройствам аппаратуры распределительного устройства (РУ) производится с помощью наконечников — в концевых муфтах и заделках.
В случаях, когда от магистральной кабельной линии делают ответвление на ввод, выполняют его с помощью ответвительных гильз в ответвительных муфтах.
Соединение жил между собой в гильзах и с наконечниками необходимо выполнять так, чтобы электрическое сопротивление этого участка с муфтой было не более электрического сопротивления участка такой же длины целой жилы. Нарушение этого требования ведет к местному перегреву изоляции муфты во время работы кабельной линии и выводу ее из строя с прекращением подачи электроэнергии потребителям. Необходимо, чтобы рабочие температуры (а также и температуры нагрева при токе короткого замыкания) мест соединения и оконцевания не превосходили допустимых для жил кабеля.
Таблица 7-1
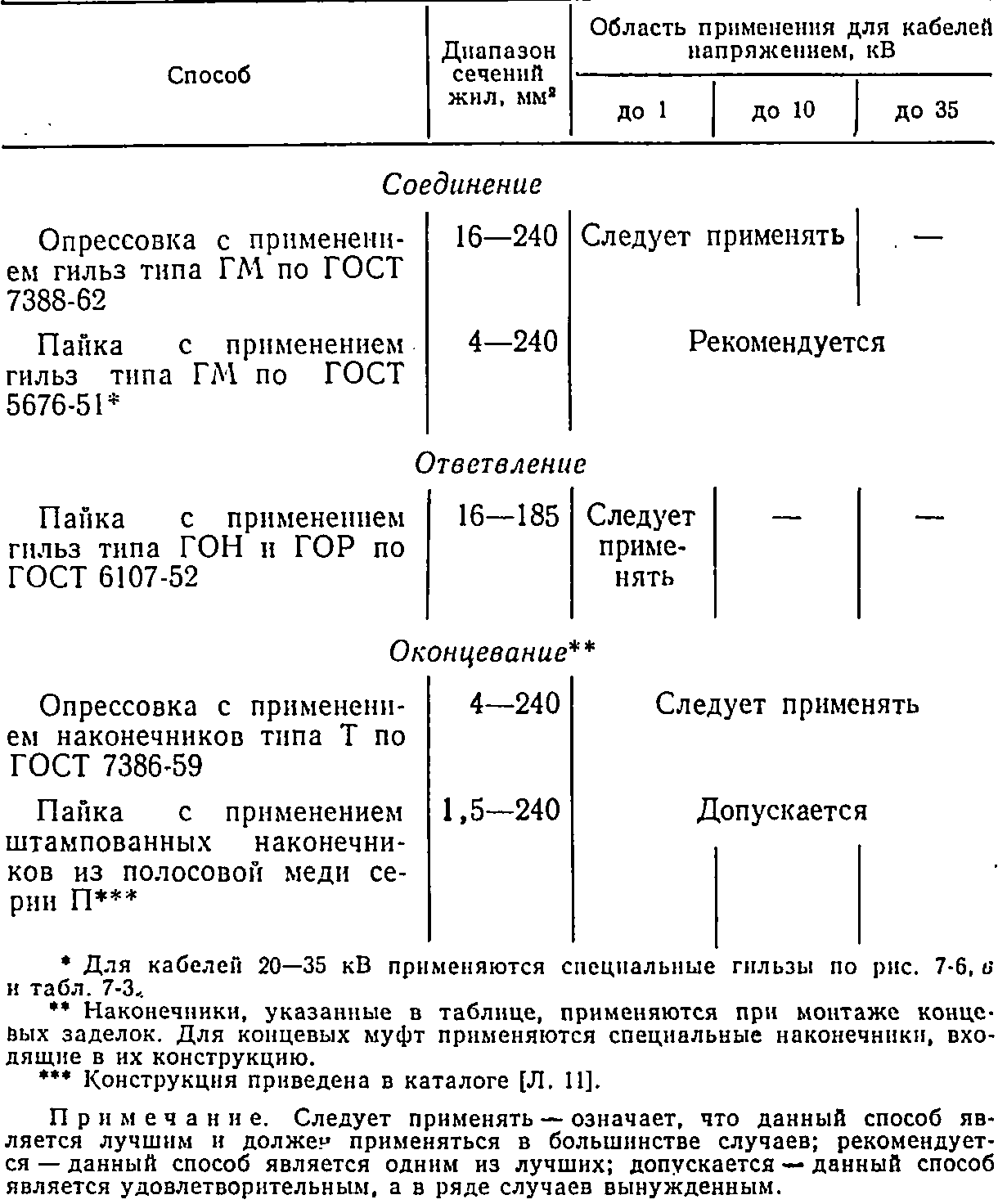
Рекомендации к применению способов соединения, ответвления и оконцевания медных жил трех- и четырехжильных кабелей
Соединение и оконцевание жил кабелей должно обладать механической прочностью не ниже 0,7 прочности кабеля в целом месте. Нарушение этого требования может вызвать обрывы жил в местах соединения и оконцевания под действием усилий растяжения вдоль кабеля.
Соединение, ответвление и оконцевание медных жил кабеля производят пайкой и опрессовкой (табл. 7-1).
Пайка. Соединение жил как между собой, так и между жилой и наконечником осуществляется с помощью расплавленного припоя из металла вследствие взаимного проникновения. Для обеспечения проникновения необходимо нагреть припой несколько выше температуры его плавления и произвести механическую и химическую очистку соединяемых поверхностей металлов с помощью флюса.
Для пайки медных жил кабелей в медных гильзах и наконечниках применяется припой ПОССу 35-2 (см. § 3-4). При разогреве этого припоя в ковше необходимо определять его температуру, которая для пайки должна быть около 550 °C, и производить перемешивание чистой предварительно подогретой металлической ложкой.
В качестве флюса для химической очистки соединяемых поверхностей от окислов применяют паяльную мазь (см. § 3-4). Для напайки наконечников и гильз с концов жил кабеля снимается изоляция с таким расчетом, чтобы между изоляцией и наконечником или гильзой остался промежуток 10 мм. Секторообразные жилы кабеля обжимают пассатижами в круглую форму, соответствующую внутреннему диаметру гильзы или цилиндрической части наконечника.
Пайка припоем ПОССу 35-2 с применением флюса обеспечивает прочность соединения в месте пайки от 6 до 8 кгс/мм2.
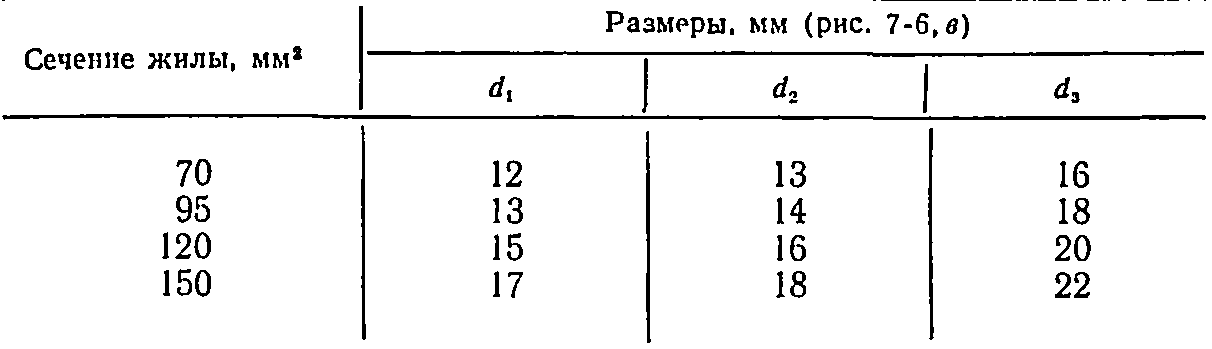
Соединительная гильза типа ГМ (Г — гильза, М — медная), применяемая для соединения жил кабеля при пайке, представляет собой медную облуженную трубку, размер которой зависит от сечения соединяемых жил. Размеры соединительных гильз для кабелей до 10 кВ приведены на рис. 7-6, б и в табл. 7-2, для кабелей 20 и 35 кВ — на рис. 7-6, в и в табл. 7-3.
Таблица 7-2
Гильзы медные для соединения пайкой медных жил кабелей до 10 кВ
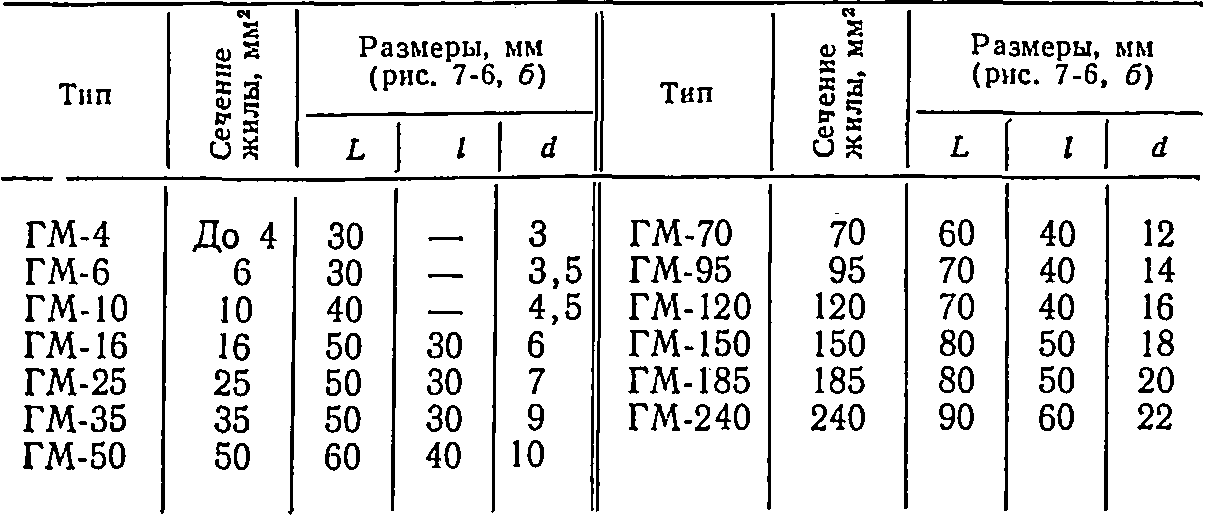
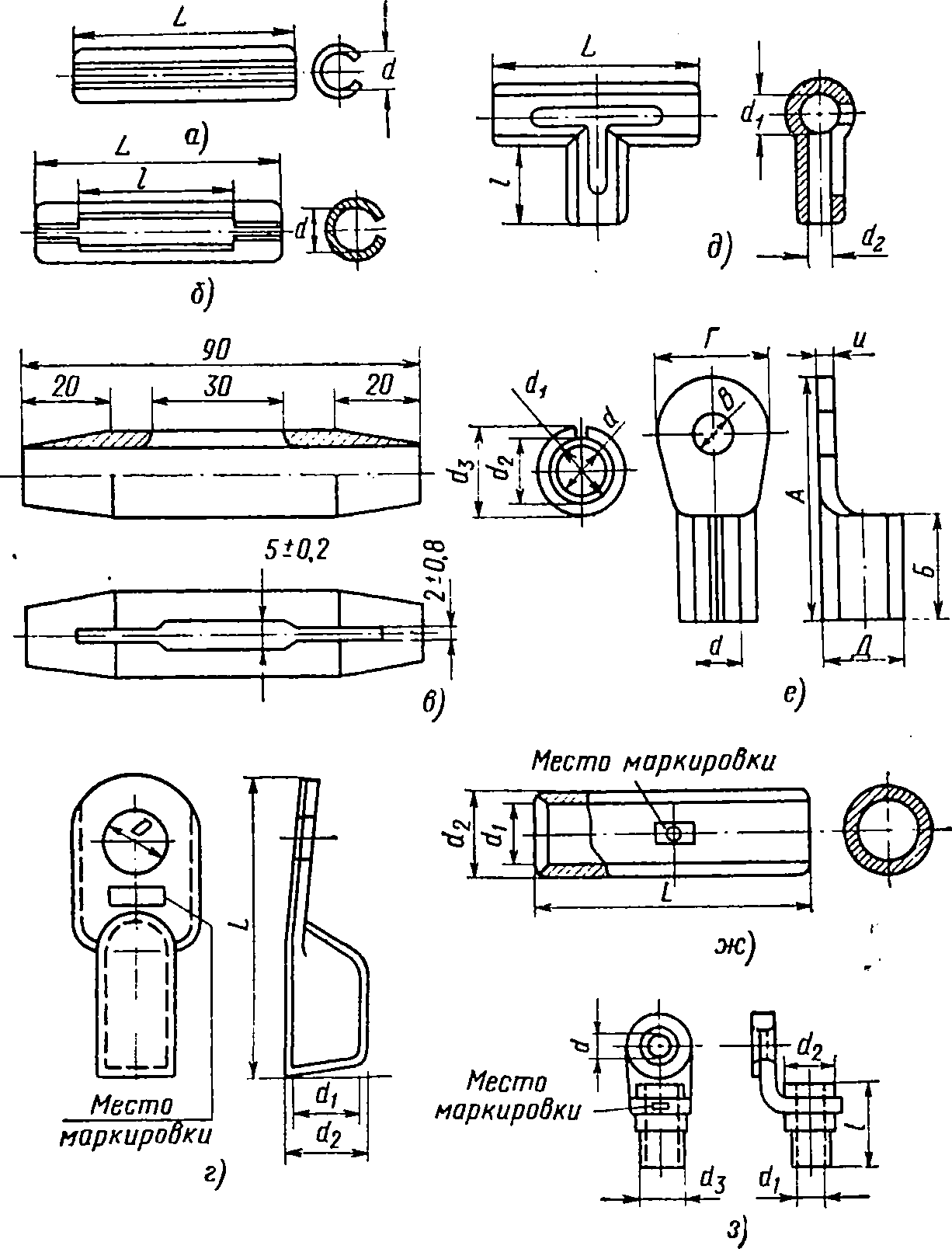
Рис. 7-6. Соединительные и ответвительные гильзы и наконечники (размеры даны в миллиметрах).
а — гильза для сечений кабелей до 10 мм2; б — гильза для сечений кабелей более 10—240 мм2; в — гильза для кабелей 20 и 35 кВ; г — наконечник, закрепляемый опрессовкой; д — гильза ответвительная неразъемная; е — наконечник штампованный, закрепляемый пайкой; ж— гильза, закрепляемая опрессовкой; з — литой алюминиевый наконечник.
Таблица 7-3
Гильзы медные для соединения пайкой медных жил кабелей 20 и 35 кВ
Гильза имеет заливочное отверстие и закругленные грани в торцах. Для кабелей сечением до 10 мм2 заливочное отверстие в гильзе (рис. 7-6, а) отсутствует. Закругленные грани снижают напряженность электрического поля, которое на острых краях и выступах может достигать значительной величины и явиться причиной электрического пробоя изоляции в месте соединения. Диаметр отверстия гильзы должен соответствовать сечению соединяемых жил. Так, например, при сечении жилы 70 мм2 внутренний диаметр гильзы d должен быть 12 мм.
Если требуется соединить жилы разных сечений, то необходимо применять гильзы, имеющие по своей длине ступенчатые внутренние диаметры, соответствующие сечениям соединяемых жил кабеля. Так, например, при соединении кабелей сечением 50 и 70 мм2 диаметр отверстия гильзы с одной стороны должен соответствовать диаметру жилы сечением 50 мм2 и составлять 10 мм, а с другой стороны — сечению жилы 70 мм2 и составлять 12 мм. Внешние размеры гильзы при этом должны соответствовать большему сечению. Гильзы со ступенчатым сечением изготовляют из прутковой красной меди.
Соединение медных жил кабеля в стопорных и стопорно-переходных муфтах 6 и 10 кВ, а также стопорных муфтах 35 кВ производится в специальных гильзах, размеры и форма которых приводятся в каталогах и справочниках [Л. 4].
Таблица 7-4
Гильзы ответвительные медные для соединения пайкой кабелей с медными жилами
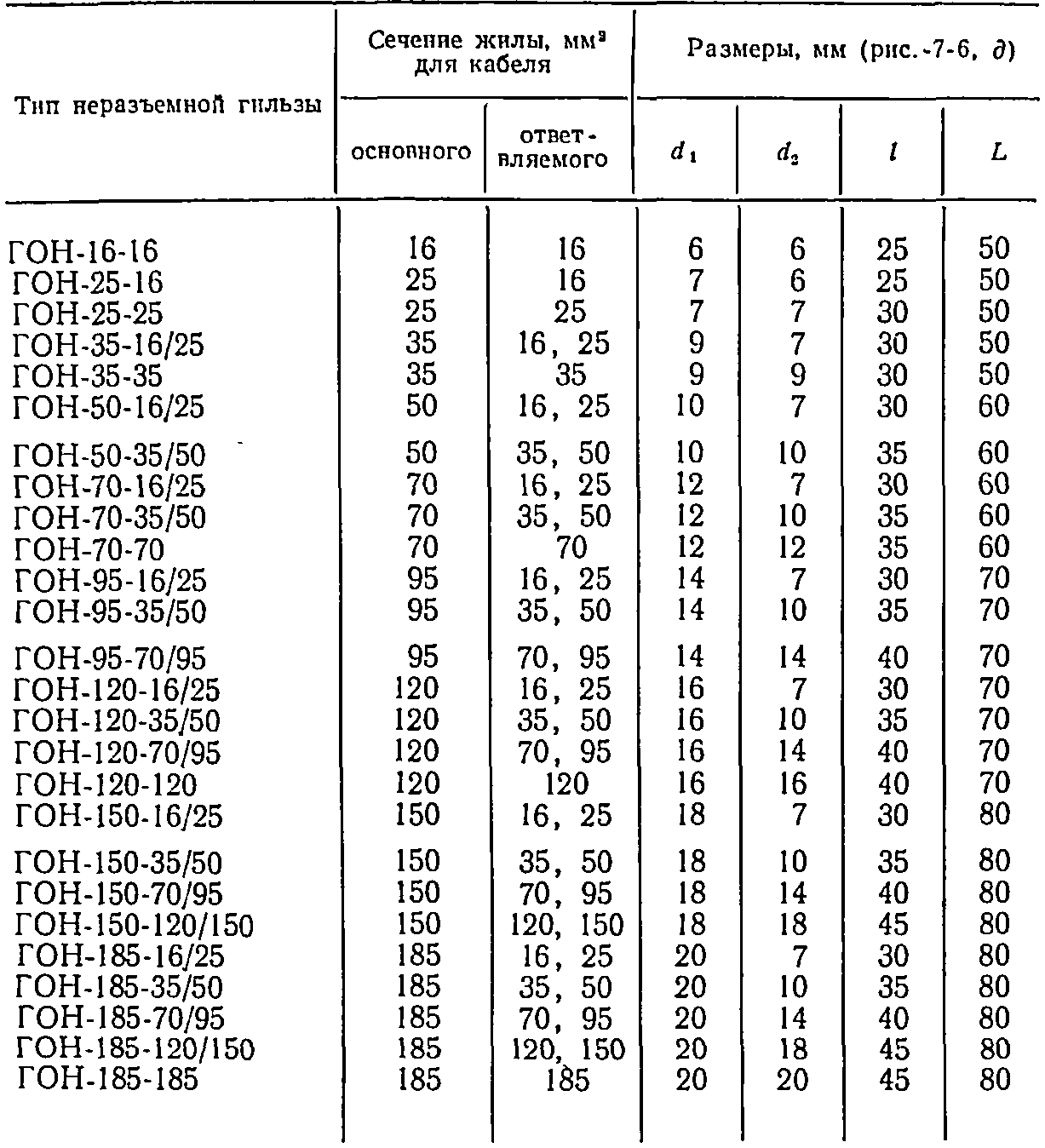
Ответвления выполняются Т-образными ответвительными гильзами (рис. 7-6,д, табл. 7-4), которые состоят из двух частей: прямой, где размещается жила основного кабеля, и ответвительной, куда вводится жила кабеля ответвления. Диаметр отверстия прямой части гильзы должен соответствовать диаметру жилы основного кабеля, а диаметр отверстия ответвительной части гильзы — диаметру жилы кабеля ответвления.
Ответвительные Т-образные гильзы изготовляют разъемными (из двух половинок) и неразъемными. Гильзы ответвительные неразъемные имеют обозначение ГОН, а разъемные — ГОР.
Соединение жил кабелей пайкой способом полива припоя из ковша производят с соблюдением следующей технологии.
Тщательно протирают смоченной в бензине тряпкой расположенные по треугольнику жилы кабеля и обмазывают их паяльной мазью.
На жилы надевают соединительные гильзы, располагаемые таким образом, чтобы их заливочные отверстия приходились сверху, а стык обеих жил — в середине гильзы; пространство между концами надетой на жилу гильзы и заводской изоляцией заполняют в два—три слоя лентой из огнеупорного материала.
Тщательно напаивают соединительную гильзу литьем горячего припоя в заливочные отверстия гильзы из ковша, устанавливаемого под разведенными жилами, при этом вначале происходит облуживание жил, а затем заполнение гильзы припоем.
По окончании пайки немедленно, пока не остыл припой, протирают гильзу, сгоняя и разглаживая подтеки припоя тряпкой, смазанной паяльной мазью.
Паять гильзы следует быстро, не более 1,5 мин, так как длительная пайка вызывает перегрев жилы, вытекание пропиточного состава из кабеля, разрушение его бумажной изоляции и образование в ней пустот. Технология пайки ответвительных гильз такая же, как и для соединительных, однако при этом жилы кабеля располагают в вертикальной плоскости.
Для особых случаев прокладки кабеля и при применении специальных распорок среднюю жилу магистрального кабеля не разрезают и ответвление от нее выполняется разъемной гильзой. В этих случаях ответвления от крайних (нижней и верхней) изогнутых жил магистрального кабеля выполняют на неразъемных гильзах.
Штампованные наконечники типа П для присоединения жил к аппаратуре состоят из трубчатой части, куда вводится жила для пайки, и контактной поверхности — ушка с отверстием для присоединения к аппаратуре (рис. 7-6, е, табл. 7-5). Таким образом, выбор размера наконечника, в отличие от выбора гильзы, зависит не только от сечения жилы, но и от диаметра контактного зажима аппарата. Так, например, под контактный зажим диаметром 10 мм и жилы кабеля сечением 70 мм2 (диаметр 13 мм) по табл. 7-5 выбирается наконечник типоразмера П13-10.
Пайку наконечников можно производить двумя способами: поливом из ковша припоя, который не требует предварительного прогрева, и сплавлением припоя.
Таблица 7-5
Наконечники кабельные медные серии П для медных секторных жил
Типоразмеры наконечников1 | Сечение жилы кабеля, мм2 | Размеры, мм (рис. 7-6,е) | |||||
А | Б | в | г | d | И | ||
П6-6 | 16 | 35 | 13 | 6,5 | 14 | 6 | 1,5 |
П8-6 | 25 | 43 | 15 | 6,5 | 18 | 8 | 2,0 |
П9-8 | 35 | 49 | 18 | 8,5 | 20 | 9 | 2,0 |
П10-8 | 50 | 54 | 20 | 8,5 | 22 | 10 | 2,5 |
П13-10 | 70 | 70 | 23 | 10,5 | 30 | 13 | 3,0 |
П15-10 | 95 | 80 | 28 | 10,5 | 34 | 15 | 4,0 |
П16-10 | 120 | 83 | 28 | 10,5 | 36 | 16 | 4,0 |
П18-12 | 150 | 87 | 32 | 12,5 | 38 | 18 | 5,0 |
П20-12 | 185 | 90 | 35 | 12,5 | 40 | 20 | 5,0 |
П23-16 | 240 | 98 | 36 | 17 | 46 | 23 | 5,0 |
1 Цифра после буквы П обозначает диаметр трубчатой части наконечника (размер d), а цифра после тире — диаметр контактного зажима (мм), для которого предназначен наконечник.
Оконцовывают жилы кабеля пайкой, соблюдая следующую технологию. Перед надеванием наконечников на жилы концы последних после промывки бензином смазывают паяльной мазью. У торца, внизу цилиндрической части надетых на жилы наконечников плотно накладывают два-три слоя ленты из огнеупорного материала, не допускающего вытекания припоя. Пайку наконечников производят из ковша жидким припоем, заливая его в отверстие наконечника или непосредственно нагревая припой пламенем паяльной лампы.
При пайке литьем из ковша прогревают наконечник разогретым припоем, сливающимся с наконечника при нагреве его до необходимой температуры. При непосредственном сплавлении припоя в отверстие наконечника последний должен быть прогрет пламенем пропан-бутановой горелки или паяльной лампы.
При заполнении наконечника припоем необходимо следить за тем, чтобы он проник в пространство между отдельными проволоками жил, и после этого согнать и разгладить подтеки припоя по поверхности наконечника тряпкой. После напайки наконечников подмотку из огнеупорного материала заменяют изоляционной лентой.
Места спайки жил с наконечниками (особенно в сырых помещениях) тщательно предохраняют от доступа влаги, окрашивая их глифталевым, асфальтовым и им подобными лаками и нанося на эти места защитную обмотку из влагостойкой (например, поливинилхлоридной) ленты на лаке.
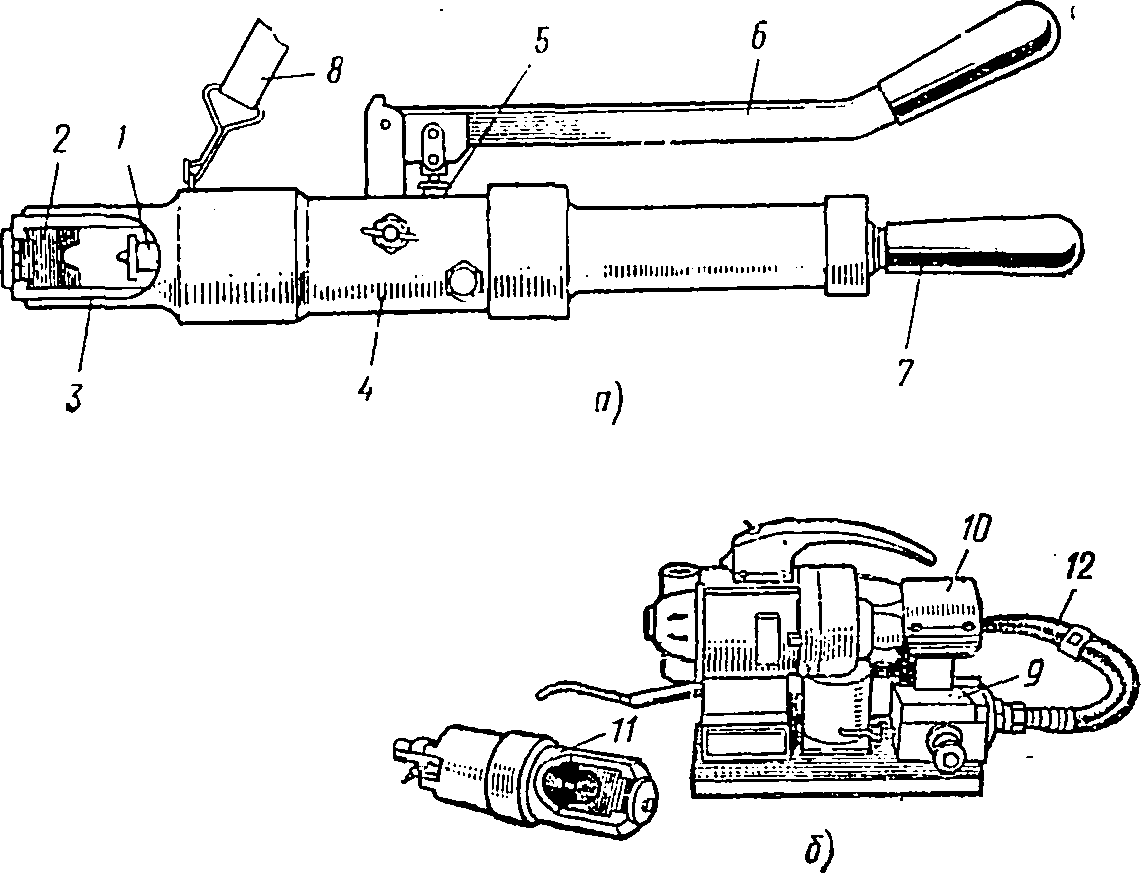
Рис. 7-7. Механизмы опрессовки.
а — пресс гидравлический типа РГП-7М; б — пресс гидравлический с электроприводом типа ПГЭП-2.
Опрессовка.
Соединение жил как между собой, так и между жилой и наконечником осуществляется созданием давления в месте соединения, превосходящего предел текучести металла. Под действием этого давления металл жил кабеля спрессовывается с металлом соединительной гильзы или наконечника, образуя одно целое монолитное соединение.
При опрессовке жил кабелей сечением 16—240 мм2 в медных соединительных гильзах или наконечниках применяют местную опрессовку «зубом» механическим, ручным гидравлическим прессом РГП-7м (рис. 7-7, а) или прессом гидравлическим с электроприводом ПГЭП-2 (рис. 7-7,б), в которых устанавливаются сменные пуансоны (форма с выпуклостью для вдавливания) и матрицы (формы с выемкой), в зависимости от сечения и конструкции жил рекомендованные в технических указаниях и инструкциях.
Гильзы медные для закрепления опрессовкой на секторных медных жилах кабеля
Таблицa 7-6
Тип гильзы1 | Сечение жилы кабеля, мм* | Размеры гильз, мм (рис. 7-6, ж) | Остаточная толщина hв месте вдавливания лунки (рис. 7-8), мм | ||
dr | dr | L | |||
ГМ-7 | 25 | 7 | 10 | 40 | 4,5 |
ГМ-8 | 35 | 8 | 11 | 40 | 4,5 |
ГМ-10 | 50 | 10 | 13 | 50 | 7 |
ГМ-12 | 70 | 12 | 15 | 54 | 8,2 |
ГМ-14 | 95 | 14 | 18 | 68 | 9,1 |
ГМ-15 | 120 | 15 | 19 | 68 | 10,2 |
ГМ-17 | 150 | 17 | 22 | 68 | 12,5 |
ГМ-19 | 185 | 19 | 25 | 70 | 13 |
ГМ-20 | 240 | 20 | 26 | 70 | 14,4 |
1 Цифры после букв обозначают величину внутреннего диаметра гильзы, мм.
Пресс РГП-7м состоит из вилки 3, корпуса 4, внутри которого находятся поршень и резервуар для масла, наcoca 5, ручки 6 и рукоятки 7. Для удобства работы пресс снабжается съемным ремнем 8. Матрица 2 и пуансон 1 устанавливаются соответственно в вилку и поршень. Размеры пресса 590X90X153 мм, масса 6,7 кг.
Пресс ПГЭП-2 состоит из насоса 9 с электроприводом 10 и рабочей головки 11, соединяемой с прессом рукавом высокого давления 12, в которой устанавливается рабочий инструмент. Размеры пресса 335X202X300 мм, масса с головкой 23 кг.
При опрессовке по способу местного вдавливания соединение или оконцевание должно быть выполнено обжатием гильзы или наконечника с образованием соответственно двух и одной лунки.
В зависимости от сечения кабеля размеры медных соединительных гильз типа ГМ для закрепления опрессовкой выбираются по табл. 7-6 и рис. 7-6, э/с; размеры наконечников типа Т (трубчатые медные) для секторных жил — по табл. 7-7 и рис. 7-6, г.
Опрессовка наконечников на кабелях с медными жилами в отличие от опрессовки гильз в местах соединения применяется чаще.
Опрессовку соединения и оконцевания жил кабеля выполняют, соблюдая следующую технологию:
выбирают требуемый тип соединительной гильзы или наконечника по табл. 7-6 и 7-7 в соответствии с сечением и конструкцией жилы;
зачищают внутреннюю трубчатую поверхность гильзы или наконечника до металлического блеска и протирают снаружи и внутри тканью, смоченной в бензине;
подготавливают к опрессовке концы жил, снимая с них на необходимой длине изоляцию, скругляя жилы секторной формы и зачищая их до металлического блеска;
зачищают ближайшие участки изоляции от краев наконечника временной подмоткой изоляции для предохранения от медной пыли и опилок, образуемых при опиловке места оконцевания после опрессовки;
надевают на концы жил наконечники или гильзы, при этом место стыка жил при соединении должно располагаться в центре гильзы;
выбирают по заводской инструкции механизм для опрессовки, пуансон и матрицу в зависимости от характеристики жилы, устанавливают их в прессе и приступают к опрессовке в порядке, рекомендуемом этой инструкцией;
производят вдавливание до упора шайбы пуансона в торец матрицы, при этом остаточная толщина h в месте вдавливания после опрессовки как для гильзы, так и для наконечника, должна соответствовать величине, указанной в табл. 7-6 (рис. 7-8);
удаляют заусенцы, неровности и закругляют края гильз на конус; опрессованное соединение и оконцевание зачищают стеклянной шкуркой;
после прошпарки и удаления загрязнений лунки вдавливания заполняют массой МП-1, а на гильзы кабеля 6 и 10 кВ для выравнивания электрического поля накладывается экран из одного слоя полупроводящей бумаги.
Таблица 7-7
Наконечники типа Т, закрепляемые опрессовкой
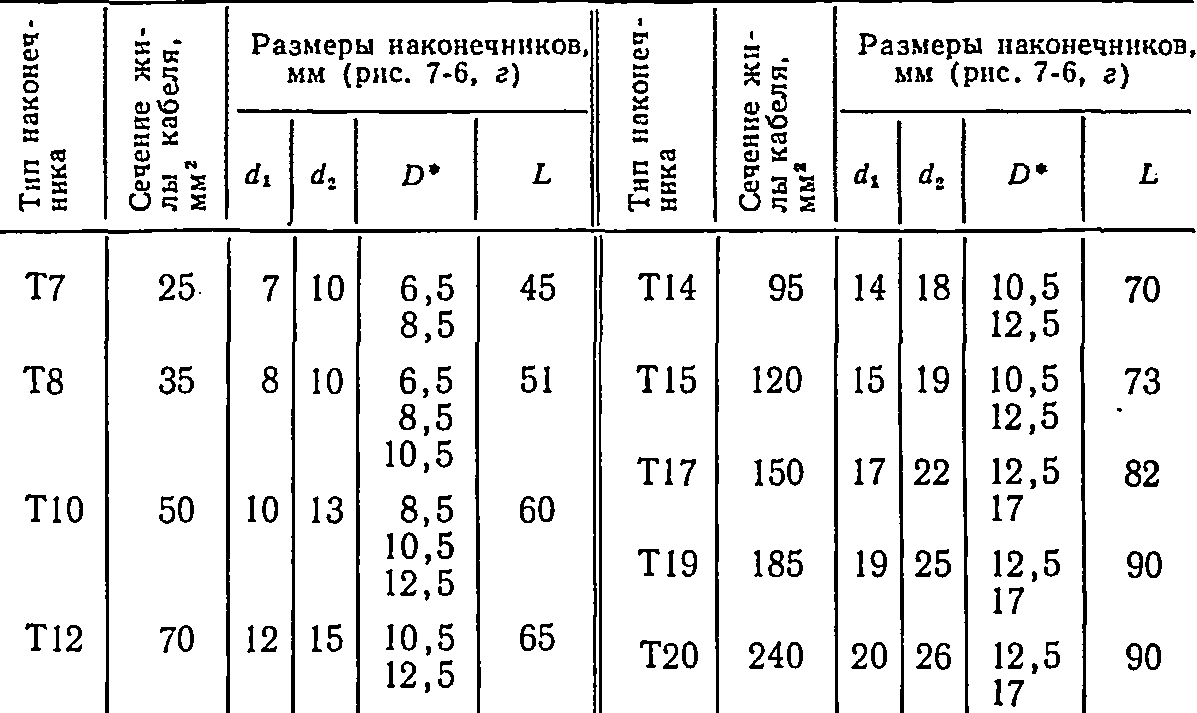
* D — диаметр контактных зажимов выводов, для которых предусмотрены отверстия в наконечниках.
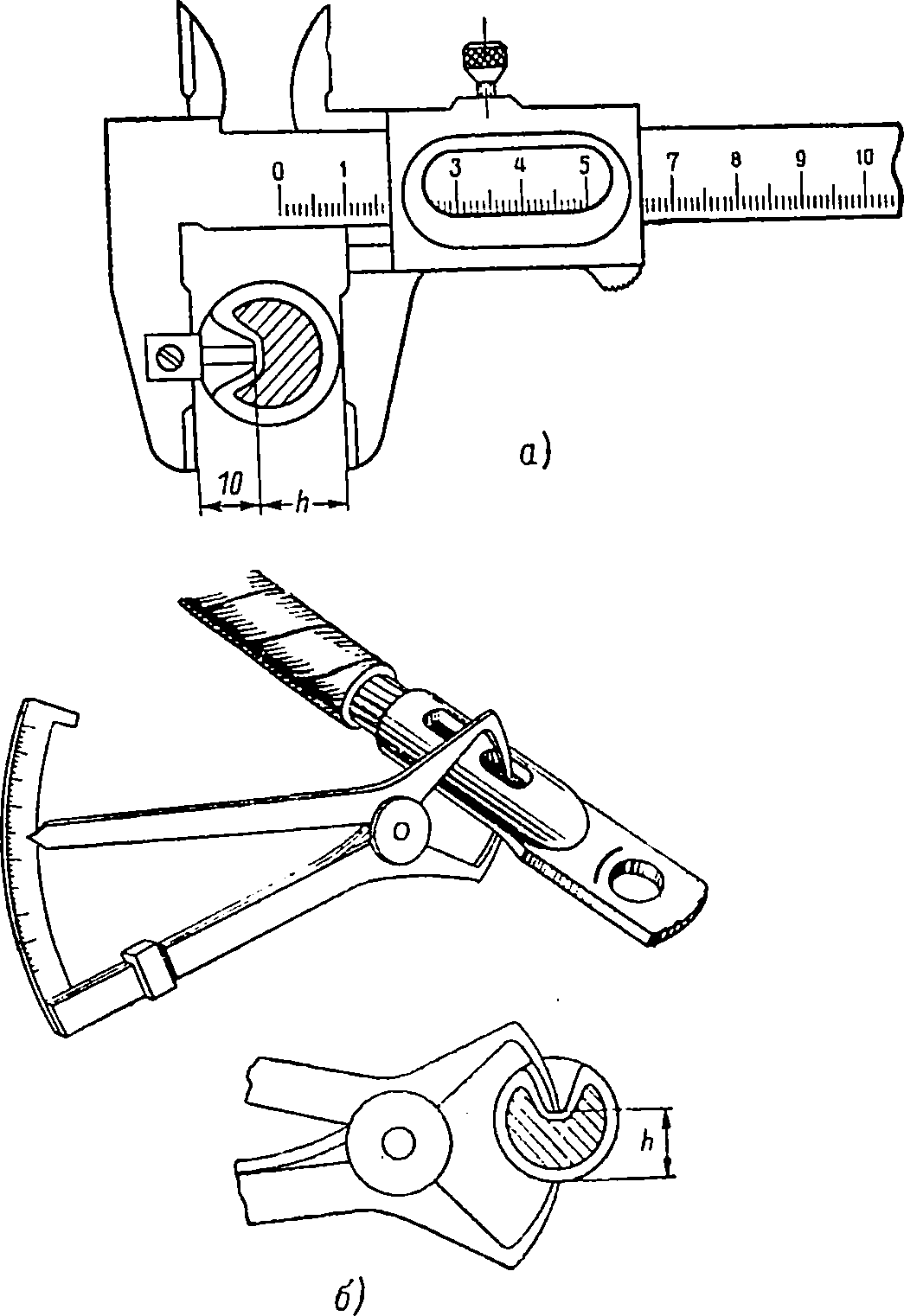
Рис. 7-8. Измерение остаточной толщины после опрессовки (размеры даны в миллиметрах)
а — штангенциркулем с насадкой; б — специальным измерителем