Глава третья
НЕКОТОРЫЕ СВЕДЕНИЯ О МОНТАЖЕ ТУРБИН ВЫСОКОГО ДАВЛЕНИЯ
§ 12. Общие указания по установке цилиндров и подшипников
Монтаж и сборка турбин высокого давления ЛМЗ, нс отличаясь принципиально от соответствующих работ для турбин нормальных параметров, должны проводиться с особой тщательностью для того, чтобы сделать надежной работу турбины, несмотря на небольшую величину зазоров в проточной части и в уплотнениях.
Монтажные работы разделяются на следующие основные операции:
- предварительная установка цилиндров и подшипников по уровню и струне;
- установка роторов по расточкам под уплотнения;
- окончательная установка цилиндров и подшипников совместно с роторами таким образом, чтобы обеспечить правильную центровку роторов по муфтам;
- центровка диафрагм и обоим по отношению к ротору;
- установка и сборка деталей регулирования и масляной системы, а также органов парораспределения;
- сборка и установка различных вспомогательных устройств и трубопроводов.
При производстве монтажных работ допустимы отступления от указанной последовательности, но в основном почти все монтажные работы предусмотрены в этом перечне.
Для правильного монтажа и сборки турбины необходимо, чтобы были соблюдены следующие условия:
а) Оси расточек цилиндров и подшипников в плане должны образовывать одну общую прямую линию, без изломов, причем ось статора генератора должна быть продолжением этой линии.
Соответствующая предварительная установка цилиндров достигается при «центровке по струне». Выполняется эта работа следующим образом. Прочная стальная проволока укрепляется за пределами крайних подшипников турбогенератора на жестких стойках на высоте оси агрегата (920 мм от верхней плоскости фундаментных рам). Проволока натягивается с максимальным усилием, допускаемым ее прочностью, с тем, чтобы ее провес был минимальным. По натянутой проволоке устанавливаются цилиндры и корпусы подшипников так, чтобы проволока заняла центральное положение в расточках под уплотнения цилиндров и в расточках под маслозащитные кольца подшипников.
Замер положения проволоки в расточках цилиндров и подшипников производится с помощью штихмас. Допуски па точность установки цилиндров и подшипников по струне даны в приложении 3.
б) Оси расточки цилиндров и подшипников в вертикальной плоскости, включая ось статора генератора, должны образовывать плавную изогнутую линию, приближающуюся к линии естественною провеса роторов, установленных таким образом, чтобы торцевые плоскости подлежащих соединению муфт были между собой параллельны.
Соответствующая предварительная установка цилиндров достигается с помощью установки фундаментных рам на временных прокладках. Требуемые наклоны осей цилиндров и корпусов подшипников для различных турбин высокого давления приведены в приложении 3, где указаны также места установки линеек, на которые кладется ватерпас, используемый для замера уклонов цилиндров и корпусов подшипников. Замена временных прокладок на постоянные (которые должны иметь призматическую форму с очень незначительной клиновидностью для удобства заводки на место) производится после центровки роторов по муфтам. Центровка по муфтам является окончательной и определяющей взаимное положение цилиндров и подшипников турбины и генератора как в плане, так и в вертикальной плоскости.
Однако перед центровкой по муфтам необходимо, чтобы роторы занимали правильное положение в расточках под уплотнения цилиндра и, кроме того, чтобы взаимное положение корпусов подшипников и цилиндров (определяемое вертикальными шпонками) допускало выворачивание без выемки ротора из цилиндра нижних половин вкладышей в обе стороны. Эти требования означают, что ротор должен занимать центральное положение в расточках под уплотнения и под вкладыши с отклонением порядка 0,1 мм.
§ 13. Особенности установки и сборки цилиндра одноцилиндровых турбин
В одноцилиндровых турбинах ЛМЗ цилиндры состоят из трех частей: части высокого давления, выпускного патрубка и промежуточной — средней части, каждая из которых доставляется на монтажную площадку отдельно.
Сборка начинается с нижней половины цилиндра, предварительно укладываемой на фундаментные рамы, устанавливаемые горизонтальнo и на одной высоте, что проверяется уровнем, располагаемым на самих рамах и на линейке, лежащей своими концами поочередно на любых двух рамах.
При сбалчивании выпускной части со средней и средней части с передней частью цилиндра должны быть проведены следующие проверки:
а) до сбалчивания необходимо убедиться в плотности посадки в отверстия установочных болтов, которые фиксируют на вертикальных фланцах взаимное положение частей цилиндра по высоте;
б) после сбалчивания проверить по плоскости горизонтального разъема в местах стыка вертикальных фланцев величину превышения или занижения одной части цилиндра по отношению к другой;
в) при сбалчивании верхней половины цилиндра указанные в предыдущем пункте отклонения фланца горизонтального разъема от плоскости должны соответствовать отклонениям фланца нижней половины цилиндра с тем, чтобы после наложения верхней половины на нижнюю в местах стыка вертикальных фланцев не образовывалось зазора.
Для правильной сборки вертикального стыка верхней половины цилиндра рекомендуется применять следующий прием. На собранную и выверенную нижнюю половину цилиндра устанавливаются части верхней половины таким образом, чтобы по горизонтальному разъему не было зазора. После этого части верхней половины цилиндра притягиваются к нижней половине несколькими шпильками, а затем сбалчивается вертикальный стык между частями верхней половины цилиндра. При этом необходимо следить, чтобы были плотно установлены контрольные штифты, фиксирующие правильное взаимное положение нижней и верхней половин цилиндра, так как в противном случае может оказаться, что расточки под обоймы и уплотнения в верхней и нижней половинах не совпадают;
г) в случае, если ступенек в местах стыка вертикальных фланцев нет, но прилегание верхней половины к нижней по горизонтальному фланцу недостаточно удовлетворительно, убедиться, что незначительная обтяжка нескольких шпилек по горизонтальному разъему обеспечивает безукоризненную плотность горизонтального фланца.
Сборочные и контрольные операции при установке цилиндра на рамах и на переднем подшипнике выполняются в следующем порядке.
- Установить выпускную часть цилиндра, сболченную со средней частью, на задние и боковые рамы. Выверить цилиндр в поперечном и продольном направлениях с помощью линейки и ватерпаса, причем уклон в поперечном направлении должен быть минимальным.
- Установить корпус подшипника при снятых поперечных шпонках на раму, после чего подвести краном часть высокого давления цилиндра и присоединить ее болтами около разъема (по два болта с каждой стороны), оставив зазор 0,1—0,2 мм в стыке. Переднюю часть цилиндра высокого давления опереть на домкраты.
- Установить на корпус переднего подшипника поперечные шпонки и, изменяя толщину временных прокладок под передней фундаментной рамой, подвести корпус подшипника под передние лапы цилиндра таким образом, чтобы при лапах, опертых иа поперечные шпонки, вертикальный фланец между частью высокого и среднего давлений оказался «раскрытым» внизу на 0,15-0,20 мм больше, чем у плоскости горизонтального разъема. Этим будет достигнуто после затяжки вертикального фланца правильное распределение нагрузки на задние и боковые рамы и поперечные шпонки переднего подшипника.
И этом положении произвести выверку в продольном и поперечном направлениях цилиндра и корпуса подшипника по ватерпасу, произведя замеры при расположении линейки согласно приложению 3.
- Закрепить болтами рамы, снять поперечные шпонки, поднять часть высокого давления цилиндра, смазать вертикальный стык мастикой, после чего поставить шпонки и произвести окончательное соединение части высокого давления со средней частью цилиндра.
- Проверить окончательно по ватерпасу и струне положение цилиндров и подшипника, после чего замеренные величины занести в формуляр.
Если монтаж турбины ведется без линейки, то установка цилиндров в подшипников может быть произведена в соответствии с заводским формуляром, содержащим показания ватерпаса, поставленного непосредственно на разъемы цилиндра и корпуса подшипника. Проверка установки цилиндров и корпусов подшипников производится по показаниям ватерпаса, лежащего на шейках ротора, установленного центрально по расточкам уплотнений. Шейки предварительно проверяются на конусность микрометрической скобой.
§ 14. Особенности установки и сборки цилиндра низкого давления турбины ВК-100-2
Цилиндр низкого давления (ЦНД) турбины ВК-100-2 состоит из трех частей — двух выпускных и одной средней.
Перед сбалчиванием трех частей нижней половины цилиндра, которое производится одновременно с установкой ЦНД на фундаментные рамы, необходимо произвести следующие работы.
- Установить выпускные части горизонтально на одинаковой высоте на фундаментные рамы, поставленные на временные прокладки.
- Вывернуть шпильки вертикального стыка выпускных частей цилиндра и средней части.
- Намазать вертикальные фланцы мастикой, завести среднюю часть между выпускными, завернуть шпильки, не затягивая их окончательно.
- С помощью крапа подтянуть среднюю часть ЦНД до совпадения плоскостей горизонтального разъема средней части и выпускных частей, затем сболтить вертикальные фланцы.
- Установить цилиндр по ватерпасу в продольном направлении так, чтобы подъем был в пределах от 0,0 до 3,5 делений в сторону ЦВД. При определении уклона линейка устанавливается над расточками уплотнений выпускных частей. В поперечном направлении цилиндр должен быть установлен с Минимально возможным уклоном.
- Определить отдельно уклоны каждой из выпускных частей, устанавливая линейку поочередно над расточкой для второю вкладыша (задняя опора ротора высокого давления) и третьим уплотнением (передним уплотнением ротора низкого давления), а затем над расточками для пятого вкладыша (вкладыш генератора) и четвертым уплотнением (заднее уплотнение ротора низкого давления).
Для достижения требуемых уклонов выпускных частей опускаются средние рамы цилиндра, причем одновременно производится проверка уклона цилиндра но расточкам для уплотнений (см. п. 5).
- Произвести установку средних рам таким образом, чтобы уклоны выпускных частей, замеренные согласно п. 6, составляли по передней выпускной части 3,5—7,0 делений (с точностью до одного деления) в сторону ЦВД, а по задней выпускной части от 3,5 до 0,00 делений (с точностью до одного деления) в сторону генератора.
- Проверить плотность прилегания опорных поверхностей цилиндра к фундаментным рамам по всей их плоскости. После этого произвести контрольную проверку установки цилиндра согласно приложению 3.
§ 15. Определение несовпадения осей расточек и плоскостей горизонтального разъема
При установке цилиндров по струне и уровню, а также в последующем — при установке роторов по расточкам для уплотнений, необходимо учесть несовпадение расточек подшипников и цилиндров с плоскостью горизонтального разъема, которое может иметь место в результате неточностей изготовления. Величина несовпадения должна быть набита на плоскости разъема возле расточек под уплотнения и вкладыши.
Эта величина несовпадения осей расточек и плоскостей горизонтального разъема может быть найдена, как показано на фиг. 12, а и б.
На поверхности разъема цилиндров поперек расточек для уплотнения ставятся призмы. Затем штихмасом измеряются вертикальные расстояния В1, Н1 и В2 соответственно для верхней и нижней половин цилиндра.
Расстояния между геометрической осью расточек и плоскостью разъема будут в примере, изображенном на фиг. 12, равны:
со стороны впуска пара
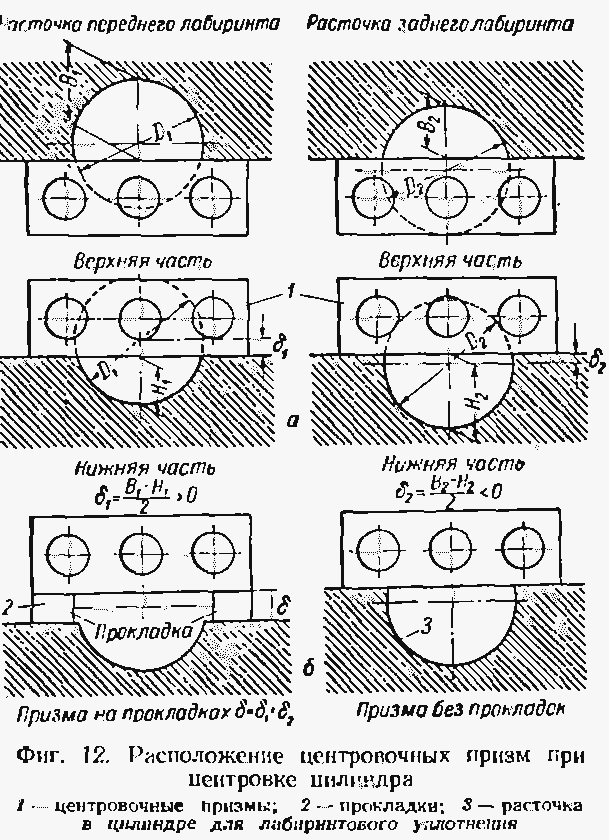
Если полуразность получается отрицательной, это показывает, что ось расточки лежит ниже плоскости разъема, а если положительной, то наоборот.
Проверив указанным способом величину отклонения геометрической оси от плоскости разъема, в дальнейшем при установке цилиндров по уровню линейку кладут на призмы, лежащие поперек расточек под уплотнения, причем предварительно под одну из призм устанавливают прокладки с тем, чтобы верхние плоскости призм были на одной высоте по отношению к геометрической осн расточек.
§ 16. Центровка роторов по расточкам для уплотнений
После того как центровка по струне, произведена и подшипники и цилиндры предварительно установлены под необходимыми уклонами к горизонту, в турбину закладываются роторы для их центровки по расточкам для уплотнении. Подбором соответствующих подкладок под опорные подушки вкладышей ротор устанавливается концентрично по отношению к расточкам для уплотнений цилиндра. Проверка концентричности производится с помощью штихмас.
Соответствующие указания, так же как на допуски на центровку валов по расточкам, приведены в приложении 3.
Устанавливая ротор центрально по расточкам для уплотнений цилиндра, необходимо обратить внимание на то, чтобы он одновременно оказался в центральном положении по отношению к расточкам под вкладыши в корпусах подшипников (с допуском порядка 0,1 мм),так как в противном случае окажется невозможным вывернуть для осмотра вкладыши при наличии ротора (слегка приподнятого в пределах зазора в уплотнениях).
§ 17. Установка диафрагм и обойм
После установки цилиндра на фундаменте можно установить диафрагмы и их обоймы, подгоняя их опорные части таким образом, чтобы оси расточек под уплотнения диафрагм оказались несколько ниже по отношению к осям расточек под концевые уплотнения цилиндра.
Этим учитывается то обстоятельство, что во всех одноцилиндровых турбинах высокого давления ротор гибкий и имеет, следовательно, повышенный прогиб. То же относится к ротору низкого давления турбины ВК-100-2.
Центровка диафрагм может быть выполнена в два приема: предварительно — по отношению к струпе, установленной по концевым расточкам для уплотнений цилиндра, и окончательно — по отношению к ротору, который устанавливается перед этим правильно по отношению к тем же концевым расточкам цилиндра.
Для центровки по струне применяется штихмас. Им же пользуются для замера у разъема расстояния от расточек для уплотнения диафрагм до поверхности ротора. Расстояние же от расточек диафрагм до нижней точки поверхности ротора определяется с помощью обжатия свинцовых кубиков.
При центровке обойм и диафрагм должно быть учтено возможное изменение положения диафрагм в цилиндре после сбалчивания верхней и нижней половин цилиндра. Поэтому рекомендуется окончательную проверку центровки диафрагм производить при приболченной несколькими болтами крышке при помощи обжатия ротором свинцовых кубиков, установленных в расточки для уплотнения диафрагм.
§ 18. Центровка по муфтам
Заключительной центровкой является центровка роторов по муфтам. При этой центровке роторы турбины и генератора устанавливаются таким образом, чтобы их оси образовали одну непрерывную упругую линию. В этом случае уклоны смежных с муфтами шеек роторов должны быть одинаковыми, а торцевые поверхности муфт параллельны и концентричны; уклоны смежных с муфтами шеек роторов должны быть одинаковыми (при условии отсутствия конусности шеек), а торцевые поверхности муфт параллельны и концентричны (при условии отсутствия «боя» этих поверхностей).
При центровке по муфтам оба ротора должны поворачиваться одновременно и на один и тот же угол. При таком методе некоторый возможный перекос плоскостей полумуфт не скажется на результатах центровки.
Допуски на отклонение от параллельности и концентричности подлежащих соединению муфт указаны в приложении 3.
Так как перемещение роторов в расточках для подшипников путем изменения толщины прокладок под опорными подушками вкладышей приводит к изменению зазоров в лабиринтовых уплотнениях, то подобная регулировка положения ротора при центровке может быть допущена лишь в самых ограниченных пределах, которые соответствуют допустимым отклонениям в зазорах лабиринтовых уплотнений. Вне этих пределов регулировка производится путем изменения толщины прокладок под фундаментными рамами или лапами цилиндра, т. е. в этом случае цилиндр и ротор сдвигаются совместно, обеспечивая сохранение установленных ранее зазоров в лабиринтовых уплотнениях.
После замены временных прокладок под фундаментными рамами на постоянные и закрытия цилиндра производится контрольная проверка центровки по муфтам в условиях передачи на подшипники и рамы полного веса всех частей турбины для обнаружения возможной осадки фундаментных рам на прокладках или самого фундамента.
В приложении 3 даны соответствующие окончательной центровке пределы нормальных уклонов роторов, цилиндров и стоек подшипников для турбин разных типов в градусах по ватерпасу «Геологоразведки». Один градус — одно деление шкалы этого ватерпаса соответствует уклону в 0,1 мм на 1 м.