Назначение горячей затяжки.
Для затяжки фланцевых соединений цилиндров турбин и паровых коробок клапанов автоматического затвора применяются шпильки и болты большого диаметра из легированной стали. Обычные механические способы затяжки фланцевых соединений являются недостаточными для обеспечения плотности этих узлов турбины.
Для затяжки шпилек и болтов большого диаметра завод применяет подогрев их в процессе затяжки. При подогреве шпильки и болты удлиняются за счет теплового расширения, что и обеспечивает легкое заворачивание гаек. После остывания в шпильках и болтах создастся необходимое усилие, обеспечивающее плотность фланцевого соединения. Преимущество горячей затяжки заключается в возможности контроля затяжки, в отсутствии скручивающих напряжений в шпильках и болтах и в легкости затяжки без применения значительной физической силы.
Подогрев шпильки или болта продолжают до тех пор, когда можно легко повернуть ганку на заранее установленную дугу (или угол), зависящую от рабочей длины шпильки или болта (см. размер I на фиг. 169). При затяжке болта размер / равен суммарной толщине обоих фланцев, а в случае шпильки — толщине одного лишь верхнего фланца. Удлинение болта или шпильки, на которое они должны быть растянуты при затяжке, принимается равным от 0,15 до 0,18% от рабочей длины, причем верхнее значение относится к шпилькам диаметром 120 мм турбин высокого давления, а нижнее — к шпилькам и болтам меньшего диаметра турбин как высокого, так и нормального давления Исходя из этой величины удлинения, подсчитывают угол или дугу дополнительного поворота гайки после того, как фланцевое соединение было предварительно обжато обычным способом без применения подогрева шпилек и болтов.
Предварительное обжатие холодным способом фланцевых соединений турбин высокого давления производится одним человеком с применением кувалды (см. ниже), а фланцевые соединения турбин нормального давления обжимаются предварительно без применения кувалды.
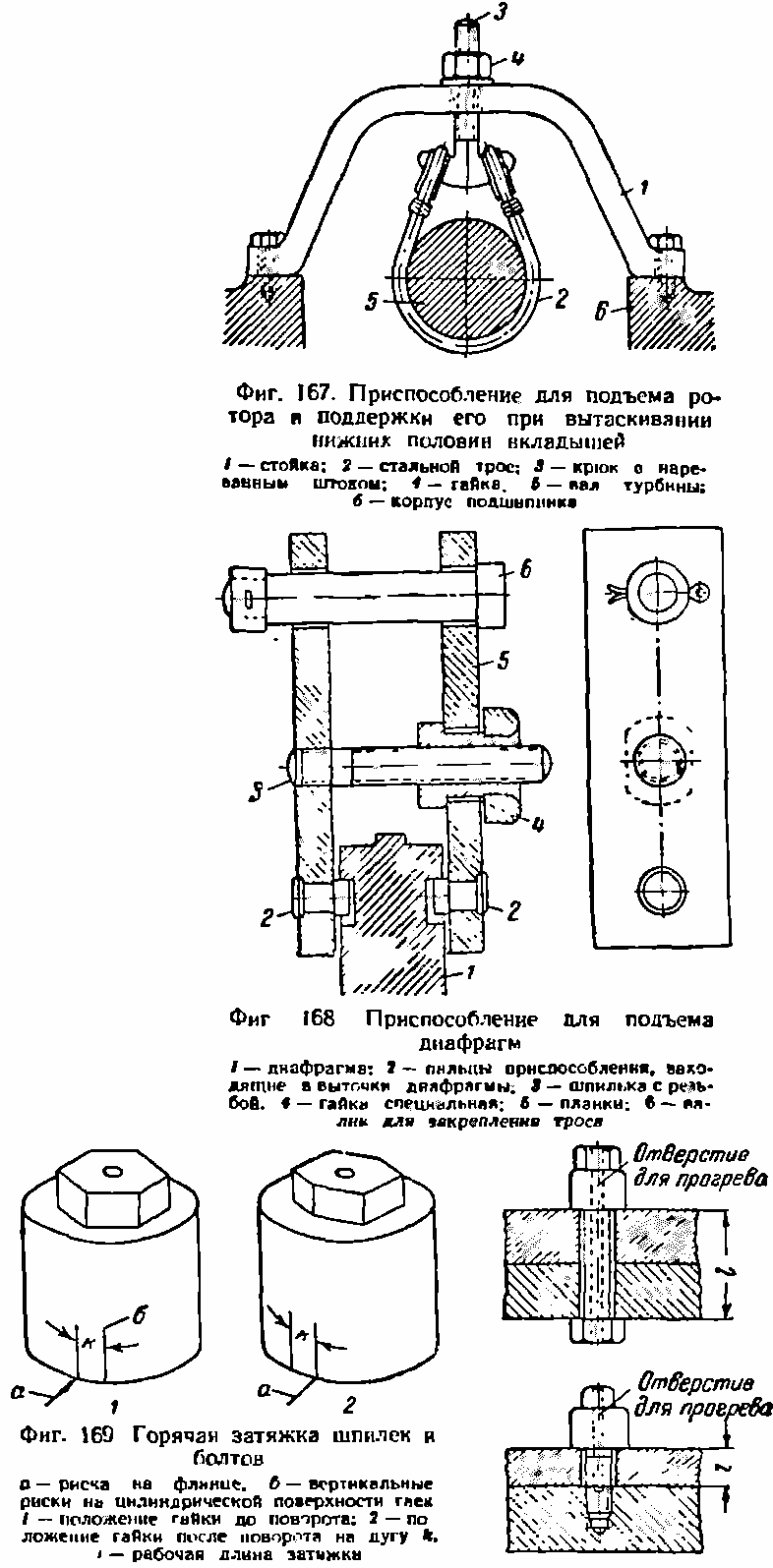
Для правильного подсчета угла полорота гайки необходимо также учитывать величину осадки мастики при остывании шпилек и болтов, как разности между толщиной слоя мастики после затяжки фланцевого соединения обычным способом и остаточной толщиной слоя мастики (0,03—0,06 мм) после затяжки шпилек и болтов с подогревом.
Применение горячей затяжки даст настолько сильный натяг болтов и шпилек, что для раскрытия фланцевого соединения при ревизиях также необходимо их нагревать. Для осуществления нагрева в шпильках и болтах высверливается внутренний продольный канал, а в колпачковых гайках делается осевое отверстие.
Болтонагреватели системы ЛМЗ.
Для нагрева шпилек и болтов завод применяет электропневматические болтонагреватели. Отличительной особенностью их является применение воздуха в качестве промежуточного теплоносителя, благодаря чему предотвращается местный перегрев металла шпилек и болтов.*
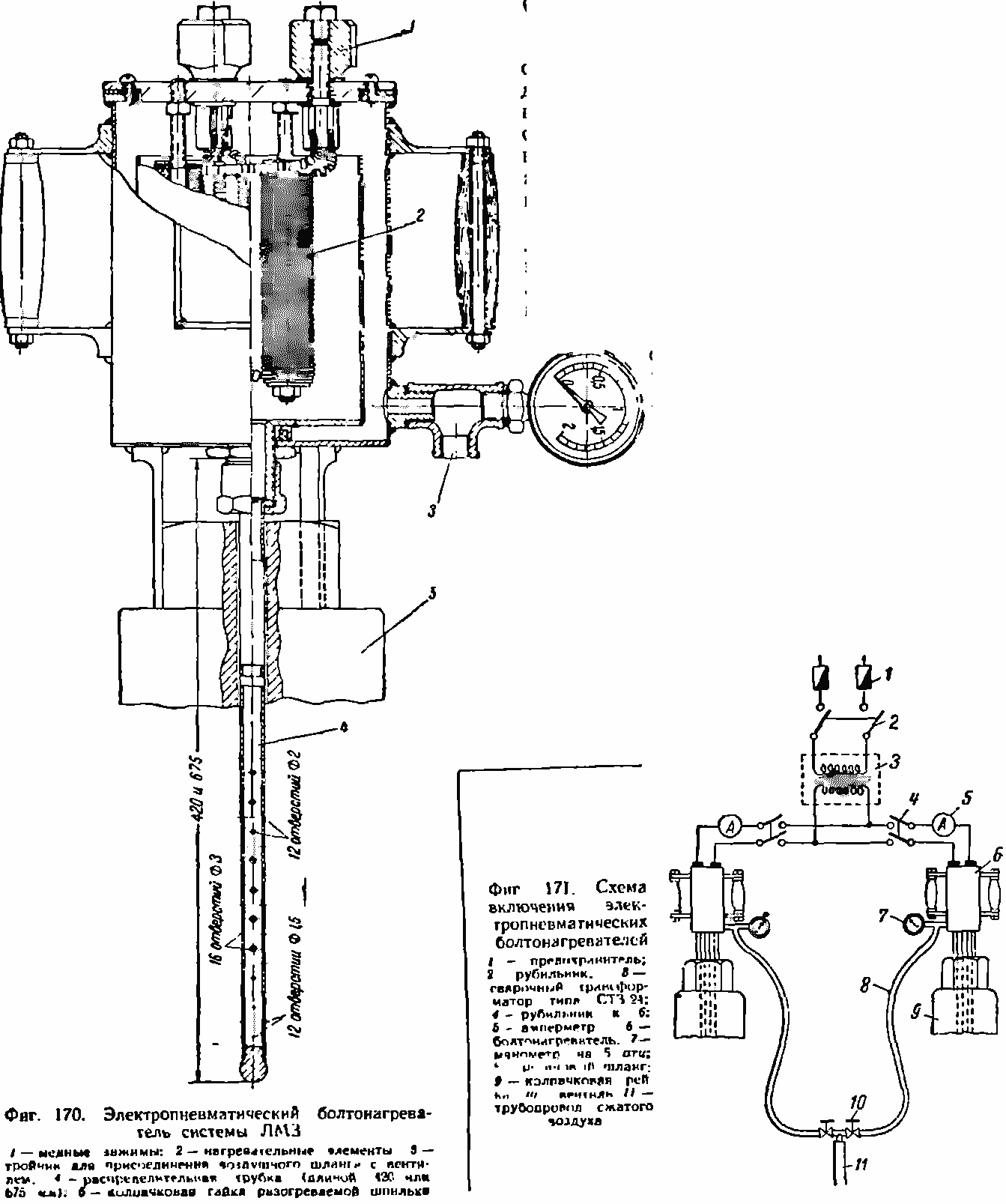
* Недостаток применения для нагрева болтов и шпилек газовых горелок с открытым пламенем или электрических нагревателей со спиралями или углями для непосредственной передачи тепла излучением заключается в опасности местного перегрева металла с появлением внутренних напряжений, разрушением структуры и потерей прочности шпилек и болтов.
Электропневматический болтонагреватель (фиг. 170) состоит из корпуса, в котором расположены два нагревательных элемента (всего 9 м нихромовой проволоки Ø 2 мм). Элементы присоединены к двум наружным медным зажимам на крышке корпуса. Они рассчитаны на силу тока 70 а при напряжении 60 в. Элементы питаются от вторичной обмотки сварочного трансформатора типа СТЗ-24, который может одновременно питать два болтонагревателя. Нагреватель соединяется с трансформатором гибкими проводами сечением 16 мм2 и длиной 6—10 м.
Корпус снаружи защищен от теплового излучения асбестовым картоном и заключен в футляр, снабженный деревянными рукоятками и тремя опорами, на которых болтонагреватель устанавливается на верхней плоскости колпачковой ганки. В корпус болтонагревателя через резиновый шланг Ø 16/8 мм подается сжатый воздух, который нагревается в корпусе до 250—300° и выходит из нагревателя снизу через распределительную трубку. Трубка имеет по всей длине отверстия в стенке для выхода воздуха, а с конца закрыта. Для нагрева шпилек и болтов трубку болтонагревателя вставляют в их продольный канал.
Схема включения болтонагревателей показана на фиг. 171.
Инструкция по горячей затяжке болтов и шпилек
Затяжка горизонтального фланцевого соединения цилиндров турбин высокого давления.
- Горячим способом затягиваются шпильки цилиндров диаметром 120, 76 и 52 мм. Перед затяжкой следует проверить чистоту внутренних каналов шпилек и продуть их в случае надобности. Навернуть все гайки на шпильки и произвести предварительную затяжку стыка холодным способом, доведя поверхности фланцев до контакта и выжав излишнюю мастику. Предварительная затяжка производится одним человеком с применением гаечного ключа длиной 400 мм и кувалды весом 10—16 кг.
- Зафиксировать после холодной предварительной затяжки положение колпачковых гаек, нанеся вертикальные риски на цилиндрической их части и проведя прямую линию на поверхности фланца от точки пересечения вертикальной риски с плоскостью разъема, как показано на фиг. 169.
- Отмерить от вертикальной риски по окружности гайки в направлении против заворачивания гайки дугу длиной К, согласно нижеприведенной таблице, и нанести на цилиндрической поверхности гайки вторую вертикальную риску, как показано на фиг. 169
- Привернуть к двум болтонагревателям те распределительные трубки, длина которых соответствует длине шпилек.
- Продуть воздушную магистраль для спуска воды.
- Привернуть резиновые шланги к боковым трубкам нагревателей и, плавно открывая вентили, установить перед каждым нагревателем давление воздуха равным 2 кГ/см2 руководствуясь показаниями манометров на тройниках.
- Включить рубильники нагревателей для подачи тока к нагревательным элементам. Давление воздуха по истечении 1—2 мин. само возрастает до 2,8—3,0 кГ/см2 (в результате увеличения удельного объема при нагреве).
- Установить нагреватели симметрично с обеих сторон цилиндра па гайки первых шпилек, считая от переднего блока турбины, и отметить время начала прогрева.
- По истечении указанной в табл. 26 продолжительности нагрева повернуть ключом гайки на нагретых шпильках до совпадения второй вертикальной риски на гайке с прямой линией на поверхности фланца (фиг. 169).
- Затем переставлять нагреватели иа следующие шпильки и производить затяжку, как указано выше. При переходе на шпильки меньшего диаметре следует сменить распределительные трубки на более короткие.
Затяжка шпилек коробки клапана автоматического затвора производится аналогичным способом одновременно двумя нагревателями, устанавливаемыми на одном диаметре.
Таблица 26
Данные по затяжке шпилек большого диаметра фланцевых соединений турбин серии высокого давления

Отворачивание гаек.
Перед отворачиванием гаек производится нагрев шпилек нагревателем в течение такого же времени, как и при затяжке, после чего гайка легко отворачивается ключом.
Особые указания.
- Аккуратно обращаться с болтонагревателями, не подвергая их сотрясениям и ударам
- Во избежание перегорания нагревательных элементов включение электрического тока допускается только после подачи в нагреватель воздуха при вышеуказанном давлении.
- Перед применением нагревателей рекомендуется проверить чистоту распределительных трубок.
- При прекращении подачи сжатого воздуха или при резком повышении давления перед нагревателем, что указывает на отсутствие протока воздуха через корпус нагревателя, следует немедленно выключить рубильник нагревателя.
- По окончании затяжки шпилек надо сперва выключить ток и только после этого закрыть подачу воздуха.