§ 27. Направляющий аппарат ступеней скорости
Назначение направляющего аппарата ступеней скорости заключается в том, чтобы изменить направление потока пара после прохождения им первого венца рабочих лопаток в целях использования его скорости для активного воздействия на лопатки второго венца регулирующей ступени. Направляющий аппарат состоит из лопаток, набранных в обойму, состоящую из двух частей (фиг. 28).
Части обоймы вставлены в расточки верхней и нижней половин цилиндра. Отличительной особенностью конструкции проточной части регулирующей ступени, как это видно из фиг. 28, является тщательное уплотнение каналов, по которым протекает пар. Это уплотнение достигается осевыми зубцами, вытачиваемыми у основания рабочих лопаток, и свешивающимся заостренным краем верхнего бандажа рабочих лопаток. Кроме того, в обойме направляющего аппарата заделаны над бандажами каждого из двух рабочих лопаточных венцов по три ленточных уплотнения, препятствующих перетеканию пара помимо канала рабочих лопаток. Два аналогичных уплотнения заделаны в бандаж промежуточных направляющих лопаток.
Уплотнения изготавливаются из нержавеющей стали и должны быть заострены до 0,5 мм по толщине. Соблюдение незначительных зазоров в этих уплотнениях (не больших, чем указано в таблицах приложения 1) весьма важно для экономичной работы турбины.
Для сохранения центровки промежуточного направляющего аппарата по отношению к ротору и предотвращения его коробления под действием температурных деформаций, которые могли бы вызвать сработку уплотнений, обойма направляющего аппарата подвешена вблизи плоскости горизонтального разъема на специальных лапках, показанных на фиг. 28.
Крючок лапки плотно пригоняется к поперечной планке, вделанной во фрезерованный паз на плоскости разъема цилиндра. Крючок лапки, удерживая концы обоймы, предотвращает искажение круглой формы обоймы направляющего аппарата под действием температурных деформаций. Такое явление наблюдалось в турбинах первоначальных выпусков, не имевших описываемой конструкции крепления и подвески, в результате чего срабатывалось уплотнение лопаток регулирующих ступеней и появлялась значительная наработка на бандажах. Боковые лапки должны пригоняться таким образом, чтобы плоскости разъема обеих половин обоймы были утоплены по отношению к плоскости разъема цилиндра на 0,1—0,15 мм каждая.
Для предотвращения поперечных смещений обоймы направляющего аппарата, в верхней и нижней половинах его, в вертикальной плоскости пригнаны косые шпонки (фиг. 28), заштифтованные и приваренные к цилиндру. Благодаря наличию лапок и в верхней половине обоймы, при разборке цилиндра верхняя половина обоймы поднимается с верхней половиной цилиндра.
В тех местах, где по окружности регулирующего колеса между сегментами сопел имеются свободные промежутки, к обойме направляющего колеса приболчены щитки 13, покрывающие рабочие лопатки регулирующей ступени. Наличие щитков уменьшает вентиляционные потери, которые возникают вследствие того, что рабочие лопатки, не заполненные паром, поступающим из сопел, работают как вентилятор, захватывая и перемещая пар, заполняющий камеру регулирующей ступени. Болты, крепящие щитки к обойме, должны быть прихвачены к щиткам с помощью электросварки. Направляющие лопатки, вставленные в обойму, должны прилегать друг к другу плотно. Щуп толщиной 0,05 не должен проходить между лопатками по всей ширине хвоста. Лопатки, прилегающие, к плоскости разъема, должны быть пригнаны за подлицо с ней или же с утоплением до 0,15 мм.

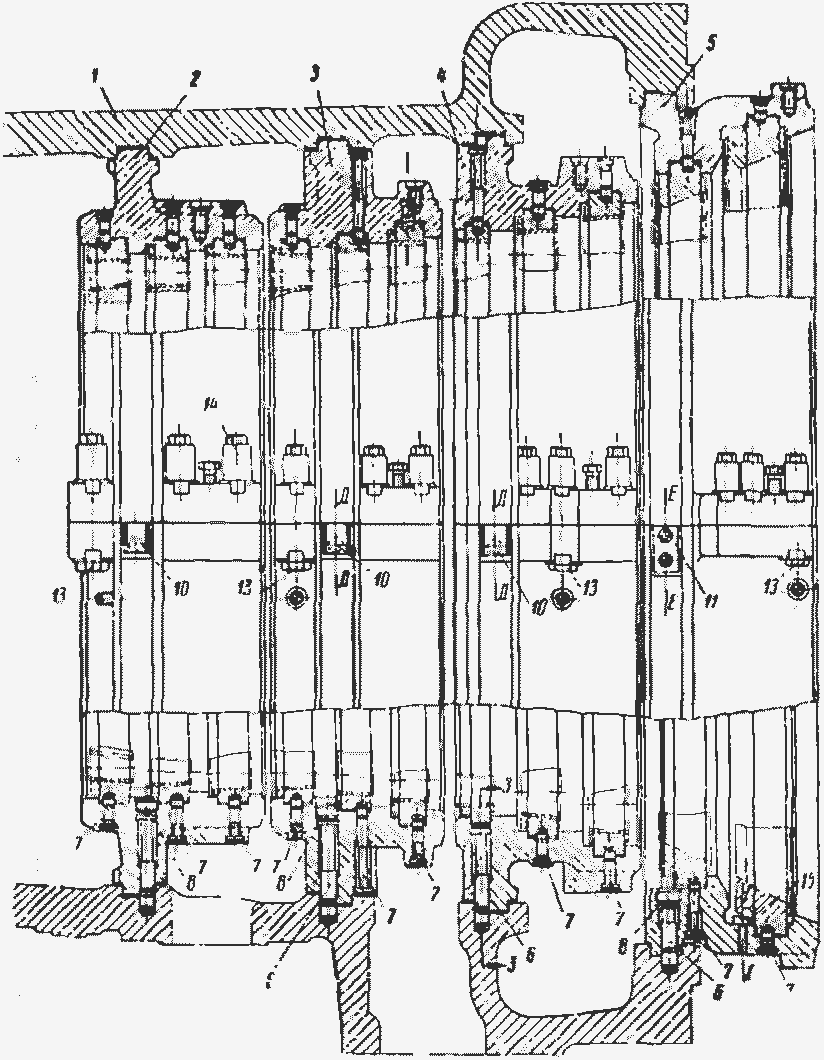
Фиг. 29 а. Обоймы. ЦВД турбины ВК-100-2 (первоначальная конструкция)
1, 2, 3, 4 - обоймы; 5 - косые шпонки; 6 - штифты для центровки диафрагм; 7 - контрольные болты; 8 - шпонки, удерживающие верхние половины диафрагм при разборке цилиндра; 9 - лапки для подвески первых обойм
Хвосты лопаток, находящихся у разъема, прошиваются через обойму цилиндрическими штифтами 12 под развертку, которые прихватываются с торца электросваркой.
Между отдельными сегментами бандажа направляющих лопаток должны быть предусмотрены температурные зазоры величиной 0,5— 1,0 мм.
§ 28. Диафрагмы и обоймы диафрагм
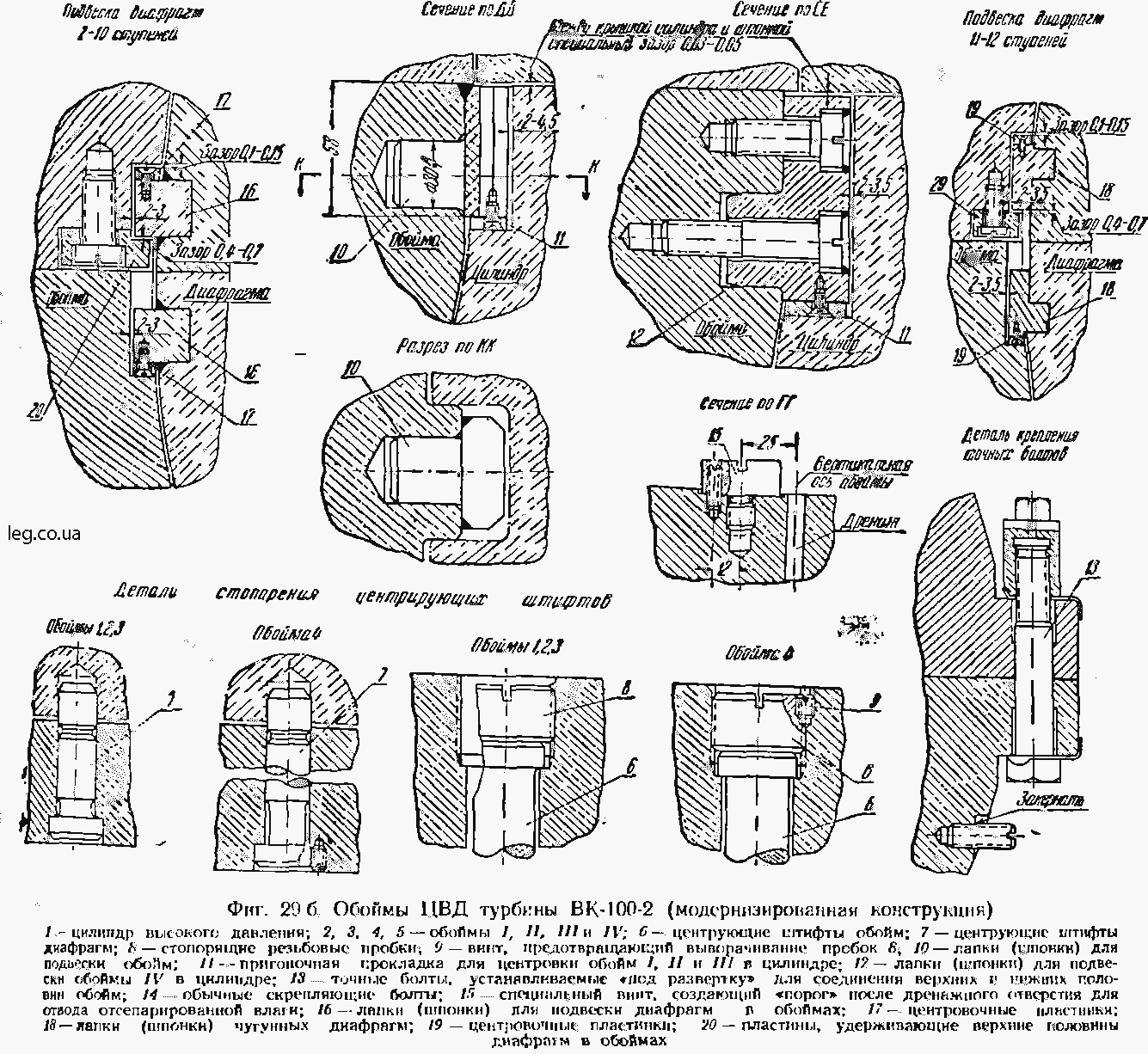
В турбинах в. д. применяются два типа диафрагм: стальные — в первых ступенях турбины и чугунные с залитыми лопатками из нержавеющей стали — в части низкого давления. Первоначально стальные диафрагмы выполнялись с наборными фрезерованными лопатками, которые с помощью вильчатого хвоста и заклепок соединялись с телом диафрагмы. В дальнейшем ЛМЗ перешел на цельносварные диафрагмы, более совершенные как в эксплуатационном, так и в производственном отношении. Диафрагмы установлены в обоймах, а обоймы в цилиндре таким образом, чтобы несмотря на различные температуры их, а следовательно, и деформации во время работы турбины, оси их совпадали между собой и с осью цилиндра. Достигается это следующим путем. Нижние половины обойм подвешены у разъема цилиндра на специальных шпонках (фиг. 29, а и б), удерживающих обоймы от перемещений в вертикальной пл ос кости. Радиальные зазоры между гребнями обойм и дном расточек в цилиндре должны быть не меньше 1,5 мм для обеспечения беспрепятственного расширения обойм. Зазоры в местах пригонки специальных шпонок к цилиндру показаны на деталях фиг. 296 и в приложении 3 в конце книги. Конструкция специальных шпонок различна в зависимости от того, из какого материала сделана обойма. К стальным обоймам пшонка приваривается, ее конструкция показана на сечении по ДД фиг. 296. К чугунным обоймам шпонка крепится двумя винтами, головки которых прихватываются электросваркой (см. сечение по ЕЕ).
В турбинах, выпускавшихся заводом до 1955 г., чугунные обоймы не имели подвески на шпонках, а устанавливались непосредственно в расточки цилиндра на штифтах.
Обоймы имеют жесткое фланцевое соединение обеих половин в горизонтальном разъеме, осуществляемое с помощью точных болтов, имеющих цилиндрический участок, плотно сидящий в отверстии, проходящем через фланцы обеих половин обойм. В связи с этим дополнительного крепления верхних половин обойм не требуется. Для производства центровки в вертикальной плоскости к нижним торцам специальных шпонок, на которых обоймы висят, привинчиваются стальные прокладки 11, толщина которых пригоняется во время центровки обойм в цилиндре.
Для того чтобы предотвратить боковые перемещения обойм, в нижних половинках их, в вертикальной плоскости, проходящей через ось турбины, установлены цилиндрические штифты. Отверстия для этих штифтов засверливаются и разворачиваются совместно в обойме и цилиндре после центровки обойм.
В конструкциях турбин, выпускавшихся заводом до 1955 г., поперечное перемещение обойм предотвращалось наличием вверху и внизу двух косых шпонок между верхней и нижней половинами обоймы и цилиндром.
Крепление диафрагм в обоймах должно быть выполнено таким образом, чтобы при работе турбины сохранялись радиальные зазоры между уплотнениями диафрагм и ротором и чтобы между гребнем диафрагмы и дном расточки в обойме был концентричный радиальный зазор не менее 1,5 мм, необходимый для температурного расширения диафрагмы.
Достигается это конструкцией подвески, аналогичной подвеске обойм в цилиндре. Конструкция специальных шпонок диафрагм ясна из фиг. 29, а и б.
Диафрагмы не имеют скрепления по горизонтальному разъему. Поэтому в отличие от обойм каждая половина диафрагмы имеет самостоятельную подвеску в соответствующей половине обоймы.
Верхние половины диафрагм при разборке обоим поднимаются вместе с верхними половинами последних. Достигается это тем, что верхняя половина диафрагмы, так же как и нижняя, имеет две боковые шпонки («лапки»), которые при подъеме верхней части обоймы ложатся на поддерживающие шпонки обоймы, закрепленные во впадинах у горизонтального разъема (см. фиг. 29).
Между пригоночными прокладками, закрепляемыми на торцах боковых лапок верхних половин диафрагм, и дном углубления, выфрезерованного во внутренней расточке обоймы, должен быть зазор, чтобы было возможно беспрепятственное сбалчивание разъема обойм. Необходимые зазоры показаны на фиг. 29 и в приложении 3.
В горизонтальном направлении между лапкой и обоймой также должен быть зазор для беспрепятственного расширения диафрагмы в поперечном направлении. Положение диафрагм в обоймах фиксируется двумя радиальными штифтами вверху и внизу. Отверстия для этих штифтов засверливаются с внешней стороны через стенки обойм.
В турбинах, подлежащих выпуску в 1956— 1957 гг., фиксация положения диафрагм в поперечном к оси турбины направлении будет несколько отличаться от применявшейся в ранее выпущенных турбинах. В ободе на горизонтальном разъеме нижних половин диафрагм предполагается установить вертикальный штифт, который с малым зазором будет входить в отверстие верхней половины
диафрагмы. В этом случае отпадает необходимость ставить в верхней половине диафрагмы (по вертикальной оси) штифт, засверливаемый через обойму.

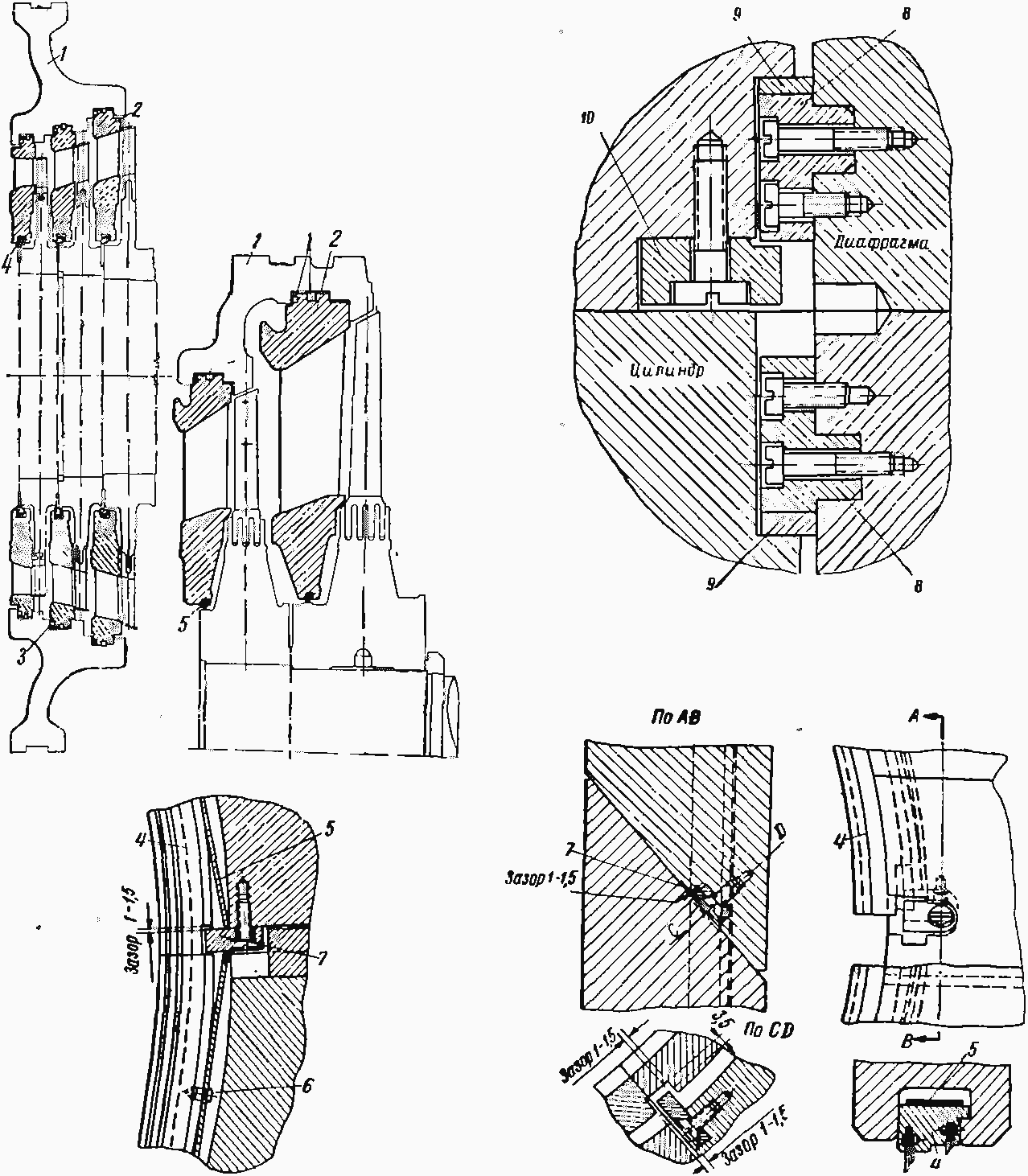
Фиг. 30 б. Чугунные диафрагмы
1 — обоймы; 2 — диафрагмы; 3 — центровочные осевые штифты; 4 — сегменты уплотнения; 5 — плоские пружины уплотнения, 6 — штифты-заклепки пружин 5; 7 — стопорные пластины пружин; 8 — опорные лапки диафрагм; 9 — пригоночная пластина; 10 — планка, удерживающая верхнюю половину диафрагмы в обойме
В турбинах, выпускавшихся до 1956 г., чугунные диафрагмы и часть сварных устанавливались в обоймах без подвески на шпонках.
Диафрагмы в этом случае устанавливаются в расточке обоймы на коротких радиальных штифтах, которые пригоняются таким образом, чтобы зазор в стыке между половинами диафрагм при сборке в обоймах не превышал для стальных диафрагм 0,1—0,15 мм (фиг. 30) и до 0,25 мм для чугунных диафрагм. Эти зазоры проверяются по разнице в толщинах свинцовых проволок, которые при проверке прокладываются в разъеме обоймы и в стыках диафрагм, после чего обоймы сбалчивают, сжимая проволоки.
В разъеме все диафрагмы снабжены уплотняющей шпонкой, прикрепляемой винтами к нижней половине диафрагм. Крепление верхних половин чугунных диафрагм в обоймах таково, что они поднимаются совместно с верхними половинами обойм.
Все диафрагмы снабжены уплотнениями по отношению к ротору с тем, чтобы воспрепятствовать перетеканию пара помимо направляющих лопаток.
Величины радиальных и осевых зазоров в уплотнениях диафрагм см. в приложении 2.
Радиальным зазорам в уплотнениях диафрагм при ревизиях турбин должно быть уделено особое внимание (см. § 25).
Для стальных диафрагм ширина гребня, входящего в расточки обойм, делается такая, чтобы плотность посадки соответствовала примерно «ходовой».
В чугунных диафрагмах на гребне, со стороны пара, установлен ряд коротких цилиндрических штифтов, припиловкой которых достигается необходимая плотность посадки гребней диафрагм в расточках обойм, которая должна также соответствовать «ходовой» или «широкоходовой».
При сборке диафрагм необходимо обратить внимание на то. чтобы они входили в расточки обойм свободно, но без излишнего зазора.