Во время пропитки лаками без растворителей выделение летучих невелико. Оборудование для пропитки занимает мало места и его устанавливают непосредственно в обмоточных цехах, встраивая в технологическую линию изготовления статоров или якорей.
Статор или якорь устанавливают для пропитки под углом 20° в приспособление (рис. 178). Обмотанный статор 4 нагревают до 80—100оС и вращают с частотой 20—30 об/мин. На наружную и внутреннюю поверхности лобовых частей 1 обмотки через сопла 3 подают тонкой струей 2 пропиточный лак (рис. 178, а). Поэтому такой метод называют струйным. Лак, попадая на нагретую обмотку, разжижается и проникает внутрь пазов между проводниками и слоями изоляции. Во время подачи лака нагрев обмотки продолжается, но ее температура не превышает определенного уровня, так как тепловая энергия расходуется на нагревание лака. После прекращения подачи лака статор поворачивается в горизонтальное положение.
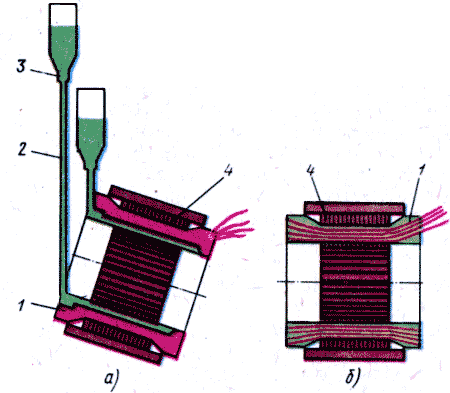
Рис. 178. Схема струйной пропитки: а — дозированная подача лака при наклонном положении статора, б — вращение статора при горизонтальном положении оси
Вращение и нагрев обмотки продолжается (рис. 178,б). Лак равномерно распределяется по объему лобовых частей обмотки и в пазах статора, а из-за прекращения подачи холодного лака температура обмотки повышается. Лак постепенно загустевает и в конце процесса пропитки полностью затвердевает, цементируя проводники обмотки и изоляцию.
Установка УПС-4 для пропитки статоров асинхронных двигателей (рис. 179) имеет вращающийся стол 8 с восемнадцатью приспособлениями, служащими для закрепления сердечников статоров 4, устройство для дозирования 2 и подачи лака 3, привод вращения стола 1 и привод вращения статоров 7, устройство для токового нагрева обмоток — коллектор 5 и токосъемник 6. Все механизмы размещены в корпусе 9 со смотровыми окнами и патрубком, который подключается к вентиляционной сети для отвода паров лака.
При загрузке сердечники статоров устанавливаются на приспособления и выводные концы их обмоток подключают к питающей сети переменного тока пониженного напряжения. Стол совершает прерывистое вращательное движение под действием поворотного механизма 1, который включается через определенные промежутки времени шаговым двигателем. После очередного шага каждый сердечник статора, находящийся на приспособлении, последовательно занимает одно из восемнадцати положений — позиций. На 1-й и 2-й позициях происходит нагрев обмотки током до 80—100оС. На 3, 4 и 5-й позициях на поверхность лобовых частей обмотки подаются через два сопла дозы пропиточного лака.

Рис. 179. Установка для пропитки статоров УПС-4
Сердечники в это время находятся в наклонном положении и вращаются с частотой 20—30 об/мин. На следующих позициях — до 16-й сердечники устанавливаются в горизонтальное положение и продолжают вращаться. Лак· равномерно распределяется по обмотке в лобовых и пазовых частях, нагрев обмотки увеличивается и происходит его отверждение. На 16-й позиции питание обмотки током прекращается и на позицию выгрузки сердечник поступает несколько охлажденным.
На установке УПС-4 все работы, кроме установки, выгрузки и подсоединения выводных концов обмотки, выполняются автоматически.
Время выдержки сердечников статоров на каждой из позиций определяется их размерами. При пропитке статоров с наружным диаметром до 100 мм производительность установки достигает 120 сердечников/ч, а с наружным диаметром 149 мм — вдвое меньше.
Статоры, обмотка которых не может быть равномерно нагрета током, например в многоскоростных машинах с двумя обмотками, нагревают индукционным способом. В установках УПС-2 и УПС-5 на приспособлениях для закрепления статоров установлены индукторы (рис. 180), в каждый из которых вкладывается статор 1.
Обмотка индуктора 3 питается переменным током. Переменный поток индуктора 2, проходя по магнитопроводам статора и индуктора, нагревает их и обмотку. В течение всего процесса пропитки и сушки статоров, который происходит так же, как и в описанных ранее установках, статоры находятся в индукторах. Перемещение статоров от одной позиции к другой происходит не на поворотном столе (как в установке УПС-4), а линейно. С помощью индукторов нагревают также якоря машин постоянного тока при пропитке на аналогичных установках: УПЯ-1, УПЯ-2, УПЯ-3.

Рис. 180. Индуктор для нагрева стали статоров