В современных машинах проволочные бандажи наматывают только на больших якорях. На якорях машин малой и средней мощности вместо проволочных наматывают бандажи из стеклоленты. Для этой цели используют стеклоленту из однонаправленных стеклянных нитей, пропитанную в термореактивных лаках ПЭ-953 для классов нагревостойкости изоляции А, Е и В или в лаке ПЭ-933 для класса нагревостойкости F.
Бандажи наматывают на бандажировочных станках, оборудованных устройством для натяжения стеклоленты, динамометром и тормозным устройством, позволяющим сохранять натяжение ленты при остановке станка. Перед намоткой стеклоленты ее конец закрепляют на якоре, прижав его к середине лобовой части 1,5—2 витками бандажа при неполном натяжении ленты. Увеличивают натяжение до заданного в чертеже. Под натянутую ленту заправляют край полосы из стеклоткани шириной примерно в 1,5 раза большей, чем ширина бандажа, и обертывают ее один раз вокруг лобовых частей якоря. Витки бандажной ленты накладываются на эту полосу с полным натяжением вполнахлеста от первого витка в сторону головок лобовых частей.
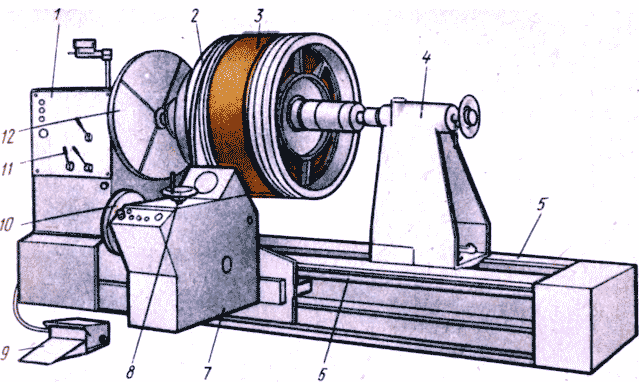
Рис. 151. Кинематическая схема станка для бандажирования стеклолентой
На границе бандажа согласно чертежу обмотки наматывают несколько витков ленты один на другой. При этом образуется бортик, на который завертывают подложенную под бандаж полосу стеклополотна. Таким образом появляется упор, препятствующий сползанию витков ленты в сторону головок лобовых частей. Завернутый край стеклополотна прижимается последующими витками, образуя чехол для крайних витков ленты. Все остальные витки наматывают рядами вполнахлеста, размещая их между бортиком и торцом якоря. Количество витков указывается в чертеже обмотки.
Конец последнего витка должен располагаться на середине по ширине бандажа. Для его закрепления на бандаж перпендикулярно ленте укладывают согнутую петлей тонкую проволоку и прижимают ее последними тремя витками ленты, которые наматывают один на другой, постепенно уменьшая натяжение примерно до половины первоначального. После этого полностью освобождают ленту и перерезают ее. Конец ленты закрепляют, продевая в петлю и протаскивая под последними витками. Последний виток пропаивают горячим паяльником. От нагрева лак, которым пропитана бандажная лента, запекается и прочно удерживает конец бандажа. Бандаж на лобовые части со стороны коллектора наматывают, не устанавливая чехла, так как роль бортика играют петушки коллектора.
После намотки бандажей из стеклоленты их запекают. Якорь выдерживается в печи при 145—150оС в течение 12 ч. За это время термореактивный лак, которым пропитана бандажная стеклолента, полимеризуется и бандаж превращается в монолитное кольцо, прочно удерживающее лобовые части обмотки во время работы машины.

Рис. 152. Кинематическая схема каретки бандажировочного станка с механизмом натяжения
Бандажи из стеклоленты состоят из большого числа витков, поэтому необходима правильная раскладка ленты вполнахлеста по ширине бандажа. Намотка их на несовершенном оборудовании сопряжена с большими затратами времени.
Бандажи из стеклоленты наматывают на специальных бандажировочных станках (рис. 151). Станок состоит из станины 5, задней подвижной бабки 4, передней бабки 1 и подвижной каретки 7. В передней бабке находится коробка скоростей 11. В каретке расположены система, обеспечивающая ее поступательное движение, и натяжное устройство стеклоленты 10.
Установленный в центрах передней и задней бабок якорь 3 вращается приводным двигателем через коробку скоростей и шпиндель станка 12. Одновременно система шестерен вращает ходовой и силовой валики. От ходового валика приводится в действие система подачи каретки, передвигающейся по зубчатой рейке 6. Силовой валик приводит в действие механизм 10 подачи и натяжения ленты. Во время остановки станка натяжение ленты сохраняется. Для заправки ленты 2 и создания натяжения вручную служит штурвал 8, соединенный системой шестерен с механизмом натяжения. Станок пускается нажатием педали 9.
Большой ход каретки вдоль якоря позволяет за одну установку наматывать бандажи на обе лобовые части обмотки якоря.
Кинематическая схема работы каретки станка с механизмом натяжения приведена на рис. 152. Лента с барабана 4 через направляющий ролик 7 поступает на барабаны 6 и 10 и через направляющие ролики 1, 5 и 3 наматывается на лобовые части якоря. Большой угол охвата лентой барабанов не дает ей возможности проскальзывать по их поверхностям. Натяжение ленты создается торможением барабанов. Степень натяжения контролируется динамометром 2. Для усиления или уменьшения натяжения рукояткой 8 поджимают или отпускают пружину тормоза 9.
В настоящее время для намотки бандажей из стеклоленты промышленность выпускает бандажировочные станки типа БР. На различных моделях полуавтоматических станков этого типа можно наматывать бандажи из стеклоленты на якоря диаметром от 80 (станок, БР-1) до 1200 мм (станок БР-2). Станки обеспечивают высокую производительность и хорошее качество намотанных бандажей. Частота вращения шпинделя этих станков может меняться: 42—200 об/мин при намотке бандажей на якоря машин малой мощности и 10—70 об/мин при намотке бандажей на якоря машин большой мощности. Число витков намотанного бандажа фиксируется счетчиком. Намотав заданное число витков, намотку прекращают.
После пайки обмоток и намотки бандажей якоря поступают в пропиточное отделение цеха для пропитки уложенной обмотки.