Чтобы припаять выводные концы секций к пластинам, в петушках коллекторах фрезеруют прорези. Высота петушков зависит от разницы диаметров якоря и коллектора. Петушки должны располагаться примерно на уровне пазов якоря (см. рис. 37), чтобы выводные концы секций не приходилось сильно изгибать. В машинах, в которых диаметр якоря много больше, чем диаметр коллектора, петушки должны быть высокими. Для этого края пластин до сборки коллектора фрезеруют и в них впаивают полоски меди с хомутиками для соединения с концами секции — вставные петушки. · Места соединений вставных петушков с пластинами должны помимо высокой электропроводности обладать также и большой прочностью. Поэтому концы петушков и прорези пластин сначала лудят, потом скрепляют заклепками и лишь после этого пропаивают припоем ПОС. Широко применяется также пайка вставных петушков с коллекторными пластинами медно-фосфористым припоем ПМФ. Пайка этим припоем обеспечивает одновременно и хороший электрический контакт, и высокую механическую прочность места соединения.
В ремонтные работах или при производстве единичных машин крупных габаритов выводные концы секций к коллектору паяют ручным паяльником. Эта операция очень трудоемкая и требует большого мастерства обмотчика. На всех электромашиностроительных заводах пайка коллекторов механизирована.

Рис. 147. Установка для пайки коллекторов

Широко распространен способ пайки опусканием коллектора вертикально в ванну с расплавленным припоем. Наружная поверхность пластин коллектора покрывается составом, препятствующим соединению припоя с медью, а петушки и вставленные в них концы секций — флюсом. Коллектор опускают в ванну так, чтобы петушки оказались погруженными в припой. Припой затекает в щели в местах соединений концов секций и петушков и выдерживается в ней до полного заполнения свободного пространства в прорезях петушков. После выемки коллектора из ванны припой затвердевает и создается хороший электрический контакт между секциями и пластинами коллектора. Недостатком этого способа являются длительность процесса паяния, в результате чего вместе с петушками разогреваются концы секций выше допустимой для изоляции нормы. Кроме того, возникает опасность неполного заполнения припоем узких щелей между выводными концами секций и стенками прорезей петушков; это объясняется интенсивным охлаждением припоя в местах соприкосновения с петушками, так как текучесть припоя с охлаждением уменьшается и он недостаточно глубоко проникает в глубь соединений.
В настоящее время способ пайки коллекторов опусканием в ванну с расплавленным припоем модернизирован и является наиболее прогрессивным. В установке (рис. 147) под ванной 1 с припоем 2 смонтирован индуктор 5, который питается переменным током промышленной частоты. Магнитный поток, создаваемый индуктором, наводит вихревые токи в жидком металле — расплавленном припое. При взаимодействии вихревых токов и потока припой перемещается вверх по каналу и омывает петушки 4 коллектора 3 со вставленными концами секций. Одновременно вихревые токи разогревают припой. Перемещение припоя очень интенсивно. К месту пайки все время поступает горячий припой, поэтому он быстро и надежно заполняет все щели между концами секций и прорезями петушков.
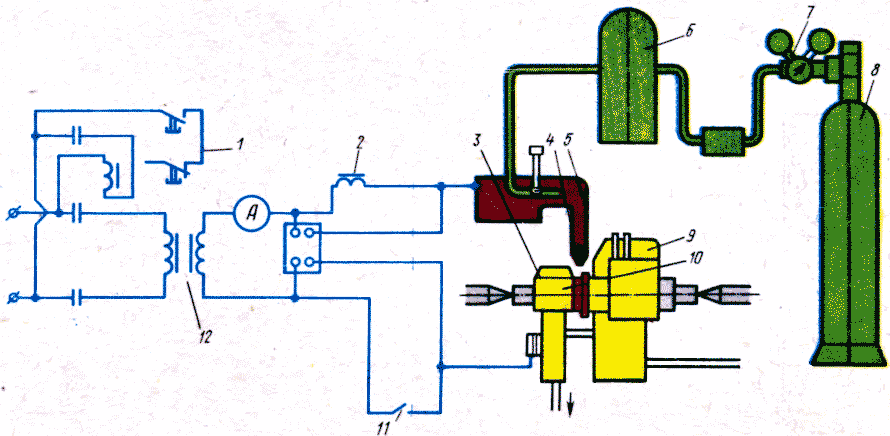
Рис. 148. Принципиальная схема установки для аргоно-дуговой сварки концов секций с петушками коллекторных пластин
Процесс пайки продолжается всего несколько секунд и лишь для коллекторов большого размера требуется несколько десятков секунд; за это время обмотка якоря не успевает нагреться, что особенно важно для сохранения свойств изоляции ее секций.
Прочное в механическом отношении соединение и надежный электрический контакт получаются при аргоно-дуговой сварке. Она основана на сплавлении петушков коллектора и выводных концов секций обмотки с помощью электрической дуги. Во время плавления зона сварки защищается от воздействия на медь кислорода воздуха инертным газом — аргоном. На рис. 148 показана принципиальная схема установки для аргоно-дуговой сварки. Сварочная головка 5 с зажатым в ней электродом 4 из вольфрамовой проволоки устанавливается вертикально или под небольшим углом над петушками коллектора 10. Ток подается через пусковое устройство 1, понижающий трансформатор 12 и реактор 2 на сварочную головку и коллектор при замыкании контакта 11. Сила тока устанавливается реактором в пределах 150—300 А. Одновременно к сварочной головке из баллона 8 подается аргон через редукционный клапан 7. Расход газа устанавливается ротаметром 6 в пределах 7—10 л/мин. При подаче напряжения между электродом и петушками коллектора возникает электрическая дуга, выбывающая нагрев петушков до высокой температуры (около 4000оС) и сплавление их с концами секций. Процесс сварки одного контакта длится около 5 с. Чтобы избежать чрезмерного нагрева коллектора и обмотки, на якорь и коллектор устанавливают герметические охлаждающие рубашки 3 и 9, внутри которых циркулирует вода. Кроме того, часть теплоты уносится струей аргона, поэтому нагрев коллектора и обмотки за короткое время сварки не успевает превысить допустимых норм. Чтобы длительность сварки одной пластины не превысила расчетную, в цепь понижающего трансформатора устанавливают реле времени, которое автоматически отключает напряжение через заданное время сварки.
В настоящее время на больших электромашиностроительные заводах разработаны и внедрены полуавтоматические станки для аргоно-дуговой сварки, в которых весь процесс сварки выводных концов секций с коллекторными пластинами автоматизирован. Качество сварки или пайки коллекторов контролируется осмотром и приборами, позволяющими обнаружить разницу между сопротивлениями одинаковых элементов обмотки якоря, возникающую при некачественном соединении секций с коллектором.
КОНТРОЛЬНЫЕ ВОПРОСЫ
- Используя рис. 136, расскажите об основных элементах конструкции якоря и их назначении.
- В какой последовательности подготовляют якорь к укладке обмотки?
- Как изолируют обмоткодержатели якоря?
- Зачем нужна разметка якоря и как ее производят?
- В какой последовательности укладывают вручную обмотку якоря?
- Как работают станки для механизированной намотки якорей?
- Используя рис . 143, расскажите об основных элементах конструкции коллектора с нажимными конусами и поясните их назначение.
- В чем заключается преимущество коллекторов на пластмассе?
- Какие существуют способы пайки коллекторов? Какой из них наиболее прогрессивный?