ГЛАВА V
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ И УКЛАДКИ ОБМОТОК СТАТОРОВ ИЗ КРУГЛОГО ПРОВОДА
§ 18. НАМОТКА КАТУШЕК ИЗ КРУГЛОГО ПРОВОДА
Обмотки из круглого провода применяются в статорах наиболее распространенных электрических машин — низковольтных асинхронных двигателей мощностью до 100 кВт, а также в статорах синхронных машин той же мощности и напряжения. Выпуск таких машин в нашей стране превышает 10— 11 млн. шт/г. В то же время укладка их обмоток вручную — трудоемкий процесс, связанный с необходимостью пропускать каждый проводник через узкий шлиц паза (см. рис. 12). Поэтому вопросу механизации намотки обмоток из круглого провода уделяется очень серьезное внимание. Механизировать, т. е. почти полностью исключить ручной труд при изготовлении и укладке обмоток удается только на заводах с массовым выпуском однотипных электрических машин.
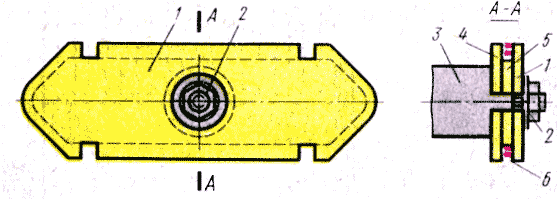
Рис. 47. Простейший намоточный шаблон
Станки для механизированной намотки имеют сложную конструкцию, рассчитаны для определенных типоразмеров машин и требуют длительной переналадки при переходе к намотке обмоток машин других размеров и с другими обмоточными данными. Производительность таких станков очень велика и их невыгодно устанавливать, если завод выпускает электрические машины различных типоразмеров и каждый из них в относительно небольших количествах. В таких случаях и, как правило, при ремонтных работах укладка обмоток выполняется вручную. Однако намотка катушек из круглого провода механизирована практически на всех предприятиях.
Намотка катушек для ручной укладки производится на шаблоны, установленные на намоточные станки. Рассмотрим принцип намотки катушки на простейшем шаблоне (рис. 47). Шаблон состоит из основания 5 и боковых планок: задней 4, соединенной с основанием шаблона, и съемной передней 1. Шаблон собирается на шпинделе 3 намоточного станка и закрепляется гайкой 2, которая плотно прижимает боковую планку к основанию шаблона. В собранном шаблоне боковые планки и основание образуют желоб, в который наматываются проводники 6 катушки. Размеры шаблона делают такими, чтобы средняя длина намотанного на него витка провода была равна средней длине витка уложенной в пазы катушки, ширина желоба — примерно ширине паза, а длина прямолинейной части основания — длине прямолинейной части катушки, т. е. больше длины сердечника статора машины на 15—20 мм. Натяжение обмоточного провода во время намотки должно быть строго определенным, так как при слабом натяжении проводники будут располагаться в шаблоне неровно, а при слишком сильном натяжении провод растянется, его изоляция потрескается и потеряет электрическую прочность. Для создания нужного натяжения применяют устройства, состоящие из системы роликов, между которыми пропускают провод. Натяжение провода регулируется подтормаживанием роликов.
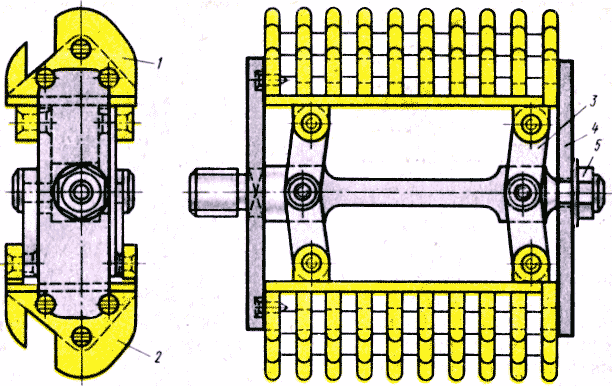
Рис. 48. Шарнирный намоточный шаблон
Перед началом намотки в прорези шаблона устанавливают отрезки ленты для закрепления намотанных витков. На приводном механизме смонтировано устройство для подсчета оборотов
шпинделя, которое останавливает станок после намотки заданного числа витков. При намотке обмотчик должен следить, чтобы провод ложился в желоб шаблона ровно, правильными рядами, без перекрещиваний. Так же он будет лежать и в пазах машины.
После окончания намотки провод отрезают, намотанные витки скрепляют лентой, отсоединяют переднюю боковую планку шаблона и заготовку катушки снимают. Чтобы проводники легче снимались с шаблона, поверхность его основания сделана с небольшим уклоном в сторону передней боковой планки.
На заводах применяют более сложные шаблоны, позволяющие наматывать несколько катушек последовательно, не обрезая провода, после окончания намотки каждой из них. Обычно шаблоны рассчитаны для намотки катушек, составляющих одну или две катушечные группы, а в небольших машинах — всей фазы обмотки.
Шарнирный шаблон (рис. 48) рассчитан на непрерывную намотку девяти катушек. Оправка шаблона ввертывается в резьбовое отверстие вала намоточного станка. Желобки для фиксирования положения проводников имеют только головки 1 и 2 шаблона. Головки съемные. Их можно заменять, чтобы наматывать катушки разной ширины для обмоток с большим или меньшим шагом, или изменять расстояние между ними, чтобы намотать катушки с другой длиной прямолинейной пазовой части. Для удобства съема намотанных катушек головки шаблона крепятся на шарнирах 3. После окончания намотки всех катушек витки каждой из них закрепляют лентой, ослабляют гайку 5 и снимают крепежную планку 4. После этого шарниры складываются, головки сближаются и освобождают намотанные катушки.
Если обмотка должна быть выполнена не одним, а несколькими параллельными проводами, то их наматывают одновременно. Каждый провод сматывается с отдельной бухты и проходит через самостоятельное натяжное устройство. Натяжение всех проводов должно быть одинаково. В асинхронных двигателях старых выпусков число паралельных проводов могло быть 8—10, что вызывало трудности в размещении оборудования (приходилось устанавливать 8—10 бухт с обмоточным проводом около одного станка) и в создании одинакового натяжения всех проводов. В новых сериях асинхронных двигателей — 4А, 4АМ, АИ и др. количество параллельных проводов в обмотках меньше. Обмотка большинства машин малой мощности состоит из одного — трех параллельных проводов и только в двухполюсных двигателях мощностью несколько десятков киловатт она образуется из 5—6 параллельных проводов.
Промышленность выпускает также полуавтоматические станки типа НГ, на которых установка шаблонов и съем намотанных катушек производятся вручную, а намотка провода с заданным натяжением, раскладка по желобу, переброс провода от одного ручья шаблона к другому и отсчет витков — автоматически. Для повышения производительности на некоторых станках этого типа, например станке НГ-4, на шпиндель устанавливаются сразу два намоточных шаблона, на которые одновременно наматывают катушки двух разных фаз обмотки.
Намотанные катушки комплектуются и на участок передается полный комплект катушек для конкретной машины.