Многовитковые полюсные катушки из изолированного провода имеют два конструктивных исполнения: каркасные и бескаркасные. Каркасные катушки наматываются на каркас из тонкой листовой стали, размер внутреннего окна которого точно соответствует размеру сердечника полюса. Катушки не снимаются с каркаса во время всех дальнейших операций — пропитки, сушки, изолировки — и вместе с ним устанавливаются на сердечники полюсов. Такая конструкция несколько упрощает технологию изготовления катушек и сохраняет целостность изоляции витков, но во время пропитки каркас затрудняет проникновение лака внутрь многослойной катушки. Между слоями и между отдельными проводниками сохраняются воздушные включения и ухудшается отвод теплоты от проводников, находящихся во внутренних слоях.
В современном электромашиностроении большей частью применяют бескаркасную намотку катушек. Провод наматывают правильными рядами на деревянные или алюминиевые шаблоны (рис. 162) с размерами, точно соответствующими сердечникам полюсов машины с учетом изоляции катушек. Вывод от начала катушки выполняют медной лентой, которую припаивают к началу первого витка. После того как катушка снята с шаблона, огибают вокруг нее ленту, подкладывая изоляцию. В катушках
малого сечения, к началу намотанных круглым проводом первого витка припаивают гибкий изолированный провод, который также выводится за корпусную изоляцию после намотки катушки.
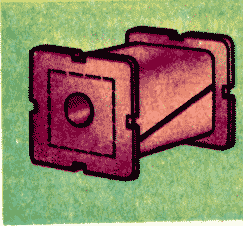
Рис . 162. Шаблон для намотки катушек полюсов
Намотка многовитковых катушек на большинстве заводов механизирована (рис. 163, а). Для обеспечения правильной намотки витков станок имеет механизм раскладки провода.
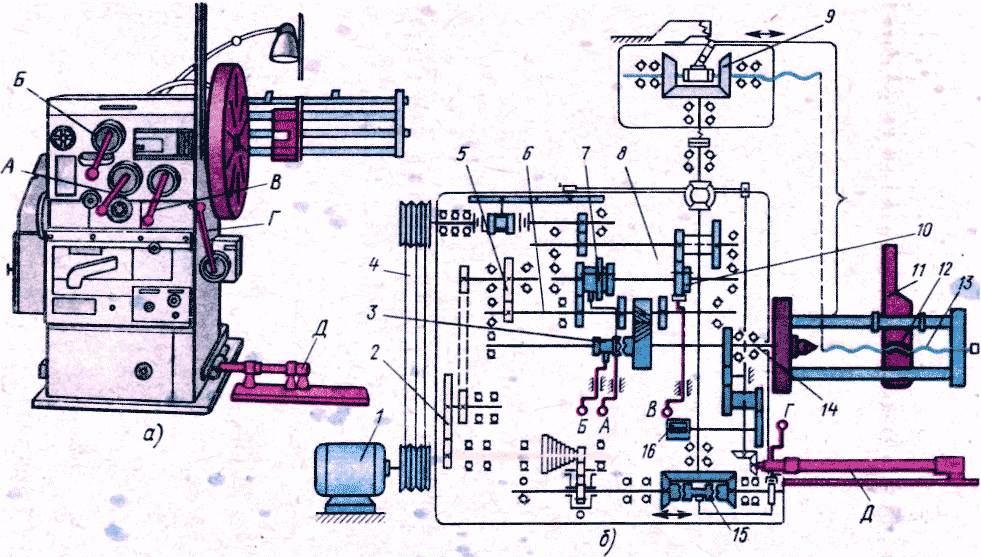
Рис. 163. Намоточный станок для намотки полюсных катушек: а — общий вид станка, б— кинематическая схема
Станок работает следующим образом (рис. 163,б). От приводного двигателя 1 вращение передается на вал шпинделя станка 14 через клиноременную передачу 4 и коробку скоростей 8, Изменение частоты вращения шпинделя производится поворотом рукояток А и В, которые перемещают блоки шестерен 7 и 10 коробки скоростей, сидящие на скользящих шпонках. На валу шпинделя установлена муфта сцепления 3. При ее отключении рукояткой Б шпиндель можно поворачивать вручную, что необходимо в начале и в конце намотки для закрепления первых и последних витков и установки выводных концов катушки. Со шпинделем станка жестко сцеплен механизм счетчика оборотов 16, который отсчитывает обороты при механическом и ручном проворачивании шпинделя.
Механизм раскладчика приводится в действие от вала б коробки скоростей станка и состоит из каретки 11, сцепленной гайкой 12 с ходовым винтом 13, и двух муфт: автоматического 9 и ручного 15 реверсирования, обеспечивающих изменение вращения ходового вала и возвратно-поступательное движение каретки. Муфта ручного реверсирования приводится в действие рукояткой Г. Подача механизма раскладки регулируется установкой различных наборов шестерен 2 и коробкой передач 5 таким образом, чтобы за один оборот шпинделя станка каретка подавалась на шаг, равный диаметру изолированного провода. В расчетах учитывается допуск на толщину изоляции и плотность укладки провода, равный примерно 4% для круглых и 7% для прямоугольных проводов. Двусторонняя муфта 15 связана с пусковой педалью Д; когда педаль находится в исходном положении (вверху), муфта отсоединяет двигатель станка и тормозит механизм шпинделя и механизм раскладки; при нажатии педали механизмы станка включаются в работу.
Полюсные многовитковые катушки часто имеют ступенчатую форму: число витков в верхних слоях катушки меньше, чем в нижних. Чтобы витки плотно держались в неполных слоях во время намотки, на место недостающих витков в слое устанавливают закладные кольца из изоляционного материала (рис. 164). Толщина колец делается равной высоте ступени, а ширина — разности полной ширины катушки и ширины меньшей ступени. Реверсирование каретки намоточного станка во время намотки узкой ступени осуществляют вручную без переналадки механизма раскладки, так как число витков в малых ступенях катушек меньше, чем в основной их части.
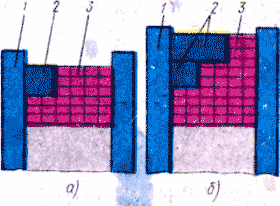
Рис. 164. Установка закладных колец при намотке ступенчатых катушек:
а — с одной ступенью, б — с двумя ступенями; 1 — шаблон, 2 — закладные кольца, 3 проводники обмотки
Катушки, снятые с шаблона, подготовляют к пропитке. Выравнивают внутреннюю поверхность, которая будет прилегать к сердечнику полюса, изолируют и закрепляют выводные концы, неровности вокруг выводов заполняют изоляционной замазкой. Витки катушки до пропитки плохо скреплены друг с другом и могут сползти со своих мест, особенно по краям катушки. Поэтому до пропитки на катушки накладывают часть корпусной изоляции, так называемый стягивающий слой. Остальную корпусную изоляцию укладывают после первой пропитки, после чего катушку пропитывают вторично, чтобы лак заполнил промежутки между слоями корпусной изоляции.
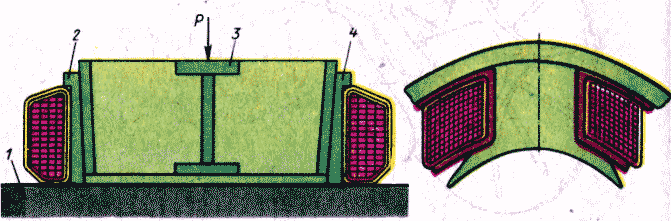
Рис. 165. Пресс для правки внутреннего окна катушки возбуждения
Рис. 166. Изогнутая катушка возбуждения машины постоянного тока малой мощности
Корпусную изоляцию на пропитанные катушки накладывают либо вручную, либо с помощью изолировочных головок, конструкция которых описана в § 7.
Во время изолировки, пропитки и сушки катушки ее внутреннее отверстие может несколько изменить приданные ему на шаблоне форму и размеры. Поэтому после окончательной пропитки катушку в горячем состоянии, пока еще лак или компаунд окончательно не затвердел, правят на пневматических прессах (рис. 165). Катушку укрепляют на столе 1, в ее внутреннее отверстие устанавливают вкладыши 2 и 4, между которыми с помощью пневматического пресса вдвигают оправку 3 до упора ее в стол.
Катушки полюсов в машинах постоянного тока малой мощности с небольшим диаметром станины делают изогнутыми, чтобы уменьшить высоту полюсов (рис. 166). Такие катушки наматывают на обычный прямой шаблон, а выгибают одновременно с правкой размеров внутреннего окна.
Далее очищают выводные концы катушки от лака, оставшегося после пропитки, и маркируют буквами Н и К — начало и конец намотки, которые пишут белой эмалью около каждого вывода. В готовой катушке контролируют размеры, измеряют сопротивление провода и проверяют отсутствие витковых замыканий.
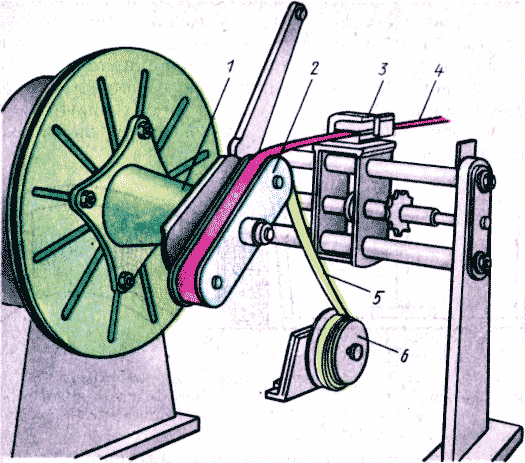
Рис. 167. Станок для намотки катушек из шинной меди плашмя