В пазы якоря, подготовленного к укладке обмотки из круглого провода, устанавливают корпусную изоляцию — пазовые короба из механически прочного материала с высокой электрической прочностью, например из пленкосинтокартона. При обмотке из прямоугольного провода (укладывается в открытые пазы якоря) на дно пазов устанавливают прокладки из электрокартона толщиной 0,3 мм, которые предохраняют корпусную изоляцию катушек от возможные повреждений при сильном нажатии во время заклинивания. Эти прокладки на 8—12 мм длиннее сердечника якоря и выступают из его пазов по обоим торцам. Чтобы прокладки не сбивались во время укладки обмотки, их закрепляют лентой с обоих торцов якоря.
Пазовые короба устанавливают также и в открытые пазы якоря, несмотря на то что корпусная изоляция обмоток из прямоугольные проводов накладывается на катушки в процессе их изготовления. В этих случаях пазовые короба служат для предохранения изоляции катушек от повреждения о стенки пазов.
Укладку обмотки начинают с первого отмеченного паза, в который устанавливают нижнюю сторону катушки. Ее верхнюю сторону располагают над пазом по шагу обмотки. Лобовые части катушки выравнивают и нижнюю сторону осаживают на дно первого паза, ударяя по ней молотком через подбойку. После этого необходимо распределить выводные концы секций катушки по коллекторным пластинам. От расположения выводных концов первой секции зависит правильность выполнения всей обмотки, потому что секции остальных катушек укладываются аналогично первой. Руководствуясь практической схемой, обмотчик вкладывает выводные концы первой секции в прорези петушков коллекторные пластин, отмеченные при разметке якоря. Выводные концы второй секции располагаются в прорезях следующих по ходу укладки пластин. В катушках из прямоугольного провода выгодные концы каждой секции находят легко. В обмотке из круглого провода концы секции обязательно маркируют при намотке катушек. Если маркировки почему-либо нет, то для нахождения выводных концов одной и той же секции приходится использовать контрольную лампу или другой аналогичный прибор с индикатором.
После соединения выводных концов секций первой катушки с коллекторными пластинами устанавливают вторую катушку. Ее стороны располагают рядом со сторонами первой катушки: нижнюю осаживают на дно паза, а верхнюю оставляют над пазом. Выгодные концы вставляют в прорези петушков, следующих по ходу обмотки коллекторные пластин. Так поступают, пока не уложены! первые «шаговые» катушки. Число их равно шагу обмотки по пазам у2. Следующая катушка укладывается уже обеими сторонами в пазы якоря. Ее верхняя сторона располагается в первом пазу, нижняя половина которого уже занята стороной первой катушки. Перед укладкой верхних сторон катушки, находящиеся в нижних частях пазов, уплотняются и на них устанавливают прокладку.
В обмотках из круглого провода межслойную прокладку делают из того же материала, что и пазовый короб. Она служит изоляцией между витками различные катушек. В обмотках из прямоугольного провода эта прокладка имеет технологическое назначение. Она создает определенное расстояние по высоте, между сторонами катушек, находящихся в разных слоях, необходимое для правильного размещения их лобовые частей в местах выхода из пазов. Эти прокладки обычно выполняют из стеклотекстолита толщиной 0,5 мм.
Между верхним и нижним слоями лобовые частей катушек по ходу укладки обмотки также устанавливают прокладки из полос изоляционного материала. Они предохраняют от замыкания проводников разные катушек между собой в лобовые частях, которые будут прижаты друг к другу при наложении бандажей после окончания укладки обмотки.
Аналогичный порядок укладки сохраняется до конца намотки. Нижние стороны последних катушек размещают под оставшимися не уложенными сторонами первых катушек. Для этого приходится их приподнять, несколько деформируя лобовые части, как и при «закрывании замка» двухслойные обмоток статора.
После укладки обмотки пазы якоря заклинивают, а если предусмотрено крепление обмотки бандажами, передают на бандажирование.
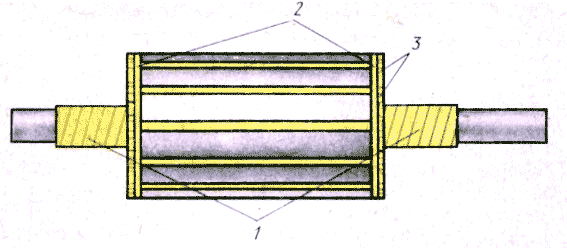
Обмотки из круглого провода якорей небольших диаметров (приблизительно до 150 мм) наматывают непосредственно в пазы. Лобовые части таких обмоток плотно прижимаются к валу машины и к торцам якоря, поэтому эти участки перед укладкой изолируют (рис. 139). На участки вала между коллектором и сердечником якоря наносят несколько слоев изоляционного ленточного материала 1, а на прилегающий участок с противоположной стороны надевают изоляционную трубку. На торцах сердечника располагают электронитовые шайбы 2, имеющие форму и размеры листов стали якоря. Пазы якоря изолируют пазовыми коробами 3. Обмотку выполняют без подъема шага: первые катушки обеими сторонами укладывают на дно пазов, последние — обеими сторонами в верхнюю часть пазов.

Рис. 140. Последовательность обмотки якоря машины малой мощности
Рис. 139. Изолирование якоря машины малой мощности перед укладкой обмотки
Лобовые части обмотки при этом распределяются неравномерно: у первых катушек они прижимаются к торцам якоря и к валу, а у последних располагаются в верхнем слое. Более равномерное распределение лобовых частей получается в так называемых двуххордовых обмотках. В таких обмотках при ручной укладке витки катушек наматывают одной стороной в один паз, а другими сторонами — в два разных паза, в каждый из них по половине витков катушек. На рис. 140 показана последовательность обмотки якоря машины малой мощности, имеющего девять пазов. Половина витков первой катушки наматывается из 1-го паза в 5-й, а вторая половина — из 1-го в 6-й.
Таким образом, витки первой катушки занимают половину 1-го паза и по 1/4- 5-го и 6-го. Половину витков следующей катушки наматывают из 2-го паза в 6-й и половину из 2-го паза в 7-й, третью катушку — из 3-го паза в 7-й и в 8-й и т. д. После полного обхода все пазы оказываются заполненными нужным числом проводников обмотки. Такой способ обеспечивает большую симметрию расположения обмотки на якоре, чем укладка по обычной схеме.
В настоящее время на большинстве заводов укладка обмотки якорей механизирована. Существует несколько типов станков для механизированной обмотки якорей. По способу образования витка обмотки станки подразделяются на челночные и бесчелночные. В бесчелночных станках витки обмотки образуются при вращении якоря вокруг оси, перпендикулярной валу, в челночных — в результате движения челнока (поводка) вокруг якоря.
Якорь 1 устанавливается в центрах челночного станка (рис. 141) и фиксируется кулачковыми держателями 2. Обмоточный провод 7 пропускается через полую ось шпинделя станка и ролики, укрепленные на поводке 8, и закрепляется на якоре.

Рис. 141. Намотка обмотки якоря на челночном станке
Якорь удерживается в неподвижном положении фиксатором 6, входящим в его паз. При работе станка поводок, двигаясь вокруг якоря, укладывает обмоточный провод, который соскальзывает с направляющей поверхности держателей в пазы якоря. По окончании намотки одной половины катушки поводок передвигается относительно якоря и набатывает вторую половину катушки в пазы. После намотки всей катушки поворачивают маховичок 3, на оси которого насажены кулачки 4. Держатель 2 при этом отводится на небольшое расстояние от якоря, освобождая фиксатор, после чего поворачивают якорь на одно пазовое деление и опять устанавливают фиксатор в новый паз, фиксируя следующее положение якоря; возвращают маховичок 3 в исходное положение и закрепляют якорь. После намотки следующей катушки операции повторяются. Чтобы снять якорь после окончания намотки всей обмотки, поворачивая эксцентрик 5, отводят держатель 2 и полностью освобождают якорь.
При массовом производстве однотипные машин применяют более совершенные станки, в которых автоматизирован также поворот якоря на нужный угол после окончания намотки очередной катушки и его последующая фиксация в новом положении.
По окончании намотки в пазы устанавливают клинья и передают якорь для намотки бандажей.