9-5. МАШИНЫ ДЛЯ НАЛОЖЕНИЯ ДЕЛЬТА-АСБЕСТОВОЙ ИЗОЛЯЦИИ
Наложение асбестовых нитей на провод может производиться на рассмотренных выше обмоточных или оплеточных машинах, которые должны быть соответственно приспособлены с особым учетом пониженных механических свойств асбестовых нитей, хотя в состав последних, так же, как и в асбестовую ровницу, добавляется для повышения разрывной прочности до 15—20% хлопчатобумажной пряжи.
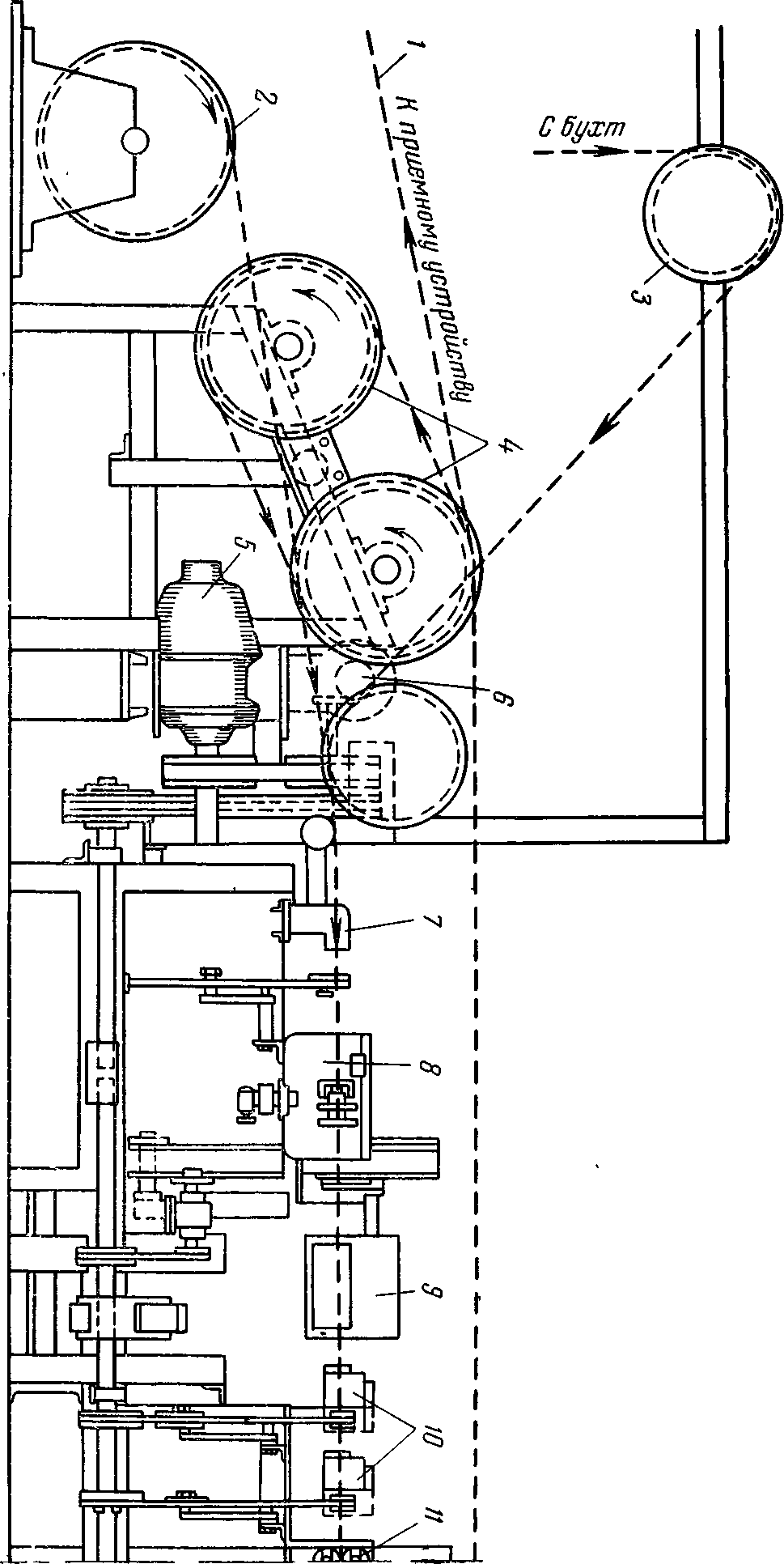

Рис. 9-40. Схема дельта-асбестовой машины.
1 — изолированный провод; 2 — отдающее устройство; 3 — направляющий ролик; 4 — тяговые шайбы; 5 — электродвигатель; 6 — редуктор; 7 — устройство с прямильными вальцами; 8 — ванна с подклеивающим лаком, 9 — кардное устройство; 10 — пластинчатые гладильки; 11 — направляющие ролики; 12 — ванна с пропитывающим лаком; 13 — калибры; 14 — электрические печи; 15 — поворотный ролик, 16 — ванна с тальком.
Качество асбестовых нитей и ровницы может быть значительно повышено, если вместо хлопчатобумажной пряжи к ним добавлять капроновые нити. При последующем нагреве эти нити будут оплавляться и прочно склеивать наложенную асбестовую изоляцию.
В настоящее время у нас изготовляются в некотором количестве провода, на которые асбестовая изоляция наносится в предварительно расщепленном на отдельные волоконца состоянии (отсюда и происходит название «провода с дельта-асбестовой изоляцией»). Необходимые механические и электрические характеристики этой изоляции достигаются подклейкой асбестовых волокон к проводу с последующими пропиткой и сушкой провода.
Для изготовления дельта-асбестовой изоляции применяется так называемая асбестовая ровница (очень слабо подкрученная ленточка из асбестового волокна). Ровница поступает на кабельные заводы в бобинах и перед пуском в производство подвергается иногда сушке.
Для изготовления обмоточных проводов с дельта- асбестовой изоляцией применяются машины горизонтального типа с последовательным расположением всех рабочих элементов. Машины оборудуются тремя-четырьмя горизонтальными сушильными печами длиной 1,5— 2,0 м каждая, которые автоматически раскрываются во время остановки машины, что исключает пересушку и повреждение изоляции того участка провода, который в это время находится в печи (рис. 9-40).
Основной рабочий узел машины—кардер состоит из одного большого кардного барабана длиной 300—350 мм и 17 валиков меньших диаметром, но той же длины. Все элементы этого устройства вращаются так, как это показано на рис. 9-41, причем первые валики производят предварительное выравнивание и расчет ровницы. Последующие валики благодаря разным окружным скоростям распушают ровницу на отдельные волоконца и вытягивают их в направлении вращения большого кардного барабана, которым они постепенно переносятся к последнему кардному валику. С этого валика тщательно расчесанное и распушенное асбестовое волокно снимается металлической гребенкой и накидывается со всех сторон на провод, покрытый подклеивающим лаком. Гребенка 1 расположена на расстоянии 0,3—0,4 мм, а провод на расстоянии 9—10 мм от карды. Вдоль провода и последнего кардного валика расположен сильный постоянный магнит 3, который улавливает случайно отскочившие стальные иглы в момент изолирования провода асбестовым волокном. Практика показывает достаточную надежность работы этого устройства. Контрольной перемотки проводов или какой-либо другой дополнительной проверки отсутствия в асбестовой изоляции иглы от кардолент в этом случае не требуется.
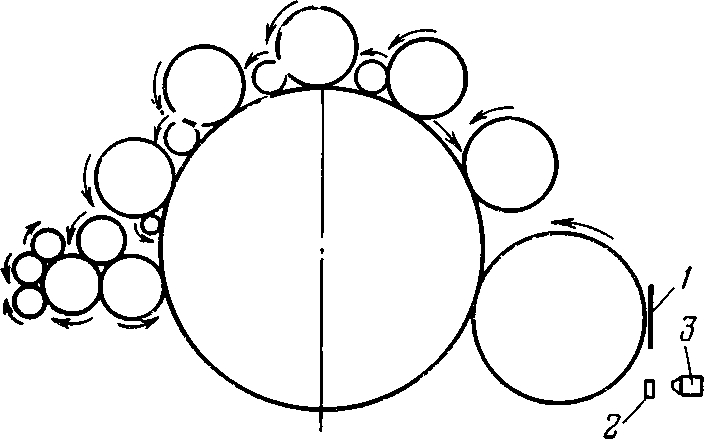
Рис. 9-41. Схема кардного устройства дельта- асбестовой машины.
1 — гребенка, 2 — изолируемый провод; 3 — постоянный магнит
В лаковой ванне имеется вращающееся черпачковое устройство, которое непрерывно подает лак в направляющий желоб. Под желобом проходит провод и обтекается струей клеящего лака. Приемное устройство имеет самостоятельный электропривод, что значительно упрощает кинематическую схему всей машины. В указанных машинах температура в сушильных печах в зависимости от рецептуры подклеивающего и пропитывающего лака поддерживается в пределах 1280—350 °C. Линейная скорость провода составляет около 5—6 м/мин, что значительно выше, чем у машин более старых конструкций. Машина имеет значительные габариты: каждый ход занимает площадь 1,0—1,5X18 м, значительно большую, чем у многоходовых вертикальных машин старых конструкций.
Для изготовления проводов круглых сечений такие машины иногда устраиваются двухходовыми. Кинематическая схема кардного устройства в этом случае несколько упрощается и состоит из основного и 12 кардных барабанов (валиков) меньших размеров. Гребенка в этих кардных устройствах располагается на расстоянии 0,25—0,30 мм от карды, а провод — на расстоянии 8—13 мм. Снимаемое гребенкой с последнего кардного валика асбестовое волокно с помощью струи воздуха получает завихряющее движение вокруг провода и покрывает его равномерным слоем по всей поверхности. Постоянные магниты для улавливания стальных игл в этом случае иногда не устанавливаются, так как асбестовое волокно некоторое время находится в воздухе во взвешенном состоянии и стальные иглы в этот момент падают вниз, где и собираются. Наличие сильных постоянных магнитов, естественно, только повышает надежность выявления и улавливания стальных игл. На этих машинах обогрев сушильных камер часто производится с помощью горячего воздуха, поступающего из калорифера с электрическим нагревом. Машины занимают меньшую площадь (1,6—2Х8 м) и работают с более высокими линейными скоростями (7,6—9,0 м/мин).
В ЦКПБ КО разработано несколько типов машин для обмотки токопроводящих жил асбестовой ровницей с последующей пропиткой и сушкой изоляции. Однако практического применения этот способ наложения асбестовой изоляции у нас не нашел.