9-2. ОБМОТОЧНЫЕ МАШИНЫ ДЛЯ НАЛОЖЕНИЯ ВОЛОКНИСТОЙ ИЗОЛЯЦИИ
1. Устройство основных узлов.
Обмоточные машины выполняются преимущественно вертикального типа. Горизонтальные машины применяются для обмотки прямоугольных и круглых проводов больших сечений. Эти машины выполняются обычно двухходовыми.
Вертикальные обмоточные машины, предназначенные для обмотки проводов диаметром 0,05—0,35 мм, могут изготовляться с 20—40 ходами одно- и двустороннего типов, т. е. с расположением обмотчиков с одной или двух сторон станины машины. Остальные вертикальные машины чаще делаются на 6—16 ходов. Обмоточная машина состоит из металлической рамы, на которой монтируются отдельные ходы. Каждый ход обмоточной машины состоит из отдающего устройства, одного или нескольких обмотчиков, тяговой шайбы и приемного устройства с раскладкой. Отдающие устройства у обмоточных машин старых конструкций представляют собой металлические оси, на которых свободно вращаются катушки с проволокой. У обмоточных машин более поздних конструкций эти устройства имеют тормозные приспособления. Кроме того, в этих устройствах отдающие катушки часто укрепляются в центрах, расстояние между которыми может регулироваться, что дает возможность устанавливать катушки и барабаны различных размеров.
Равномерная раскладка обмотанного провода по всей ширине приемного барабана или катушки осуществляется с помощью раскладочного устройства. Для этого каждый ход машины снабжен валом с винтовой нарезкой; на этот вал насажена раскладка, выступ которой входит в нарезку на валу; при помощи храповика вал все время совершает движение вокруг своей оси. Если вал имеет нарезку в двух направлениях, то храповик постоянно вращается в одну и ту же сторону; если же нарезка односторонняя, то храповик с валом вращаются попеременно в противоположных направлениях.
Обмотчики бывают двух типов: центровые и эксцентричные. В центровых обмотчиках бобина с пряжей устанавливается в центре обмотчика и, таким образом, обматываемый провод проходит через центр бобины. Такие обмотчики можно хорошо уравновесить и придать им повышенную скорость вращения (при обмотке проводов малых сечений — до 8000—10 000 об/мин), что соответственно повышает производительность машины. Однако при заправке машин этого типа приходится дополнительно устанавливать несколько запасных бобин с волокном, так как иначе пришлось бы разрезать проволоку каждый раз, как только с бобины сойдет все волокно. Это вызывает некоторое увеличение габаритов машины.

Рис. 9-6. Центровой обмотчик с алюминиевым стаканом.
В эксцентричных обмотчиках бобина с волокном помещается сбоку от обматываемого провода, поэтому смена бобин не вызывает здесь необходимости разрезания проволоки. Естественно, такие обмотчики менее уравновешены, чем центровые, поэтому скорость вращения их обычно значительно меньше. Новые типы обмоточных машин оборудуются исключительно центровыми обмотчиками.
На рис. 9-6 изображен центровой обмотчик, который находит еще некоторое применение в обмоточных машинах старых конструкций. Здесь бобина со строщенным волокном надевается на патрончик а, находящийся в алюминиевом стакане. В стенках последнего имеются прорези b, си d, сквозь которые пропускается пасма волокна. Скользя по гладкой поверхности алюминиевого стакана, пасма распрямляется и расглаживается, что несколько улучшает обмотку. Этот обмотчик также приводится в движение шестернями, которые находятся в масляных ваннах. Для торможения бобины служит кожаная прокладка k. Обмотчики этого типа применяются в машинах, предназначенных для изготовления проводов диаметром 0,38 мм и выше.
Конструкция обмотчика быстроходных обмоточных машин (с индивидуальным приводом) для проводов диаметром 0,06—0,35 мм представлена на рис. 9-7. Основанием обмотчика служит металлический диск (из сплава алюминия), на котором укреплены два стальных вертикальных кронштейна 5. Этот диск имеет внизу втулку, через которую входит и прочно с нею скрепляется небольшой вал, который, с другой стороны, прочно связан с ротором небольшого электродвигателя, приводящего во вращение, обмотчик.
На верхний конец вала (над диском) надевается гильза 1, нижний фланец которой опирается на фрикционную шайбу 2, лежащую на пружине 3. Кроме того, на верхней части вала закрепляется ниппель 4. Бобина с тем или иным волокном укрепляется на гильзе 1, пасма проходит через направляющие крючки, укрепленные на кронштейнах 5, и, огибая ниппель 4, поступает на провод. При наладке машины ниппель 4 должен быть установлен таким образом, чтобы прядка накладывалась на провод примерно посредине ниппеля. Натяжение пасмы регулируется с помощью гайки 6 изменением давления гильзы 1 на пружину 3.
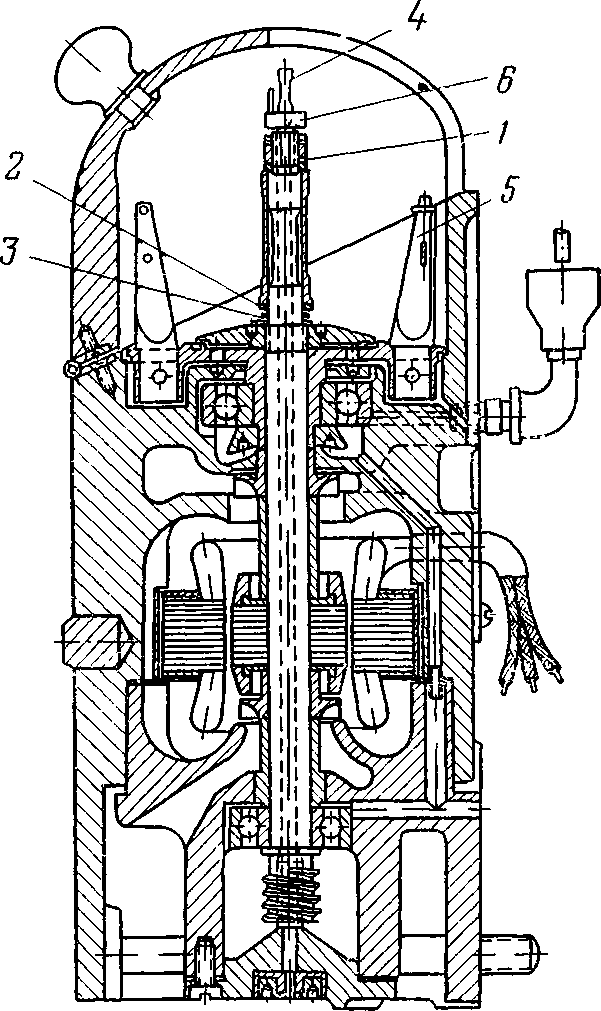
Рис. 9-7. Обмотчик быстроходной машины с индивидуальным приводом.
На рис. 9-8 приведена конструкция обмотчика быстроходных машин для обмотки проводов диаметром 0,38—1,56 мм. Обмотчик состоит из стального диска, надетого на шпиндель, и прочно соединенного с ним стального стакана. На внутренней стенке стакана прикреплены направляющие крючки 1. Пасма, сходя с бобины, проходит направляющий крючок 1, огибает направляющий палец 2 и цилиндрическую часть ниппеля и наматывается на провод. Грани продольного выреза ниппеля создают опору для провода в момент его обмотки и, кроме того, несколько сглаживают обмотку (рис. 9-9). Из рис. 9-8 нетрудно также убедиться, что для регулировки натяжения пряжи использован описанный выше способ.
Конструкция обмотчика вертикальных машин для обмотки проводов круглых сечений телефонной бумагой и изоляционными лентами представлена на рис. 9-10. Принцип устройства этого обмотчика и назначение отдельных деталей его ясны из чертежа.
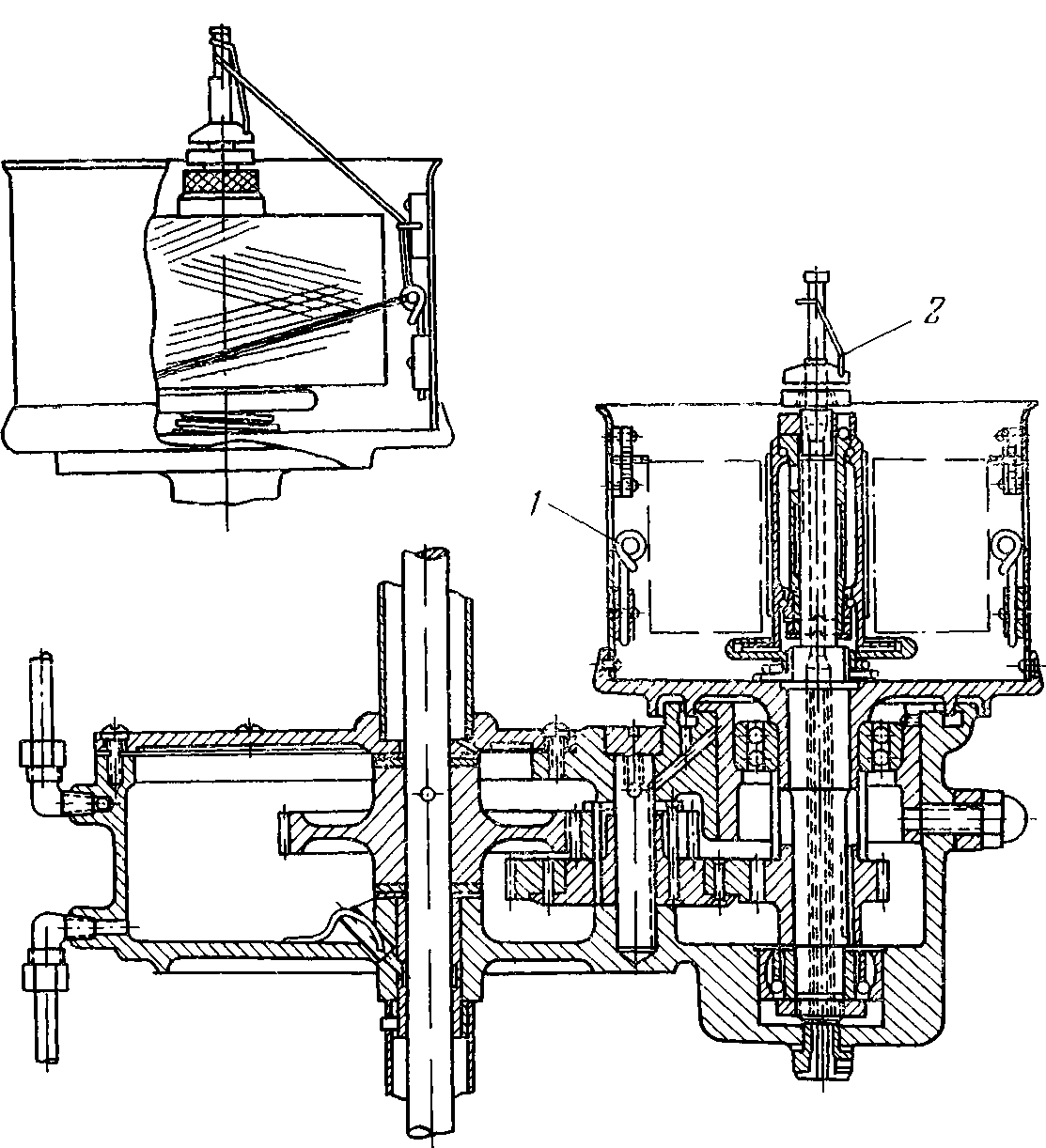
Рис. 9-8. Обмотчик быстроходной машины для обмотки проводов диаметром 0,5—1,4 мм.
Одна из конструкций центровых обмотчиков горизонтальных обмоточных машин приведена на рис. 9-111. Этот обмотчик представляет собой диск, прочно укрепленный на втулке, через которую обмотчику передается вращение. Сойдя с бобины, пасма проходит через направляющие крючки и поступает на массивный направляющий палец, расположенный на небольшом расстоянии от обматываемого провода, а потом на провод. Регулировка натяжения пасмы производится с помощью гайки и пружины.
При обмотке проводов необходимо, чтобы отдельные нити пасмы ложились ровно и плотно, без просветов, утолщений и других дефектов. Это достигается применением в обмотчиках ниппелей и гладилок. Конструкция наиболее часто применяемых ниппелей представлена на рис. 9-9. Пасма пряжи или шелка поступает на цилиндрическую часть ниппеля, выравнивается на нем и потом обматывает провод. Иногда пасма перед наложением на провод дополнительно сплющивается и проглаживается стальной пружиной, прижимающей ее к плоской части ниппеля, которая в этом ниппеле заменяет круглую часть рассмотренных выше конструкций ниппелей.
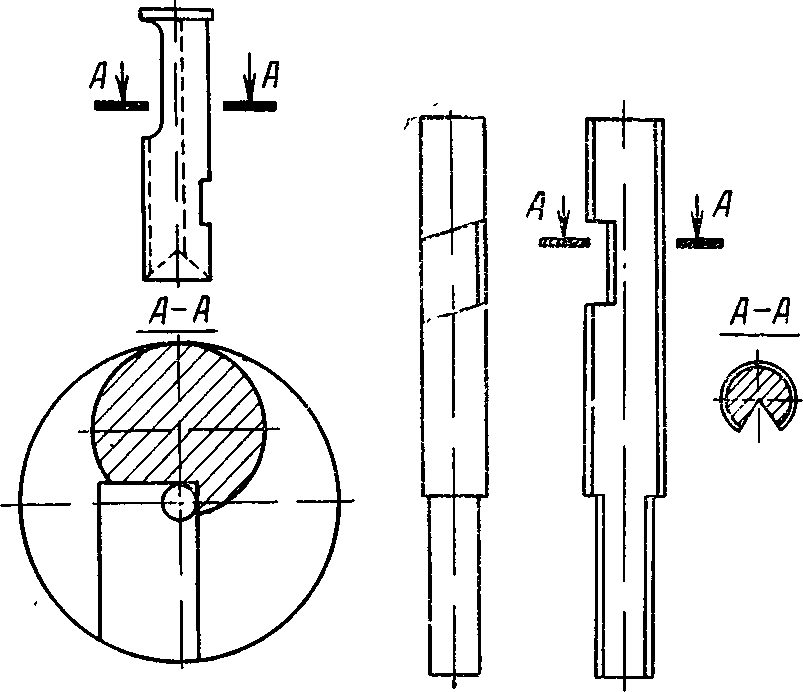
Рис. 9-9. Конструкции ниппелей.
Выравнивание и сглаживание наложенной обмотки производятся с помощью гладилок. Обычно они выполняются в виде двух небольших стальных пластинок, которые с помощью регулирующих винтов прижимаются одна к другой. У некоторых обмоточных машин гладилки выполняются в виде пружинки, прижимающей обматываемый провод к ниппелю. Однако эти гладилки быстро разрабатываются и поэтому требуют частой регулировки. При обмотке тонких проводов роль гладилки выполняет конец ниппеля, которому, в связи с этим придается специальная конфигурация (см. рис. 9-9). Обычно для этого делается продольный вырез в верхней части ниппеля, причем стенки выреза тщательно шлифуются. Обмотанный провод проходит через этот вырез и проглаживается вращающимися стенками.
У горизонтальных машин при обмотке проводов прямоугольного сечения гладильное устройство часто выполняется в виде двух неподвижных пластин, между которыми пропускается обмотанный провод.

Рис. 9-10. Обмотчик вертикальной машины для наложения лент из пленок и телефонной бумаги.
1 — направляющие пальцы, 2 — направляющий валик; 3 — пружина; 4 — металлический диск, на который укладываются ролики с пленкой или телефонной бумагой.
В старых конструкциях машин обмотчики приводились во вращение от коренного вала с помощью ремня, шнурка и т. п. Последние во время работы вытягивались, вследствие чего натяжение их уменьшалось, скорость вращения обмотчика снижалась и при постоянной скорости движения обматываемого провода в обмотке могли появляться просветы. Поэтому в современных конструкциях обмоточных машин применяется такой привод, при котором вращение от электродвигателя передается ксеренному валу, а от него при помощи конических и цилиндрических шестерен — обмотчику. Благодаря этому обмотчик вращается всегда со скоростью, которая зависит только от скорости вращения электродвигателя.
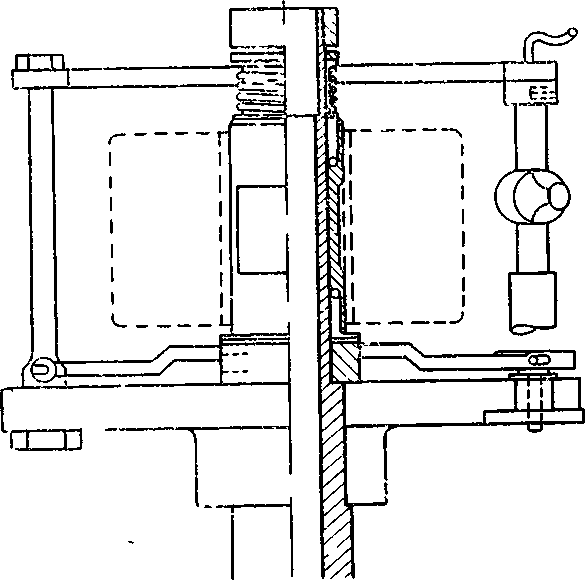
Рис. 9-11. Центровой обмотчик горизонтальной машины.
Обмотка проводов малых сечений производится при повышенной скорости, вследствие этого жесткий привод требует значительных расходов на ремонт и смену изношенных шестерен. Поэтому в новейших конструкциях таких машин каждый ход приводится во вращение от индивидуального электродвигателя.
В зависимости от диаметра обматываемого провода можно выделить следующие основные типы обмоточных машин:
- вертикальные обмоточные машины для обмотки проводов диаметром 0,05—0,35 мм;
- то же для проводов диаметром 0,38—1,56 мм;
- то же для проводов диаметром 1,0—4,0 мм;
- горизонтальные обмоточные машины для более толстых круглых проводов, а также проводов прямоугольных сечений.
Машины для обмотки проводов малых сечений.
Прежде машины для обмотки проводов малых сечений изготовлялись с приводом всех ходов машины от одного электродвигателя. На станине таких обмоточных машин устанавливается необходимое количество ходов, обмотчики которых приводятся во вращение от коренного вала, связанного с электродвигателем. Этот же вал приводит в движение приемные катушки, на которые наматывается изолированный провод. Так как в процессе работы диаметр окружности, по которой идет намотка провода, непрерывно увеличивается, приемная катушка должна вращаться с различными угловыми скоростями, что достигается с помощью простых фрикционных устройств за счет проскальзывания катушки. На рис. 9-12 приведена схема одного хода такой машины для обмотки проводов диаметром 0,05—0,4 мм. Паспортная скорость этих машин составляет 8 000 об обмотчика в 1 мин. Такие машины, которые еще применяются на некоторых наших заводах, изготовлялись на 20—24 хода.

Рис. 9-12. Схема одного хода машины для обмотки проводов малых сечений.
Из рис. 9-12 видно, что каждый ход имеет вертикальный вал, который получает вращение от коренного горизонтального вала машины с помощью фрикционной передачи.
В других конструкциях обмоточных машин вращение обмотчикам от вертикального вала передается также с помощью фрикционного устройства, причем остановка того или иного хода производится с помощью рукоятки, при повороте которой соответствующий ход несколько выдвигается вперед, происходят разъединение фрикциона и отключение этого хода. Такое устройство несколько увеличивает легкость хода и повышает эксплуатационную надежность всей машины. Машины такого типа применяются и для обмотки проводов более крупных сечений. Основные характеристики их приведены в табл. 9-2.
Обычно для рассмотренных устройств применяются кожаные конические фрикционы, причем материалом второй рабочей поверхности является сталь.
В современных конструкциях обмоточных машин для проводов малых сечений предусматривается индивидуальный привод этих обмотчиков Такие машины для проводов этого диапазона являются основным типом обмоточных машин (марка 01-28-Э). Общий вид такой 28-ходовой (по 14 ходов с каждой стороны) машины представлен на рис. 9-13. Машина предназначается для наложения однослойной обмотки на проволоку диаметром 0,05— 0,35 мм для изготовления проводов марок ПЭЛШО, ПЭЛЛО, ПЭЛШКО, ПЭЛБО и др.
Таблица 9-2
Характеристики обмоточных машин с общим электроприводом
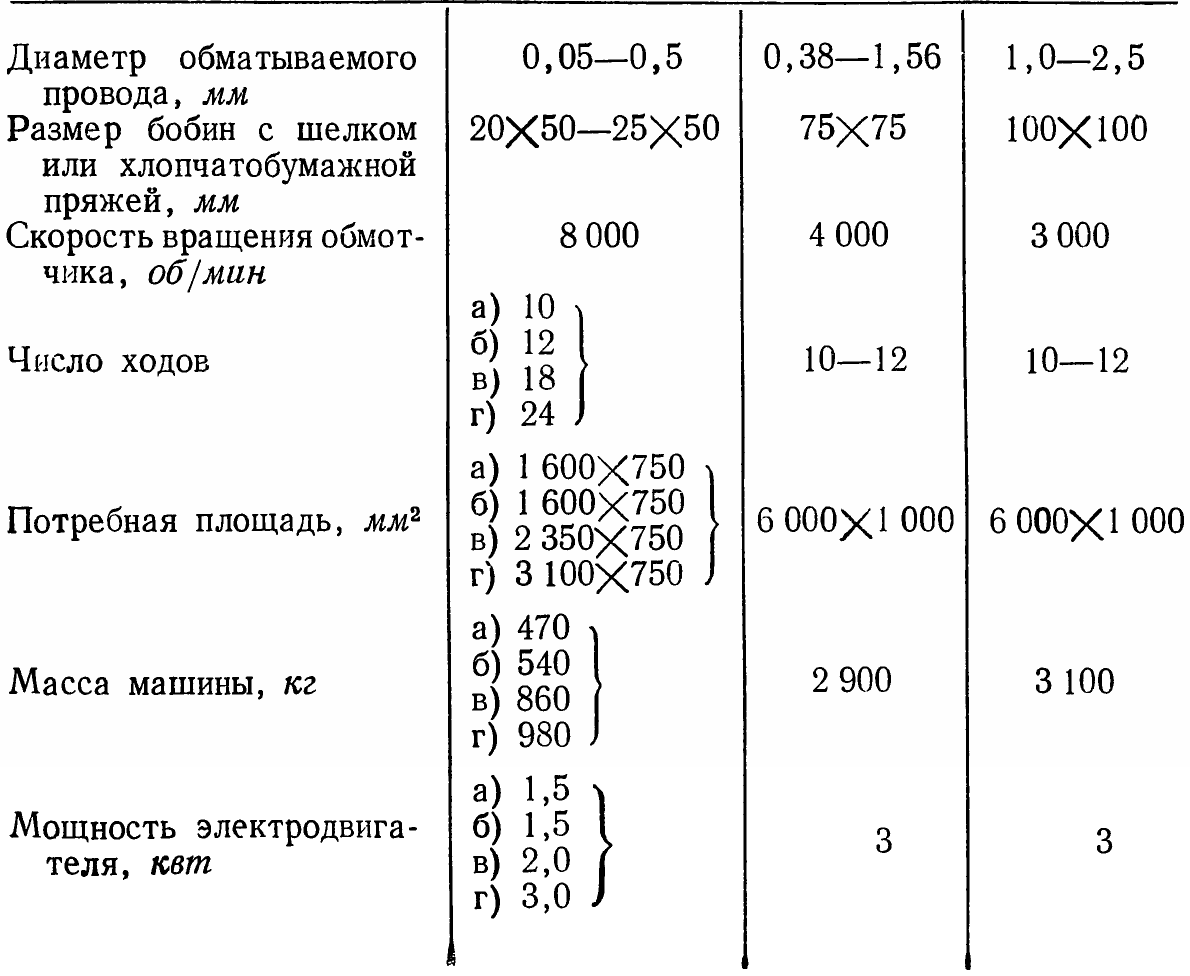
Рис. 9-13. Общий вид машины с индивидуальным приводом обмотчиков.
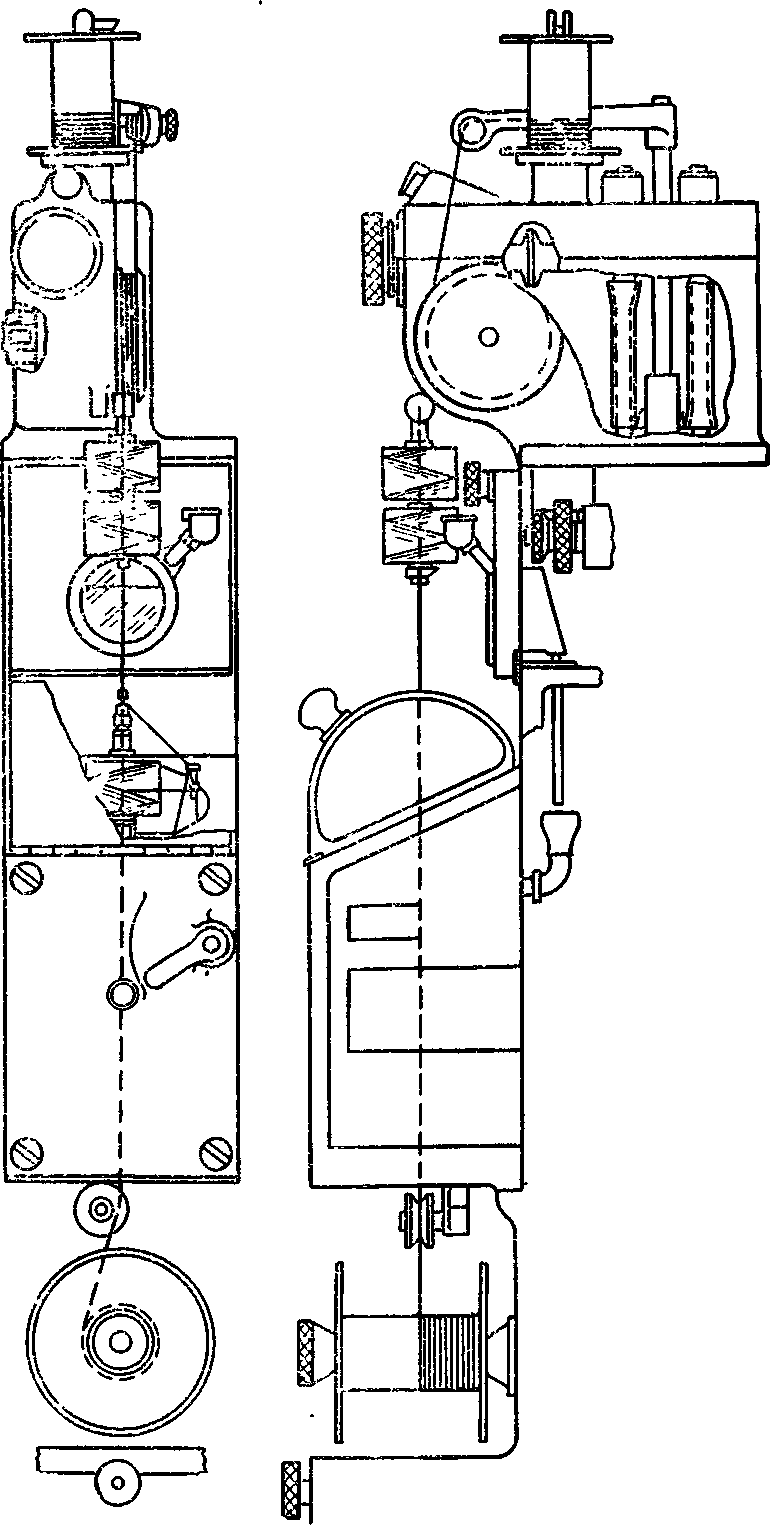
Рис. 9-14. Схема устройства одного хода быстроходной обмоточной машины.
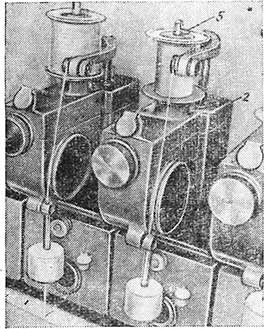
Рис. 9-15. Приемное устройство быстроходной обмоточной машины.
При обмотке проводов диаметром менее 0,10 мм скорость вращения обмотчика может достигать 10 000 об/мин, а при более крупных диаметрах 8 400 об/мин. У нас эти машины пока работают со скоростями вращения обмотчиков соответственно 8 400—8 600 и 6 600—7 000 об/мин. Обмотчики приводятся в движение от индивидуальных электродвигателей трехфазного тока напряжением 140 в и мощностью 0,25 кВт, причем для повышения скорости их вращения в нижней части машины установлены два преобразователя частоты тока, которые должны преобразовывать переменный ток с частотой 50 Гц в переменный ток двух различных более высоких частот. Переключая с помощью рубильника индивидуальные двигатели на питание от того или иного преобразователя частоты, можно соответственно изменять скорость вращения обмотчика.
На рис. 9-14 приведена схема устройства одного хода такой машины. Отдающая катушка помещается в нижней части машины, причем на оси, на которую устанавливается катушка, имеется тормозное устройство; с помощью последнего проволоке можно дать желательное натяжение. Отдающее устройство позволяет с помощью передвижного конуса производить установку катушек различной ширины. На рис. 9-7 показано устройство рассмотренного выше обмотчика этой машины. Пасма должна быть натянута возможно более туго, чтобы могла сходить с бобины без вибраций. При уменьшенном диаметре бобины можно несколько отпускать регулирующую тайку, чтобы исключить появление обрывов вследствие чрезмерного натяжения пасмы. Когда вся пряжа смотана с бобины, вместо нее устанавливается новая бобина из магазина запасных бобин, расположение которого видно на рис. 9-14.
Обмотчик и электродвигатель в рабочем состоянии помещены в кожух, что исключает возможность травмирования обслуживающего персонала быстро вращающимися частями и повреждения самих обмотчиков при случайном попадании в них различных посторонних предметов. Кроме того, такое устройство обеспечивает бесшумную работу машины.

Рис. 9-16. Кинематическая схема быстроходной обмоточной машины.
1 — одноходовой червяк; 2 — электродвигатель, 3 — обмотчик, 4 — сменные шестерни А и В; 5 — тяговая шайба; 6 — четырехходовой червяк; 7 — ось приемной катушки; 8 — раскладочное устройство.
Тяговая шайба приводится во вращение от вала обмотчика через систему шестерен и двух червячных передач. В этой машине передаточные валы установлены на шариковых подшипниках. Привод приемной катушки осуществлен через систему шестеренчатых передач. В устройстве привода имеется фрикционная муфта, причем изменение давления на диск этой муфты осуществляется поворотом гайки, видимой на рис. 9-15. Помимо уменьшения скорости вращения приемной катушки, с помощью этой гайки может быть несколько снижено и натяжение обматываемого провода. Дальнейшее снижение скорости вращения приемной катушки возможно после освобождения защелки 5 (рис. 9-15). В этом случае катушка не будет жестко связана с приемным шпинделем, а будет вращаться только за счет трения щеки катушки о фланец, с которым она соприкасается.
Раскладка представляет собой металлический шток, который с помощью механизма, состоящего из системы шестерен, винта с коническим уширением, сухаря и гайки, движется вверх и вниз. На этом штоке помещается массивный рычаг, на конце которого укреплен направляющий ролик, производящий раскладку обматываемого провода по ширине катушки. Каждый ход машины оборудован метражным счетчиком. Вследствие довольно сложной кинематической схемы и быстрого вращения деталей каждая машина имеет свое масляное хозяйство (масляный резервуар, насос, система трубопроводов и питающих ниппелей и т. п.), которое обеспечивает непрерывную смазку вращающихся частей (подшипников и пр.).
На рис. 9-16 представлена кинематическая схема 28-ходовой машины; из схемы нетрудно установить соотношение между скоростями вращения отдельных узлов машины. Так, если электродвигатель и обмотчик делают п об/мин, то скорость вращения вертикального вала будет η1= η/22, а тяговой шайбы ηш:
![]()
С помощью сменных шестерен А и В производятся изменения скорости вращения тяговой шайбы и линейной скорости движения провода, а следовательно, и шага обмотки. Прочие паспортные данные этой машины приведены в табл. 9-3.
3. Обмоточные машины для проводов средних размеров. Раньше для обмотки проводов диаметром 0,6—11,5 мм довольно широкое применение находили 8—110-ходовые машины с мягким приводом эксцентричных обмотчиков от коренного вала. Эти обмотчики делали 1 000—1 500 об/мин; линейная скорость провода была всего 1,2—3,0 м/мин.
Конструкции обмоточных машин для проводов диаметром 0,38—1,56 мм с центровыми обмотчиками и общим приводом не отличаются существенно от рассмотренных ранее соответствующих конструкций таких же машин для обмотки проводов более тонких размеров. Обычно обмотчики заключаются в стальные или алюминиевые стаканы (см. рис. 9-6). Основные технические данные этих машин приведены в табл. 9-3. Приемные катушки увеличенных размеров у машин этого типа расположены в нижней части станины, что значительно облегчает их смену.
Обмоточные машины отечественного производства для проводов диаметром 0,38—1,56 мм (марка 02-16-Э) изготовляются на 16 ходов с двусторонним расположением обмотчиков и могут предназначаться для двойной или, что гораздо чаще, однослойной обмотки. Машины оборудованы центровыми обмотчиками, скорость вращения которых колеблется в пределах 3 430—5430 об/мин
Таблицa 9-3
Параметры основных типов обмоточных машин

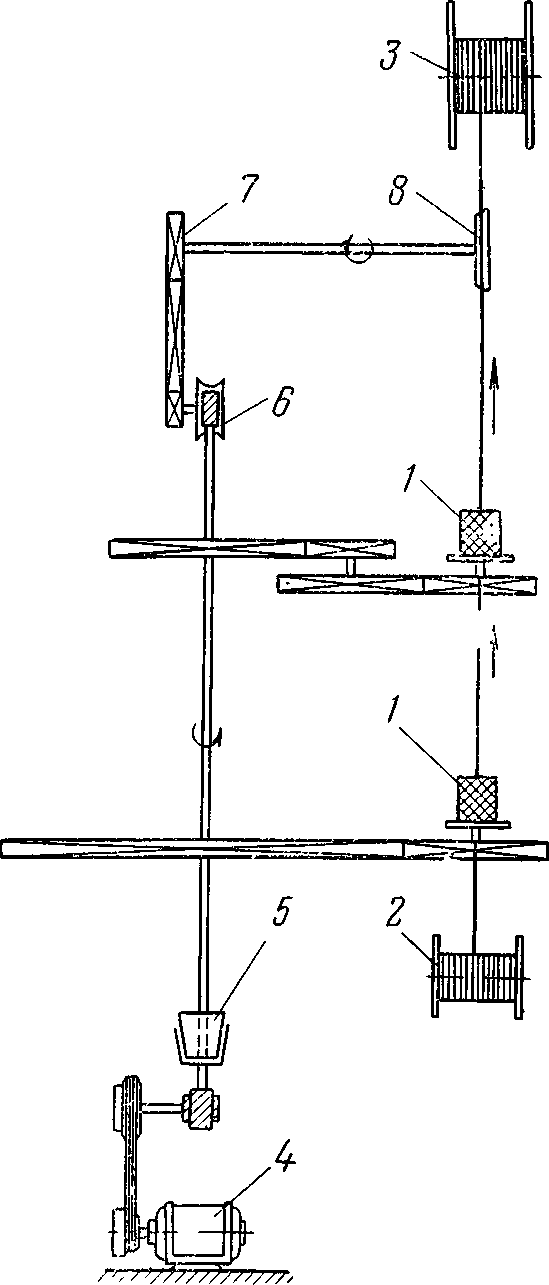
Рис. 9-17. Кинематическая схема одного хода обмоточной машины Климовского завода. 1 — обмотчики; 2 и 3 — отдающая и приемная катушки; 4 — электродвигатель (n=1420 об/мин) с двухступенчатой клиновидной передачей (152/165 и 120/195), 5— муфта с конической передачей (26/25); 6 — червячная передача (i=1/41); 7 — сменные шестерни и постоянная малая шестерня (z=25); 8 — тяговая шайба
Обмотчики помещаются в стальные стаканы, которые вращаются вместе с ними. Для сглаживания обмотки служит ниппель с вырезом (см. рис. 9-9); этот ниппель помещается непосредственно над обмотчиком.
Привод 16-ходовых машин осуществляется от двух электродвигателей мощностью примерно 2,8—3,0 кВт. Все рабочие шестерни и прочие трущиеся детали обеспечены автоматической смазкой. Для этого у каждой машины имеется небольшой масляный насос, который непрерывно качает масло из резервуара, расположенного внизу машины, в верхний резервуар, откуда по трубопроводам масло поступает ко всем трущимся деталям. Отработанная смазка после промежуточной очистки стекает в нижний резервуар. В этот резервуар заливается и новое масло. Каждый ход машины включается и выключается самостоятельно, все ходы оборудованы счетчиками. Изменение скорости вращения обмотчиков производится одновременно для всех ходов машины с помощью редуктора, расположенного в центре машины.
Оси приемных и отдающих катушек располагаются, с одной стороны, причем они устанавливаются в гнездах, где зажимаются с помощью пружин конусами. Установка и съемка катушек производятся быстро и просто.
Коробка привода у одних машин состоит из четырех шестерен, причем торцы двух шестерен выполнены в виде зубчатой муфты. В зацепление с одной из шестерен входит свободно передвигающаяся по шпонке на валу зубчатая муфта, с помощью которой обмотчики могут иметь разные скорости вращения. Зубчатый механизм коробки скоростей смонтирован в чугунном корпусе, который является также масляной ванной.
На рис. 9-17 представлена кинематическая схема одного хода машины. Здесь для привода всей машины применена двухступенчатая клиновидная передача. С помощью шестерен вращение от коренного горизонтального вала обмоточной машины передается вертикальному валу, который соединяется с валом обмотчика с помощью фрикционной муфты. Вращение от последнего вала передается обмотчику через двухступенчатую коробку передачи. От этого же вала с помощью пары сменных шестерен и червячной передачи вращение передается тяговой шайбе.
Привод приемной катушки или барабана также осуществляется от вала обмотчика через червячную, цепную или зубчатую передачу. Между цепной и зубчатой передачами установлена фрикционная муфта, с помощью которой изменяется скорость вращения приемного устройства: при увеличении диаметра намотки одновременно увеличивается натяжение провода; это вызывает поворот натяжного ролика, ослабление давления между дисками фрикционнной муфты и их проскальзывание, что вызывает уменьшение скорости вращения приемного устройства.
Винт раскладочного механизма получает вращение от ведущей шестерни приемного устройства через шестеренную и червячную передачи. Шестерни у нижнего обмотчика имеют числа зубьев 1)19 и 31, у верхнего — 81 и 28, 42 и 31.
Из рис. 9-17 видно, что вертикальный вал каждого хода имеет две скорости вращения:
![]()
и
![]()
В соответствии с этим две скорости вращения имеют и обмотчики машины, причем верхние обмотчики вращаются немного быстрее, чем нижние:

Тяговая шайба может иметь различные скорости вращения: 
При изменении скорости вращения тяговой шайбы соответственно изменяются линейная скорость провода и шаг обмотки.
У обмоточных машин рассматриваемой группы иногда применяется индивидуальный привод от небольших электродвигателей, устанавливаемых в нижней части каждого хода. В этом случае кинематическая схема машины упрощается (рис. 9-18) и облегчается устройство для пуска и остановки отдельных ходов машины во время работы, что при общем приводе сопряжено с некоторыми трудностями, являющимися следствием наличия вращающегося коренного вала и связанных с ним деталей.
На рис. 9-19 представлен общий вид двухходовой вертикальной обмоточной машины марки 02-2-Э, разработанной ЦПКБ КО. Эта машина предназначается для наложения одно- или двухслойной изоляции из хлопчатобумажной пряжи или синтетических волокон и натурального шелка.
Каждый ход имеет индивидуальный электропривод. Отдающее устройство осевого типа имеет тормоз для создания нужного натяжения изолируемой проволоки. Обмотчики также имеют приспособления для натяжения пряди из волокнистых материалов и автоматической остановки хода при обрыве или сходе пряди со шпули.

Рис. 9-18. Кинематическая схема одного хода машины с индивидуальным приводом.
1 — электродвигатель; 2 — шестерня; 3 — тяговая шайба; 4 и 5 — червячные передачи.
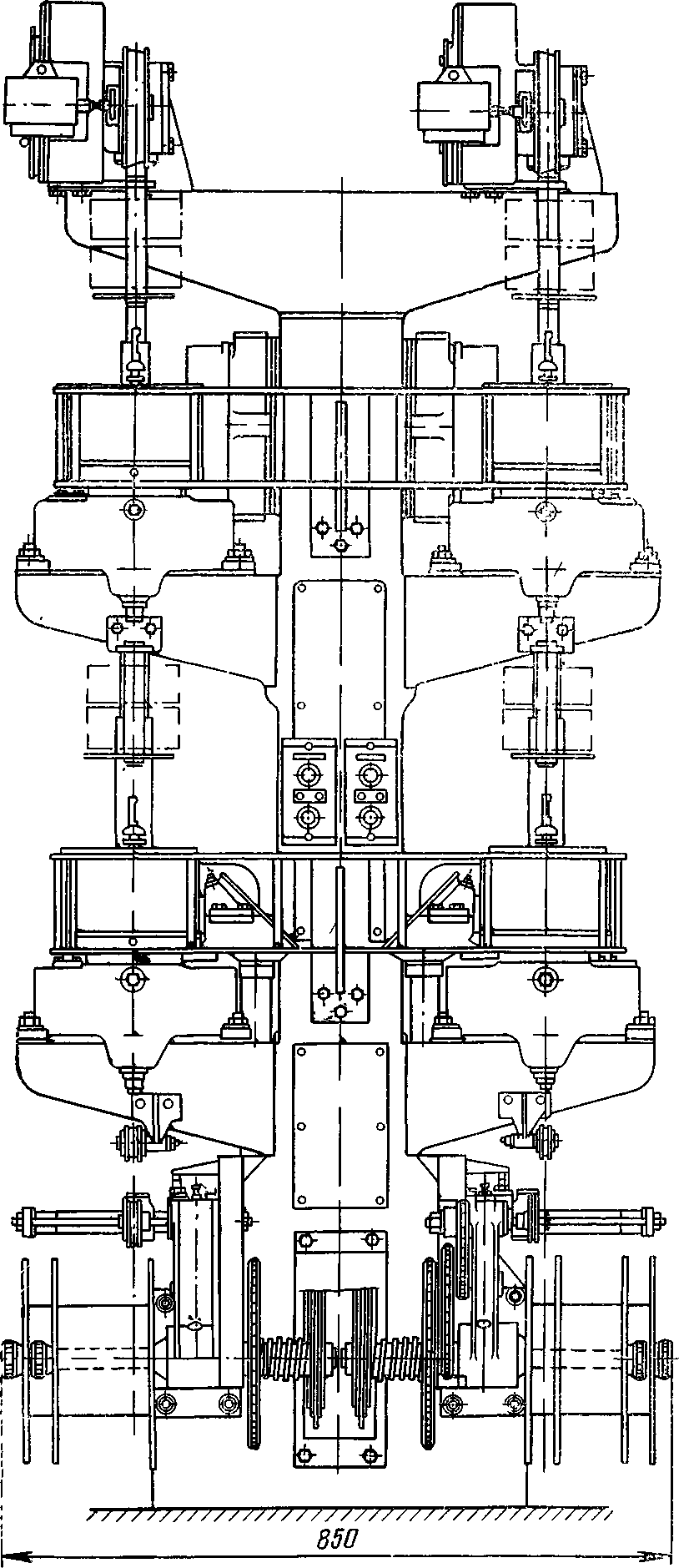
Рис. 9-19. Двухходовая вертикальная обмоточная машина марки 02-2-Э.

Изменение скорости вращения тягового колеса (линейной скорости изолирования провода) и приемной катушки производится с помощью сменных шестерен. Машина имеет централизованную смазку вращающихся частей и кнопочное устройство для пуска и остановки машины. Такая машина удобна для изготовления отдельных небольших партий обмоточных проводов на ремонтных заводах, а также при выполнении различных опытных работ в научно-исследовательских организациях и лабораториях.
Для многоходового обслуживания такие машины могут группироваться вместе для получения требуемого количества ходов. Прочие характеристики машин данного типа приведены в табл. 9-3.

Рис. 9-20. Обмотчик для телефонной и кабельной бумаги и пленок.
4. Вертикальные обмоточные машины для проводов крупных сечений.
Для обмотки круглой проволоки более крупных размеров (диаметром 1,0—4,0 мм) применяются 6—8-ходовые вертикальные обмоточные машины. Эти машины оборудуются центровыми обмотчиками, на которых устанавливаются бобины, по своим размерам превосходящие бобины, применяемые на ранее рассмотренных обмоточных машинах. Обмотчики приводятся во вращение при помощи шестеренной передачи;
скорость вращения этих обмотчиков доходит до 1 600—1 800 об/мин. Во избежание несчастных случаев каждый обмотчик снабжен защитным ограждением и может останавливаться вручную посредством рукоятки. Кроме того, каждый ход оборудован автоматом, останавливающим его в случае обрыва пасмы пряжи. Такие машины используются и для наложения изоляции из телефонной бумаги. Бумагообмотчик (рис. 9-20) представляет собой стальную рамку; по бокам этой рамки имеются металлические диски, между которыми помещаются ролики с телефонной бумагой. На каждом обмотчике устанавливают по два ролика, благодаря чему они оказываются достаточно уравновешенными.
На рис. 9-21 представлена схема одного хода вертикальной машины для наложения бумажной изоляции. В зависимости от размеров обматываемой проволоки и ширины бумаги линейная скорость движения провода на таких машинах может изменяться в широких пределах от 2,5 до 20 м/мин при скорости вращения обмотчика 200—800 об/мин.
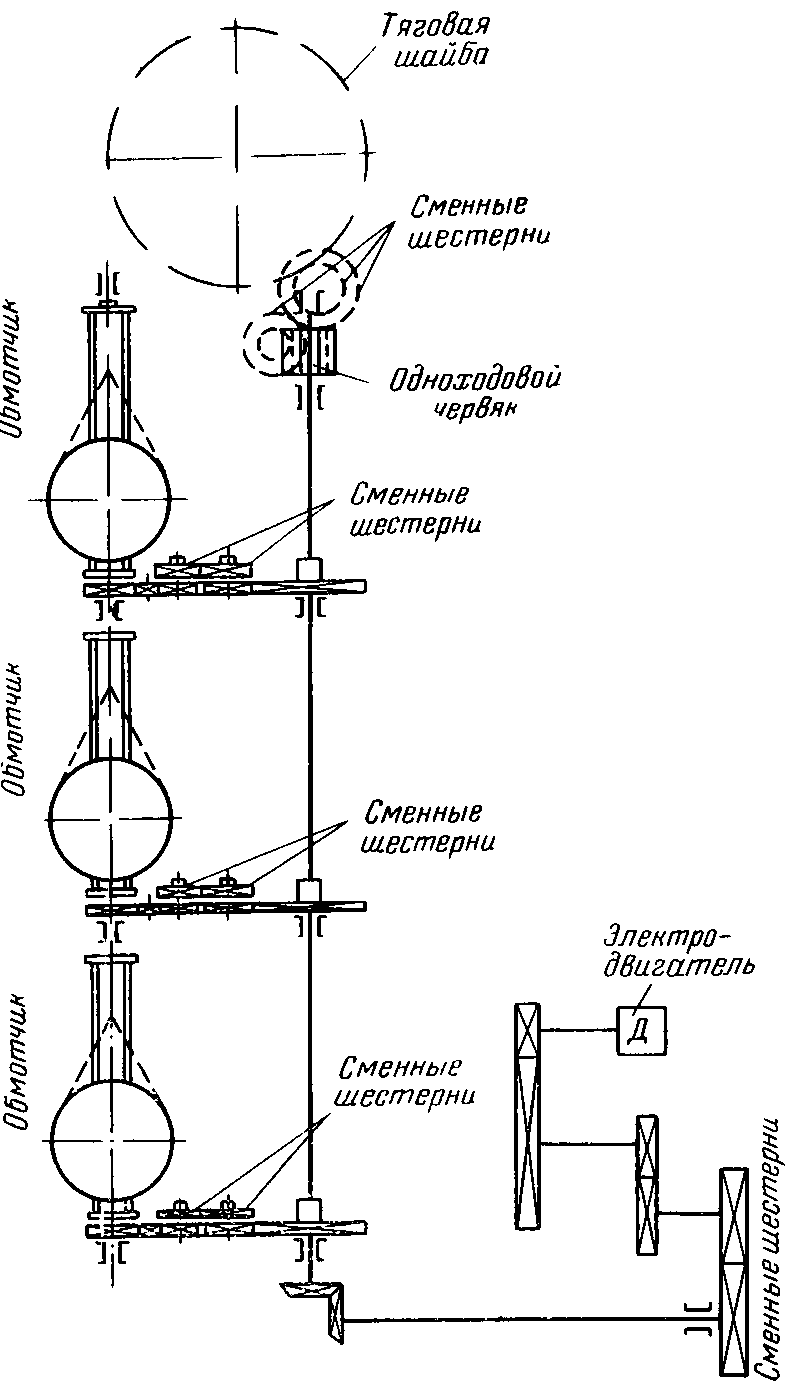
Рис. 9-21. Схема одного хода вертикальной машины для обмотки пленками телефонной и кабельной бумаги.
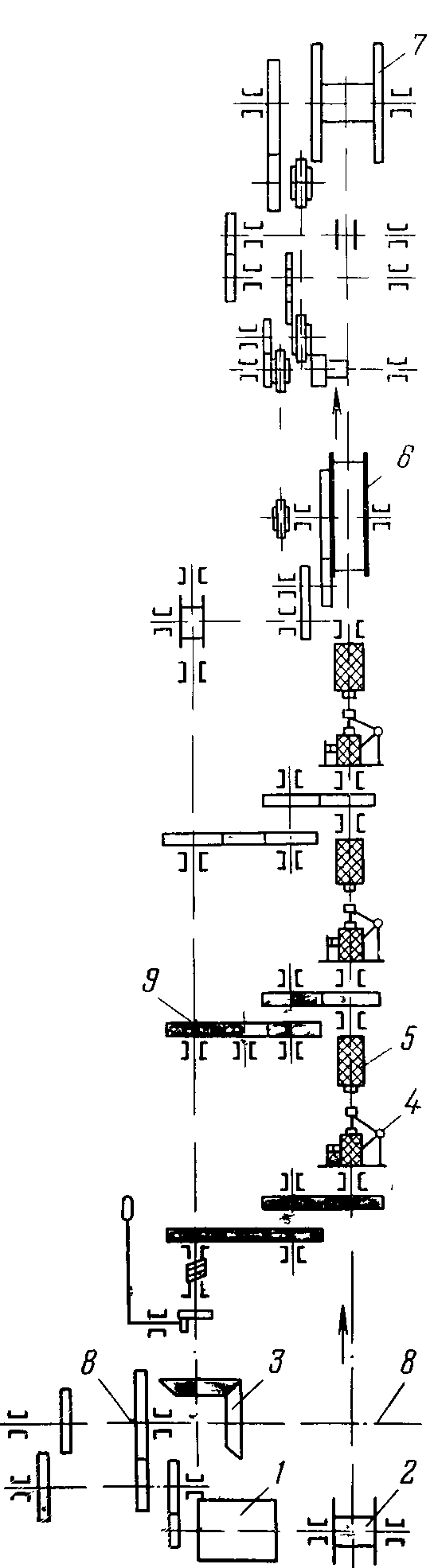
Рис. 9-22. Примерная схема одного хода 8—10-ходовой вертикальной обмоточной машины.
1 — электродвигатель; 2 — отдающий барабан (катушка); 3 — фрикционная передача; 4 — обмотчики; 5 — запасные бобины с пряжей; 6 — тяговая шайба; 7 — приемный барабан (катушка); 8 — коренной вал; 9 — сменные шестерни.
На отечественных заводах эти машины работают обычно со скоростью изолирования 2,8—10,5 м/мин. На этих машинах производится также наложение пленочной изоляции. Обмотка в этом случае тождественна с обмоткой телефонной или кабельной бумагой; при наложении многослойной изоляции лучшие результаты дает обмотка с зазором и изменением направления через каждые два — четыре слоя обмотки.
На рис. 9-22 приведена примерная схема одного хода 8—10-ходовой обмоточной машины для обмотки пряжей и лентами проводов диаметром 1,0—4,0 мм.
При обмотке пряжей обмотчики этих машин могут иметь скорости вращения до 1 700 об/мин-, при шагах обмотки 1,3—5,7 мм скорость движения провода составляет 2,2—9,7 м/мин. При обмотке лентами скорость вращения обмотчиков снижается до 1 000—1 200 об/мин, однако шаг обмотки увеличивается до 8—20 мм. В качестве особенности конструкции рассматриваемых машин прежде всего следует отметить возможность отключения тяговой шайбы и вращения ее в обратную сторону, что важно, когда в процессе обмотки возникает необходимость исправления изоляции уже обмотанного провода.
Наличие набора шестерен у тяговой шайбы дает возможность быстро изменять скорости движения провода. На обмоточных машинах можно производить, помимо обмотки пряжей, также наложение бумажной и пленочной изоляции, для чего предусмотрена возможность установки соответствующих обмотчиков. В отличие от рассмотренных выше машин здесь применены центровые бумагообмотчики, примерная конструкция которых показана на рис. 9-10. В этих обмотчиках ролик с лентой устанавливается на металлический диск и прижимается к нему регулируемым устройством.
5. Горизонтальные обмоточные машины.
Горизонтальные обмоточные машины предназначаются для обмотки волокнистыми материалами, бумажными лентами и синтетической пленкой круглых и прямоугольных проводов крупных сечений (12—80 мм2). Прямоугольные провода малых сечений (до 12 мм2) могут обматываться на рассмотренных выше вертикальных машинах для круглых проводов крупных сечений. Существуют горизонтальные обмоточные машины для обмотки только волокнистыми материалами или одними лентами, а также комбинированные машины, на которых можно накладывать оба вида изоляции. Естественно, комбинированные обмоточные машины имеют большие габариты, чем специализированные машины для обмотки только волокнистыми материалами или бумажными лентами и пленкой. В старых конструкциях обмоточных машин для обмотки пряжей применялись эксцентричные обмотчики. Так как обмотчики этого типа допускают сравнительно небольшое число оборотов и из-за ограниченной массы бобин требуют довольно частых перезаправок, в новых конструкциях обмоточных машин обычно предусматриваются центрошпульные обмотчики. Одна из конструкций такого обмотчика представлена на рис. 9-11.
Для обмотки бумажными лентами и пленкой в существующих горизонтальных обмоточных машинах иногда применяются простые бумагообмотчики, с которых лента непосредственно направляется на обматываемый провод (рис. 9-23). Нетрудно убедиться, что в этом случае возможен сдвиг ленты по длине обматываемого провода. Как видно из рис. 9-23, с уменьшением диаметра бумажного ролика лента заметно изменяет свое положение. Поэтому у простых обмотчиков устраиваются направляющие пальцы или ролики. Через которые проходит бумажная лента, направляясь далее к обматываемому проводу.

Рис. 9-23. Изменение положения ленты при сходе ее с ролика на простом бумагообмотчике.

Рис. 9-24. Центровой обмотчик горизонтальной машины.
В этом случае изменение диаметра ролика не отражается существенно на положении бумажной ленты на проводе. В других конструкциях горизонтальных обмоточных машин применяются бумагообмотчики с расположением роликов, как и у вертикальных машин, параллельно оси обматываемого провода (см. рис. 9-20). Обычно на обмотчике устанавливают два бумажных ролика, по одному с каждой стороны. Эти обмотчики также имеют направляющие пальцы для сохранения постоянства характера наложения ленты на провод.

Рис. 9-25. Пластинчатый тормоз.
1 — бумажный ролик; 2 — тормозные пластины
Находят применение также обмотчики, у которых обматываемый провод проходит через центр бумажного ролика. Устройство таких обмотчиков показано на рис. 9-24. Натяжение ленты в этом обмотчике регулируется поворотом шайбы, которая заставляет фланец прижимать ролик с бумажной лентой. При узких лентах для торможения ролика фланцем применяются дополнительные прокладки. Для точной и плавной регулировки линейной скорости движения провода и скорости вращения обмотчика иногда применяются вариаторы.
Бумажная лента проходит через несколько направляющих роликов, жестко фиксирующих ее положение вне зависимости от изменения диаметра ролика. Кроме того, машина может автоматически останавливаться в случае обрыва одной из бумажных лент. В натянутом состоянии, как это видно из рис. 9-24, лента удерживает в определенном положении валик, который в некоторых пределах может поворачиваться вокруг оси, проходящей через диск обмотчика. В случае обрыва бумажной ленты пружина, находящаяся на задней стороне обмотчика, оттягивает валик вместе с электрическим контактом, который замыкает цепь реле автоматической остановки машины.
Во вcex типах рассматриваемых обмотчиков торможение бумажного ролика производится с помощью пластинчатых тормозов различных форм, которые с некоторым усилием Р прижимаются к бумажному ролику (рис. 9-26).
Тормозной момент, приложенный к ролику,
![]() (9-1)
(9-1)
где Ri — радиус втулки; r — радиус пластинчатого тормоза.
Если Ri сделать очень малым, то Мх=br. Натяжение ленты при радиусе ролика R в этом случае равно
![]() (9-2)
(9-2)
Обычно бумажные ролики имеют размеры, несколько большие, чем пластинчатые тормоза. Поэтому при размотке ленты ее натяжение с уменьшением диаметра ролика несколько увеличивается. Когда же бумажный ролик начнет разматываться, находясь в пределах тормозной пластины, заметного изменения натяжения ленты, как это следует из последнего уравнения, не будет.
Схема двухходовых горизонтальных машин старых конструкций, которые еще находят некоторое применение на наших кабельных заводах, дана на рис. 9-26.

Рис. 9-26. Схема одного хода горизонтальной двухходовой обмоточной машины.
В нижней части станины машины у каждого хода расположен коренной вал, приводимый во вращение электродвигателем через шестеренную передачу. На этот вал насажены ступенчатые шкивы, число которых равно числу обмотчиков. Вращение от коренного вала передается обмотчикам посредством гибких канатиков. Для этого обмотчики имеют металлические конусообразные втулки, на поверхности которых сделан ряд канавок. Изменение скорости вращения обмотчиков достигается путем перемещения гибких канатиков с одной ступени шкива на другую. Ролики с кабельной бумагой укрепляются на металлических держателях, которые в свою очередь прочно прикреплены к вращающейся втулке.
На двухходовой горизонтальной машине бывает от трех до пяти обмотчиков, на каждом из которых устанавливают по два ролика с бумагой. Таким образом, можно накладывать на проволоку сразу от шести до десяти слоев бумажной изоляции.
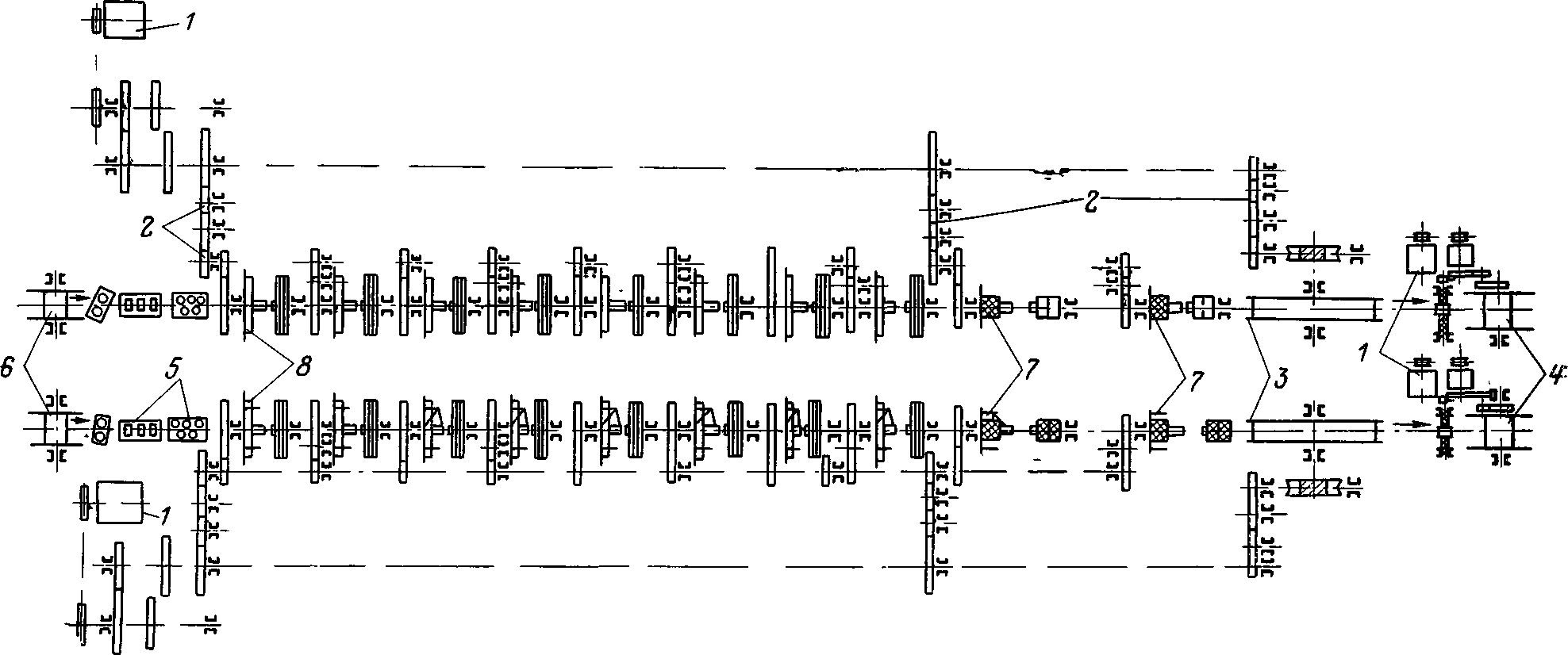
Рис. 9-27. Примерная схема двухходовой горизонтальной обмоточной машины с центровыми обмотчиками.
1 — электродвигатель; 2 — сменные шестерни; 3 — тяговая шайба; 4 — приемный барабан; 5 — прямильные вальцы; 6 — отдающий барабан, 7 — обмотчики пряжей; 8 — бумагообмотчики.

Рис. 9-28. Схема одноходовой горизонтальной обмоточной машины, разработанная ЦПКБ КО.
На рис. 9-27 представлена примерная схема двухходовой комбинированной машины с центровыми бумагообмотчиками; такую же схему могут иметь машины и с эксцентричными бумагообмотчиками. Эти машины предназначены для обмотки круглых проводов диаметром 3,8—5,2 мм и прямоугольных проводов -сечением 10—80 мм2. Каждый ход имеет два электродвигателя: один — для привода приемного устройства, другой — для привода всей остальной части машины. Наличие самостоятельного электропривода приемного устройства значительно упрощает кинематическую схему машины и приемного устройства и повышает надежность его работы. Привод обмотчиков жесткий; скорость их вращения регулируется с помощью системы сменных шестерен. Линейная скорость движения провода находится в пределах 5,6—11,2 м/мин при скорости -вращения обмотчиков 600—1 000 об/мин.
В связи с развитием высоковольтного трансформаторостроения увеличился выпуск обмоточных проводов с повышенной толщиной бумажной изоляции.
На рис. 9-28 приведена схема одноходовой горизонтальной обмоточной машины, проект которой разработан ЦПКБ КО. Эта машина предназначается для изготовления прямоугольных обмоточных проводов с размерами меньшей стороны в пределах 2,1—5,5 мм и большей стороны 12,5—30 мм с изоляцией из телефонной или кабельной бумаги или лавсановой пленки.
Машина состоит из безосевого (пинольного) отдающего устройства, прямильного роликового устройства, шести бумагообмотчиков на восемь лент каждый, тягового гусеничного устройства, маркировочного прибора для нанесения на провод отличительных обозначений, приемного безосевого устройства с индивидуальным электроприводом и приспособлением для подъема и спуска барабанов с проводом и компрессорной установки.
Бумагообмотчики имеют механизмы для изменения угла наложения лент на жилу и обеспечения постоянного натяжения бумажных лент. Они приводятся во вращение от главного вала машины через восьмиступенчатые коробки скоростей. Бумагообмотчики имеют пневматические дисковые тормоза, сблокированные с электродвигателем привода машины для автоматического торможения обмотчиков при остановке машины и растормаживания их при включении электродвигателя. Прочие данные об этой машине приведены в табл. 9-3.