В табл. 6-8 приведены размеры металлических прокладок овального сечения, применяемых в нефтяной арматуре для Ру 64, 100 и 160, а также на Ру 75, 100 и 250 из малоуглеродистой стали для температур до 550° С и из стали марки ОХ18Н9 (ЭЯ0) или 1Х18Н9Т (ЭЯ1Т)—для температур до 600° С.
Прокладки изготовляются из цельнокованых или штампованных колец и цельнотянутых труб.
Мягкие и металлические гофрированные прокладки с мягкой набивкой на Ру 6, 10, 16, 25 и 40 кГ/см2 приведены в табл. 6-9.
Мягкие прокладки (тип А) применяются в нефтяной арматуре на Ру 6, 10 и 16 для температур до 300° С, а также на Ру 75, 150 и 250 при нормальной температуре.
Металлические гофрированные прокладки с мягкой набивкой (тип Б) применяют в нефтяной арматуре на Ру 40 для температур до 300° С с оболочкой из алюминия и для температур до 450° С с оболочкой из низкоуглеродистой стали или из сталей марок ОХ18Н9 (ЭЯ0) и 1Х18Н9Т (ЭЯ1Т).
Таблица 6-8
Прокладки металлические овального сечения для нефтяной арматуры
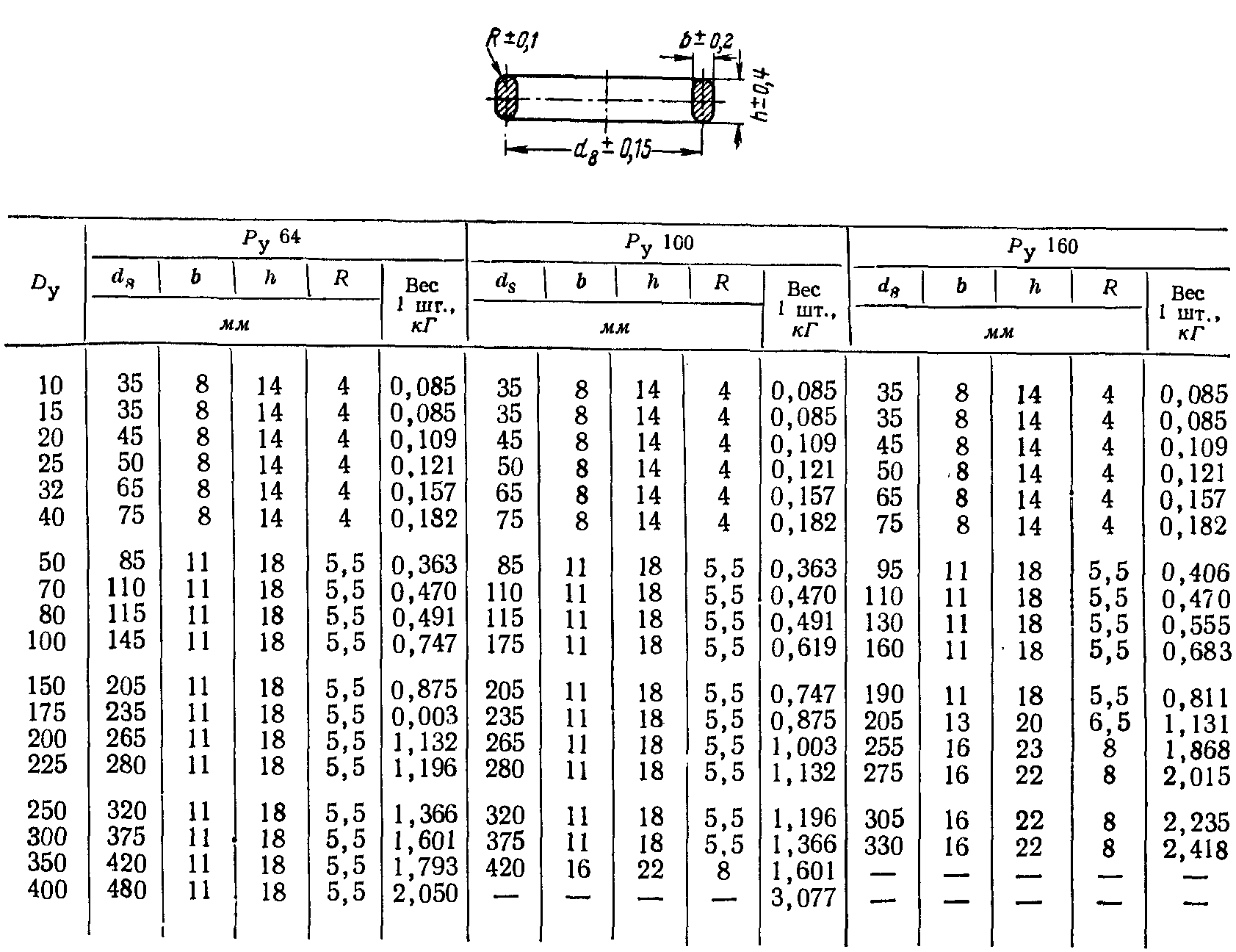
Таблица 6-9
Прокладки мягкие и металлические гофрированные с мягкой набивкой для нефтяной арматуры

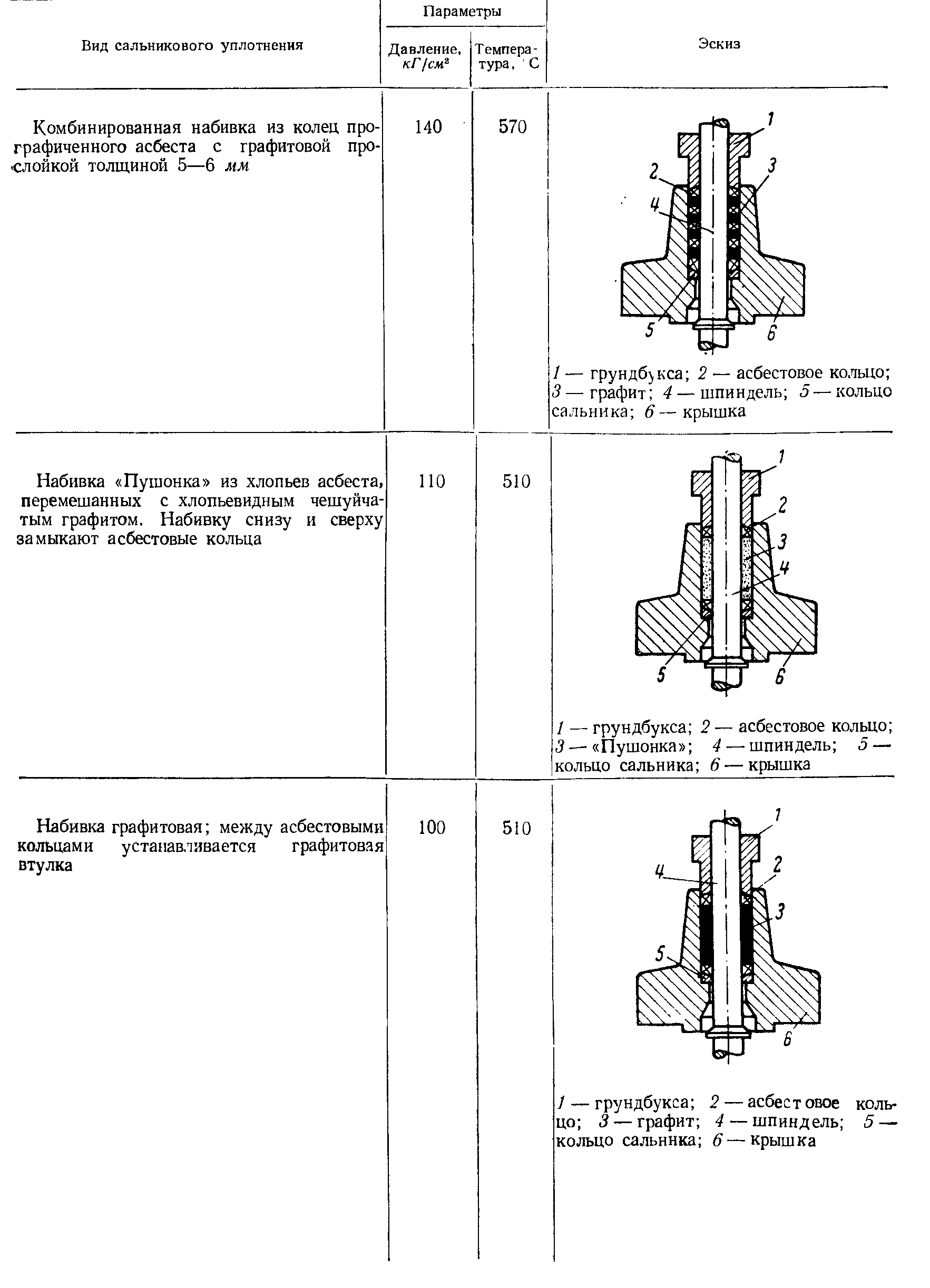
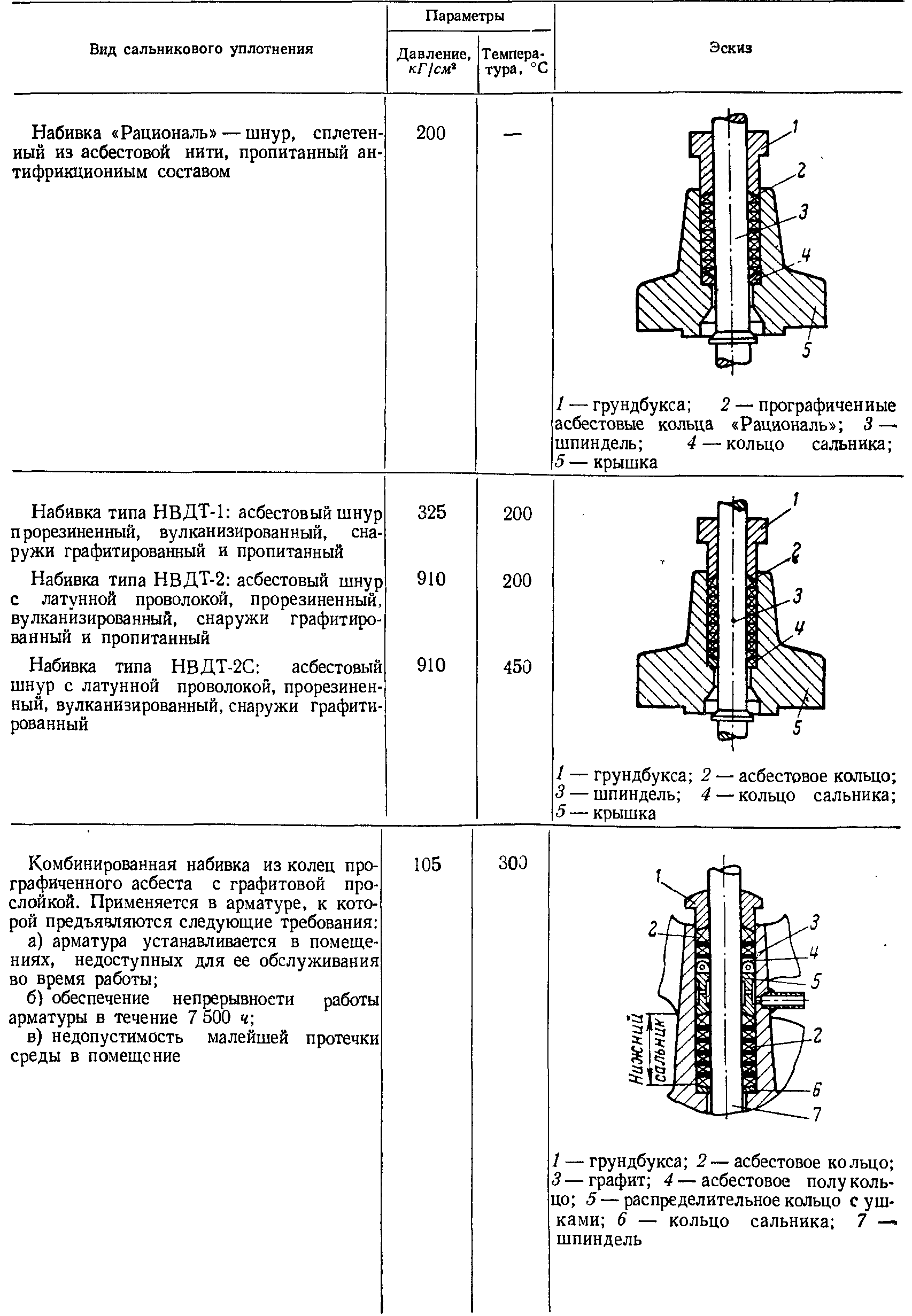
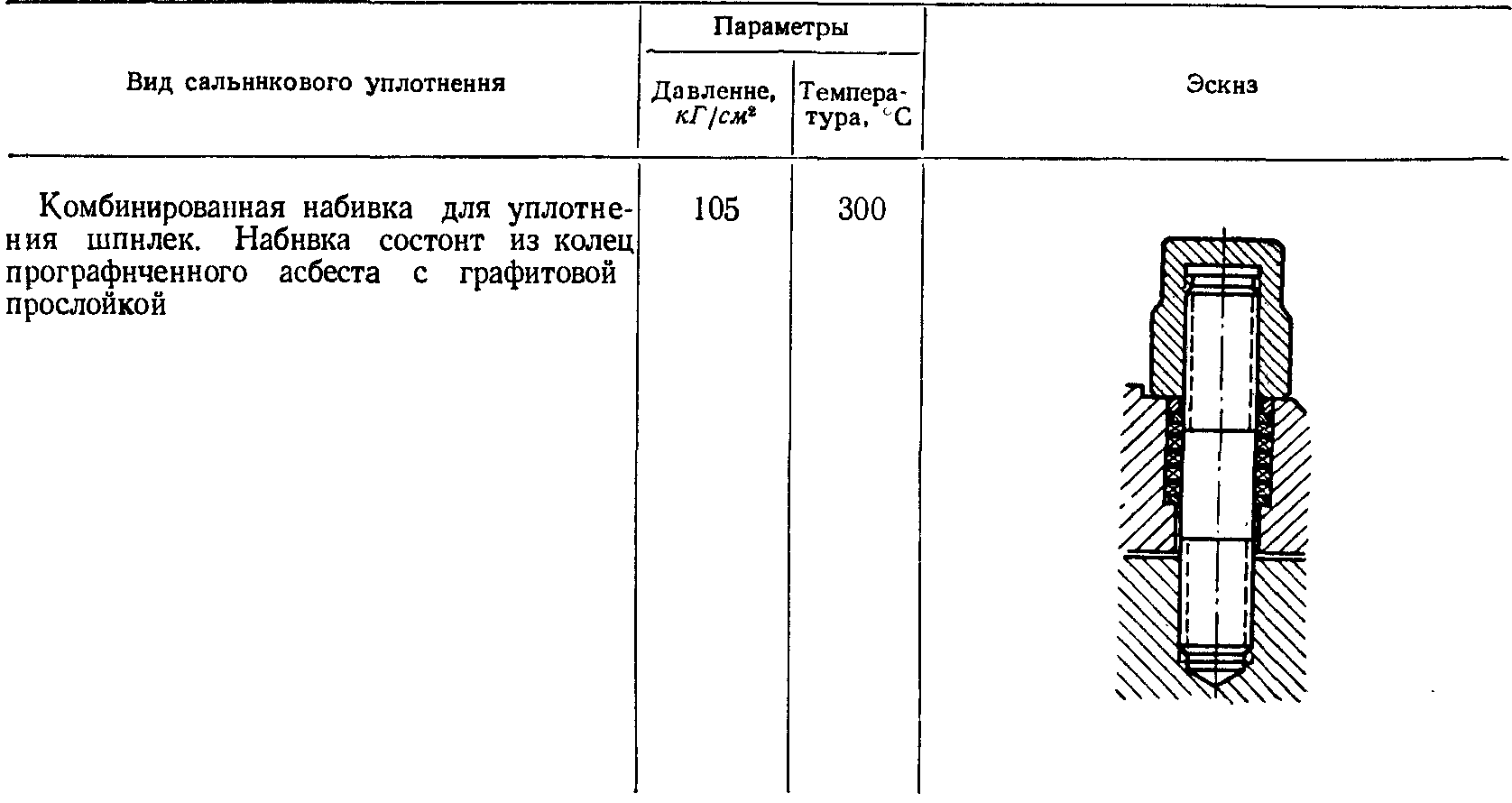
Сальниковые уплотнения арматуры высоких параметров
Примечания:
- В качестве материалов для сальниковой набивки применяются:
а) асбестовый шнур сквозного плетения, квадратный (ГОСТ 5152-55);
б) однородный чешуйчатый серо-стального цвета графит П3-А (ГОСТ 8295-57);
в) колебания в толщине набивок допускаются следующие: для набивок квадратного сечения с размерами сторона до 10х10 мм±10%; более 10х10 мм ±8%, для набивок прямоугольного сечения с размерами сторон до 9х10 мм ± 10% , более 9х10 мм ±8%;
г) поверхность набивок должна быть гладкой, на ней не должно быть выступающих оборванных нитей: при сгибании набивок вокруг оправки диаметром 50 мм на угол 180° не должно происходить выпучивания и расслаивания оплетки;
д) набивка должна храниться при температуре от +25°С до — 25°С в сухом помещении в упакованном виде; для предохранения от деформации на набивку не следует класть посторонних тяжелых предметов; к применению в качестве сальниковой набивки допускаются только материалы, имеющие паспорт или сертификат.
- При сборке необходимо проверить чистоту обработки поверхности шпинделя или шпильки. Цилиндрическая часть шпинделя не должна иметь дефектов. Шпиндель и шпилька должны быть тщательно очищены от масла и насухо протерты.
- Квадратный асбестовый шнур подбирается по размеру, указанному в сборочном чертеже. Из шнура вырезаются- уплотнительные кольца и полукольца на цилиндрической оправке с наружным диаметром, равным диаметру шпинделя, или шпильки. Асбестовый шнур перед нарезкой тщательно прографитить.
- Шпиндель устанавливается в крайнее верхнее положение плотно (до упора в верхнее уплотнение).