Глава шестая
ЦЕНТРОВКА ВАЛОВ ЭЛЕКТРИЧЕСКИХ МАШИН
- ПОНЯТИЕ О ВЫВЕРКЕ ЛИНИИ ВАЛОВ И ЦЕНТРОВКЕ
С какой бы тщательностью и соблюдением правил монтажа не выполнялись работы по установке электрических машин (например, двигателя и генератора), соединяемых друг с другом или с приводимыми в действие механизмами (компрессорами, насосами, вентиляторами и т. д.), для надежной и долговечной эксплуатации агрегатов, состоящих из двух или нескольких машин, необходимо произвести центровку их валов.
Центровка валов включает две основные операции: выверку оси общего вала (выверку линии валов) и собственно центровку, т. е. устранение боковых и угловых смещений валов соединяемых машин и механизмов.
Выверка линии валов.

Рис. 6.1. Положение валов, соединяемых при помощи полумуфт: а — до выверки линии вала; б — после выверки линии вала
Под действием собственной массы ротора ось вала каждой электрической машины принимает несколько изогнутую форму. Если соединить такие валы электрических машин полумуфтами, то изгибы осей валов приведут к тому, что торцевые плоскости полумуфт не будут параллельны и получат раскрытие вверху. В этом случае оси валов не будут продолжением одна другой (рис. 6.1, а). При работе такого агрегата его валы будут вибрировать, оказывая вредное влияние на подшипники и другие части машин. Кроме того, в точках 2 и 3 (рис. 6.1, а) появятся значительные напряжения от изгибающих моментов, опасные для шеек валов.
Для обеспечения правильного распределения нагрузок между подшипниками валы соединяемых машин устанавливают в такое положение, при котором торцовые плоскости полумуфт в горизонтальной и вертикальной плоскостях будут параллельны, а оси валов продолжением одна другой (без смещений).
Выполнить приведенное выше непременное условие параллельности плоскостей полумуфт можно, несколько приподняв крайние подшипники 1 и 4 по сравнению с подшипниками 2 и 3, как показано на рис. 6.1,6. При этих условиях общая осевая линия двух валов будет иметь вид плавной кривой (упругая линия вала), а плоскости полумуфт будут параллельны. Проекция этой линии на горизонтальную плоскость должна представлять собой прямую линию.
Для выверки линии вала агрегата, состоящего из двух машин (например, двигателя и генератора), выбирают машину, к которой должна прицентровываться другая машина данного агрегата. Как правило, в качестве такой машины выбирают приводной двигатель, имеющий наибольшую массу и габариты и два собственных подшипника.
Вал двигателя устанавливают таким образом, чтобы углы наклона шеек α1 и α2, проверяемые уровнем, были при отсутствии прогиба вала равны нулю, а при прогибе вала — одинаковы (рис. 6.2).
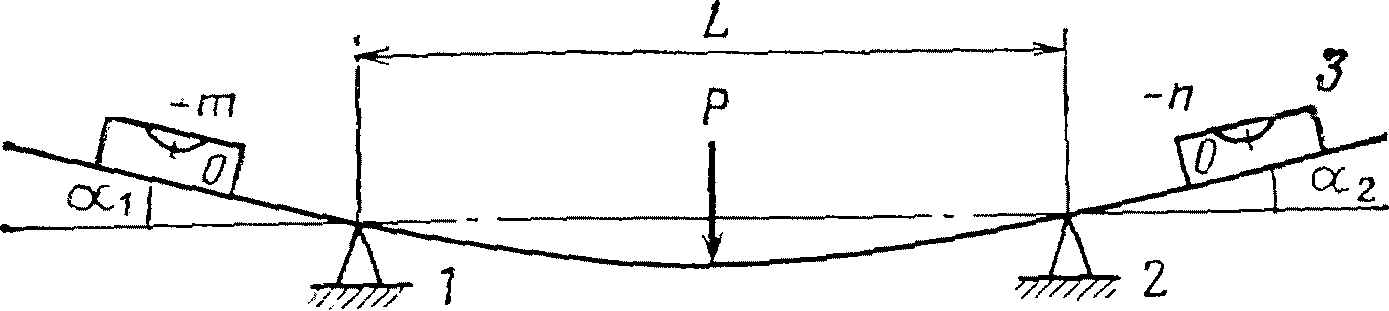
Рис. 6.2. Схема измерения уклонов шеек вала
В последнем случае пузырек ампулы уровня, установленного на вал поочередно у подшипников 1 и 2, будет отклоняться в разные стороны на одинаковое количество делений.
Измерения уклонов шеек производят при помощи уровня 3 с микрометрическим винтом с точностью измерений 0,1 мм/м длины вала. Уровень устанавливают поочередно на каждую шейку вала. На каждой шейке выполняют два замера с поворотом уровня на 180°. Большее показание уровня обозначают буквой n1, а меньшее — n2. Если пузырек уровня при обоих замерах отклонится в разные стороны от нуля, то действительное значение уклона шейки вала в данной точке определяют по формуле
![]() (6.1)
(6.1)
При отклонении пузырька уровня в одну и ту же сторону от нуля действительное значение уклона шейки вала определяют по формуле
![]() (6.2)
(6.2)
Если при выверке линии вала выявляется необходимость поднять или опустить подшипниковый стояк на ΔH для достижения равенства п=т, расчет производят по формуле
![]() (6.3)
(6.3)
где п — действительный замер на первой шейке в делениях уровня; т — действительный замер на второй шейке в делениях уровня; L — расстояние между поперечными осями подшипников, м; d — цена деления уровня мм/м.
Перемещение подшипниковых стояков осуществляют подбивкой клиньев, устанавливаемых под плитой. При этом контролируют подъем (или опускание) вала по уровню и после того, как шейка вала займет необходимое положение, затягивают анкерные болты и одновременно подбивают все клинья и подкладки.
После установки основной машины (в данном случае электродвигателя) приступают к прицентровке к ней присоединяемой машины (генератора) так, чтобы осевая линия вала последней была продолжением осевой линии основной машины. При наличии прогиба вала основной машины, как это бывает у крупных электрических машин, подшипники прицентровываемой машины устанавливают так, чтобы общая линия составного вала имела вид упругой линии, а торцевые плоскости полумуфт были практически параллельны (рис. 6.1,б). Уровень 5, установленный на шейку вала у подшипника 5, должен иметь те же показания по значению и направлению, что и на шейке у подшипника 2.
ДОПУСКИ НА ЦЕНТРОВКУ
Для правильного распределения нагрузок между подшипниками независимо от выверки линии валов необходимо выполнить центровку валов, т. е. устранить их несоосность.
Несоосностью валов называют такое их взаимное расположение, при котором центрируемые оси 1 и 2 имеют боковое (радиальное) или угловое (осевое) смещение относительно друг друга (рис. 6.3).
Практически, с какой бы тщательностью ни выполнялась центровка, муфты центрируемых валов приходится соединять при некоторой допустимой несоосности валов. Допустимая несоосность, т. е. допустимые боковые (рис. 6.3, а) и угловые (рис. 6.3,б) смещения валов, определяется главным образом конструкцией применяемых муфт, имеющих разную компенсационную способность.

Рис. 6.3. Смещение валов:
а — боковое (радиальное); б — угловое (осевое)
Под компенсационной способностью следует понимать способность отдельных типов муфт компенсировать некоторую неточность выверки соосности валов соединяемых машин. Наибольшей компенсационной способностью обладают зубчатые муфты типа МЗ, допускающие боковые смещения валов от 0,7 до 4,8 мм. Упругие втулочно-пальцевые муфты типа МУВП допускают боковые смещения в пределах 0,3—0,6 мм. Обе муфты допускают угловые смещения до 1 °, что при переводе в линейную меру составит: для муфт диаметром 400 мм—3,5 мм; для муфт диаметром 500 мм — 4,3 мм и для муфт диаметром 600 мм —5,2 мм.
Валы, соединяемые при помощи жесткой поперечно- свертной муфты, практически не допускают боковых и угловых смещений, так как они при таком соединении должны работать как один общий вал. Поэтому центровку валов в этом случае производят с большей точностью, чем валов с муфтами другого типа. При соединении валов поперечно-свертной муфтой угловые зазоры не должны превышать следующих значений: 
Проверенные после центровки скобами длиной 250— 300 мм значения боковых и угловых зазоров при совместном повороте обоих роторов на 0, 90, 180 и 270° (или на 0, 120 или 240°) не должны отличаться более чем на 0,03 мм. При другой длине скоб допуски на угловые зазоры изменяют пропорционально длине скоб (соответственно в большую или меньшую сторону).
При центровке по полумуфтам для одних и тех же положений вала боковые и угловые зазоры для муфт диаметром 400—500 мм не должны отличаться более чем на 0,05 мм.
Значение допустимого биения конца вала обычно указывается заводом-изготовителем и, как уже упоминалось, зависит от быстроходности машин.