- Изготовление пластинчатых твэлов. Изготовление топлива для пластинчатых твэлов таких реакторов, как MTR, ETR и ATR, осуществляется путем индукционной плавки высокообогащенного урана с чистым алюминием или алюминиевым сплавом в графитовом тигле при атмосферном давлении. После процесса обезгаживания расплав разливают в плоские графитовые изложницы. В зависимости от содержания урана в расплаве температура разливки может изменяться от 750 до 1000 °С. Литые заготовки нагревают в течение одного часа при температуре 600 °С и затем прокатывают в горячем состоянии в листы, из которых вырубают топливные заготовки необходимого размера, например 122 • 7,65 • 0,63 см для реактора ATR. Топливную заготовку вставляют в рамку из алюминия и закрывают с обеих сторон алюминиевыми листами с применением или без применения жидкого связующего материала.
Полученную таким способом составную заготовку снова тщательно нагревают и прокатывают в горячем состоянии до необходимой толщины. После операции отжига окончательная толщина достигается путем холодной, прокатки. Топливные пластины, прошедшие окончательную обработку, тщательно контролируются методами флюорографии или рентгенографии для выявления внутренних дефектов.
Годные топливные пластины подвергают механической обработке до требуемой ширины и длины и затем им придают необходимую кривизну. Изогнутые пластинчатые твэлы собирают в ТВС с помощью пайки в печи с использованием технологического приспособления. К нижнему концу ТВС прикрепляют пустотелый патрубок прямоугольного сечения, необходимый для установки ТВС в опорную решетку активной зоны реактора. Верхняя часть ТВС заканчивается головкой, за которую ТВС захватывается при загрузке в активную зону реактора и при выгрузке из активной зоны (см. рис. 14.2).
- Изготовление цилиндрических твэлов с металлическом топливом. Изготовление цилиндрических твэлов с металлическим топливом неразрывно связано со всей установкой EBR-II в цепом (см. пп. 13.8.3 и 14.2.3). Топливо в виде сплава высокообогащенного урана с фиссиумом (5% фиссиума по массе) эксплуатируется в реакторе EBR-II до относительно высокого выгорания (число атомов около 10%). Металлический сплав урана с плутонием и фиссиумом, имеющий высокую плотность делящихся атомов и высокую теплопроводность, считается перспективным топливным материалом для твэлов быстрых реакторов-размножителей с жидкометаллическим теплоносителем.

Рис. 14.8. Технологическая схема изготовления запальных твэлов реактора EBR-1I в (пирометаллургическом) цикле смешанного уран-плутониевого топлива
На рис. 14.8 приведена технологическая схема, дающая представление о последовательности операций при изготовлении цилиндрических твэлов (для реактора EBR-II) с использованием в качестве топлива сплава U-Fs или сплава U—Pu—Fs [22]. Процесс изготовления топлива начинается с получения слитка (или заготовки), прошедшего цикл пирометаллургической очистки плавлением, и превращения этого слитка в большое число топливных сердечников необходимого размера, например диаметром 0,365 см и длиной* 46,1 см или диаметром 0,330 см и длиной 34,3 см (см. выше). Топливные сердечники изготавливаются из сплава урана с фиссиумом методом инжекционного литья (рис. 14.9). В этом методе топливный металл расплавляется в графитовом тигле, облицованном оксидом циркония, или в тигле из ZrO2 в индукционной печи, в которой может создаваться как вакуум, так и газовая среда под давлением [23].
* По-видимому, здесь опечатка: выше было указано 36,1 см. - Прим. ред.
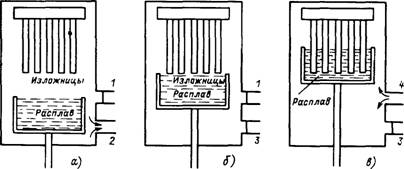
Рис. 14.9. Принцип инжекционного литья сердечников для запальных твэлов реактора EBR-II. Расплав в тигле, вакуумный насос работает (а); расплав поднимается к изложницам, вакуумный насос отключен (б); инжекционное литье осуществляется из-за наличия избыточного давления гелия (в):
1 — гелиевый вентиль закрыт; 2 — вакуумный вентиль открыт; 3 — вакуумный вентиль закрыт; 4 — гелиевый вентиль открыт
Плавление осуществляется в атмосфере гелия при небольшом избыточном давлении. Когда температуры расплава и изложниц достигают необходимых значений, может быть начат процесс инжекционного литья. Для этого печь и изложницы откачиваются и открытые концы изложниц погружаются в расплав почти до дна тигля. Затем печь быстро заполняется гелием при давлении 0,2 МПа и расплавленное металлическое топливо нагнетается в трубы из викора (изложницы из стекловидного материала). Из расплава массой 10 кг одновременно получается 160 топливных сердечников. Метод инжекционного литья позволяет довольно просто дистанционно изготавливать почти готовые топливные сердечники из сплава, рафинированного пирометаллургическим процессом.
Трубы из викора удаляются с топливных сердечников механическим способом. Годные сердечники поступают на изготовление твэлов с помощью операций, включающих заполнение твэлов натрием (или гелием), отверждение натрия, сварку, крепление дистанционирующих приспособлений и контрольные операции. Технологические операции выполняются на оборудовании, имеющем дистанционное управление [24]. Герметизация верхнего конца твэла осуществляется с помощью приварки пробки к оболочке с использованием конденсаторной сварки. Для проверки герметичности сварных соединений используется метод опрессовки, который оказался чувствительнее метода, в котором применяется масс-спектрометрический течеискатель [25]. Группа из 91 готового твэла комплектуется в ТВС с хвостовиком и головкой в нижнем и верхнем участках.
Этой операцией заканчивается изготовление цилиндрических твэлов с металлическим топливом, предназначенных, в частности, для реактора EBR-II (см. рис. 14.7).
- Изготовление цилиндрических твэлов с керамическими таблетками. Производство цилиндрических твэлов с керамическими таблетками из UCb. используемых в легководных энергетических реакторах для получения электроэнергии, представляет собой чрезвычайно важный процесс в уран-плутониевом топливном цикле, показанном на рис. 13.1. Изготовление цилиндрических твэлов с керамическими таблетками из (U, Pu)O2 для испытательной установки на быстрых нейтронах (FFTF) и реактора-размножителя CRBR аналогично производству твэлов в цикле переработки уран-плутониевого топлива, рассмотренном в предыдущей главе. Кроме того, в гл. 7 и 8 описывалось изготовление таких керамических топлив, как UO2,UC, (U,Pu)O2 и (U,Pu)C.
Процесс изготовления цилиндрических твэлов с керамическими таблетками из UO2 может включать шесть операций: 1) переработку и обогащение топлива, 2) приготовление порошка, 3) приготовление таблеток, 4) изготовление деталей твэлов, 5) изготовление твэлов и 6) изготовление ТВС или топливных кассет. Вопросы переработки и обогащения уранового топлива были рассмотрены в § 13.5. В [26-28] рассматриваются вопросы, связанные с приготовлением порошка UO2 и топливных таблеток. Для данной максимальной температуры спекания (в интервале 1350-1550 °С) плотность таблеток из UO2 зависит главным образом от площади поверхности частиц порошка UO2, давления прессования в инертной атмосфере (Аг или Не) и времени спекания таблеток. Для поддержания сухой атмосферы в печи при спекании используется водород. Процессы подготовки деталей твэлов и изготовления твэлов включают следующие операции: а) получение твэльных труб из циркалоя,
б) контроль циркалоевых труб с помощью ультразвуковых дефектоскопов, в) приварку нижней концевой пробки к циркалоевой трубе, г) заполнение оболочки столбом таблеток UO2, д) установку пружин и дисков на торцы топливных таблеток для фиксации положения топливных столбов, е) приварку верхней концевой пробки и проверку твэла на наличие течей, ж) очистку твэла, з) контроль твэлов ультразвуковыми и рентгеновскими методами для выявления любых технологических дефектов. В процессе сборки ТВС годные твэлы компонуются в пучок с помощью дистанционирующих приспособлений и крепятся к опорной плите или решетке. Пучок твэлов может помещаться в чехловую трубу.
Что касается топливного цикла с использованием смешанного уран- плутониевого топлива в быстрых реакторах-размножителях, то процедура изготовления цилиндрических твэлов с керамическими таблетками из (U, Pu)O2 аналогична процедуре изготовления цилиндрических твэлов с керамическими таблетками из UO2, только смешанное топливо (U, Pu)O2 используется вместо UO2.