2-3. Расчет длительности производственного цикла изготовления электроизделий индивидуального и мелкосерийного выпуска
Значение сокращения сроков освоения производства новых изделий.
Огромное значение для повышения экономической эффективности новой техники имеет уменьшение сроков ее освоения, т. е. экономия календарного времени. Известно, что технический прогресс является важнейшей составной частью мирного соревнования двух систем. В экономическом соревновании идет впереди тот, что выигрывает время. Сокращение сроков проектирования и освоения новой техники способствует дальнейшему ускорению темпов расширения производства и увеличения выпуска продукции, механизации и автоматизации производственных процессов и роста производительности общественного труда, а также более быстрому решению многих научно-исследовательских проблем, укреплению обороноспособности страны и др. Поэтому фактор времени должен учитываться в экономическом анализе самостоятельно, помимо денежных показателей эффективности.
В ряде случаев имеют еще место большие сроки проектирования и освоения новых конструкций электрических машин, приборов и аппаратов. От начала проектирования до серийного производства нередко проходит много лет. В результате вновь спроектированное электрооборудование К началу его серийного выпуска оказывается морально устаревшим по сравнению с лучшими зарубежными образцами.
На проектирование и изготовление автоматических линий и систем уходит от 2 до 4 лет, а на монтаж, наладку и освоение на полную проектную мощность еще не менее 1—2 лет. Таким образом, весь цикл проектных и пусконаладочных работ по автоматическим линиям нередко достигает 3—5 лет. За столь длительный срок могут произойти конструктивные изменения самого объекта производства, для которого предназначена эта автоматическая линия. Это делает невозможным использование изготовленной линии или требует серьезных ее переделок.
Мероприятия по сокращению сроков освоения производства новых изделий.
В пояснительной записке к проекту следует отдельно осветить, какие мероприятия были предусмотрены конструкторами при проектировании для сокращения сроков освоения производства нового изделия. К их числу относятся: устранение надобности в излишних межзаводских кооперированных поставках; использование в новой конструкции ранее освоенных узлов и деталей; заблаговременная выдача чертежей поковок, отливок, штампуемых деталей и данных для заявок на материалы; своевременное согласование с поставщиками новых требований, предъявляемых проектируемой машиной к поковкам, отливкам и различным материалам; замена в конструкции дефицитных видов, профилей и размеров материалов другими.
На рис. 2-19 показан график освоения нового тина крупной электрической машины индивидуального исполнения. Из него видно, что устранение надобности в излишних кооперированных поставках способствует сокращению сроков подготовки ее производства.
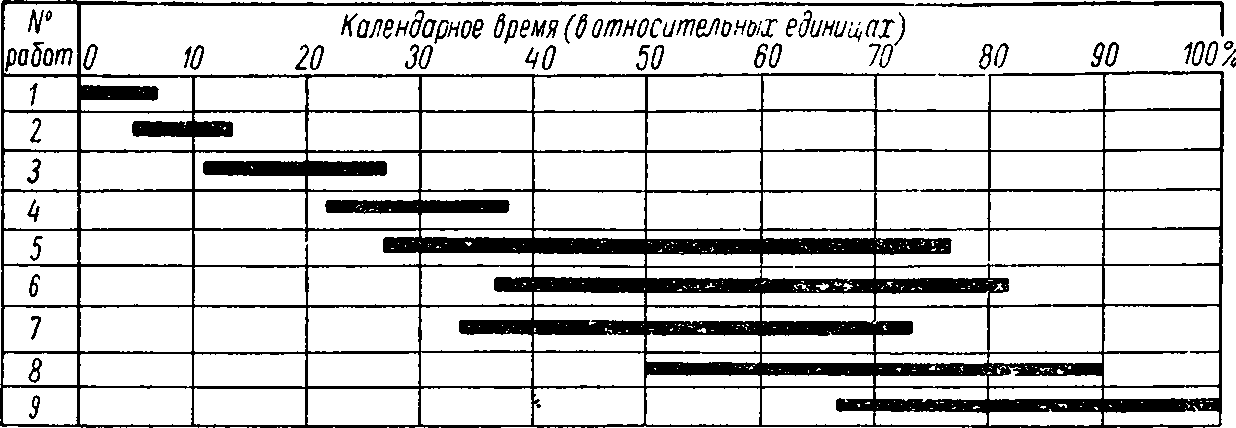
Рис. 2-19. График освоения нового типа крупной электрической машины индивидуального исполнения.
1 — разработка и согласование проектного задания; 2 — разработка эскизного проекта; 3 — разработка технического проекта; 4 — разработка рабочего проекта; 5 — обеспечение машины поковками и литьем, поставляемыми в порядке кооперирования; 6 — обеспечение машины материалами; 7 — проектирование и изготовление специальной технологической оснастки, разработка технологического процесса изготовления машины; 8 — обеспечение машины покупным электрооборудованием; 9 — изготовление машины.

Рис. 2-20. Прежняя (а) и новая (б) конструкции спиц ротора гидрогенератора.
В качестве одного из таких примеров можно указать на изменение конструкции спиц ротора гидрогенератора (рис. 2-20). Замена ранее применявшихся изогнутых спиц, которые нельзя было полностью изготовить на самом электромашиностроительном заводе, спицами с прямыми полками устранила надобность в размещении заказа на гнутье спиц на предприятиях другой отрасли промышленности и в перевозке этих спиц с завода на завод. Спицы новой конструкции могут быть полностью изготовлены в одном из цехов электромашиностроительного завода. Естественно, что это упрощает подготовку производства машины.
Использование в новой конструкции ранее освоенных узлов и деталей позволяет применить для ее изготовления существующую инструментальную оснастку. Тем самым сокращается длительность цикла подготовки специальной технологической оснастки. Первоочередная выдача конструкторским бюро чертежей поковок и отливок, изготовляемых на стороне, позволяет своевременно разместить заказы по кооперированным поставкам.
В качестве иллюстрации в табл. 2-21 показан объем кооперированных поставок по некоторым турбо- и гидрогенераторам.
Таблица 2-21
Кооперированные поставки, имевшие место при изготовлении некоторых турбо- и гидрогенераторов
Наименование машин | Наименование деталей и узлов, получаемых в порядке кооперированных поставок | Вес деталей или узлов, получаемых в порядке кооперирования, т | Стоимость деталей или узлов, тыс. руб. |
Турбогенератор, мощностью 100 тыс. квт | Ротор................................. | 49 | 41,1 |
Комплектующие кольца к ротору .............................. | 13 | 4,8 | |
Бандажи из немагнитной стали высокой прочности (4 шт.).................................... | 4 | 12 | |
Литье стальное (в том числе из немагнитной стали) ..... | 27 | 11,8 | |
Всего | 93 | 69,7 | |
Гидрогенератор для | Втулка ротора ... | 65 | 22 |
Вал .................................... | 70 | 35,2 | |
Диск подпятника | 13 | 4,4 | |
Мелкие отливки и поковки | 29 | 12,3 | |
Всего | | 177 | 73,9 |
Заблаговременная разработка чертежей отливок и штамповок, которые должны быть изготовлены собственными силами завода, позволяет вовремя спроектировать и изготовить необходимые модели, пресс-формы и штампы, относящиеся к специальной технологической оснастке, производственный цикл изготовления которой наиболее длителен. Выявление и согласование с поставщиками уже на самых начальных стадиях проектирования новых требований, предъявляемых создаваемыми машинами к поковкам, отливкам и различным материалам, способствует быстрейшему их созданию.
Сокращение времени проектирования и освоения новой техники достигается разделением каждой стадии проектирования на мельчайшие независимые операции и возможно большей параллельностью в выполнении работ. Это требует четкой организации и координации работ при соответствующем контроле и проведении необходимых вспомогательных мероприятий.
Сокращенное время проектирования Тп с определяется по следующей формуле:
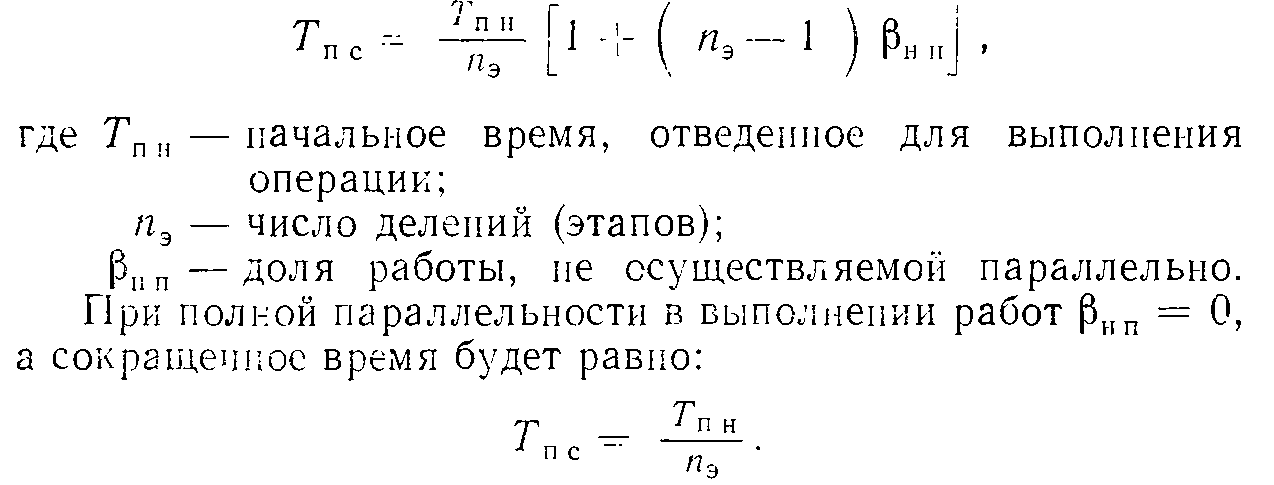
Чем больше величина делений nэ, тем меньше сокращеннее время Tн с.
Большую роль в рационализации инженерного труда и сокращении сроков проектирования новых изделий должно сыграть расширяющееся применение вычислительной техники, которая позволяет почти полностью исключить из процесса разработки конструкций такой трудоемкий и дорогостоящий этап, как макетирование, заменив его моделированием на вычислительных машинах, что значительно облегчит и ускорит выполнение всевозможных расчетов.
Длительность производственного цикла изготовления машины в основном обусловлена трудоемкостью ее изготовления. Поэтому уменьшение трудоемкости конструкции является важным средством сокращения также и длительности производственного цикла ее изготовления. Немалое влияние на длительность производственного цикла изготовления машины оказывают межоперационные перерывы при передаче деталей из цеха в цех и с участка на участок в пределах одного и того же цеха. Правильный учет и использование при проектировании машины всех возможностей оборудования цехов-изготовителей и участков позволяют устранить излишние перевозки деталей из цеха в цех и с участка на участок, способствуя уменьшению межоперационных ожиданий.
Оперативное наблюдение конструкторов за изготовлением машины в цехах позволяет принимать немедленные меры для устранения неувязок в случае их возникновения.
Построение схемы сборки спроектированной машины.
Применительно к крупным электрическим машинам индивидуального или мелкосерийного выпуска в экономической части проекта часто выполняется расчет длительности производственного цикла их изготовления. Для возможности разработки графика длительности производственного цикла вначале нужно построить схему сборки машины. Давая разбивку машины на узлы, подузлы, комплекты и другие более мелкие сборочные единицы, схема сборки показывает весь порядок сборки, ее очередность. Она позволяет установить, к какому моменту сборки какие узлы и детали должны быть закончены изготовлением.
В качестве иллюстрации на рис. 2-21 и 2-22 (вклейка) приведены схемы сборки на заводе-изготовителе прокатного электродвигателя и нормальной машины постоянного тока. В целях упрощения схем различные мелкие детали, не определяющие цикла изготовления всего двигателя, объединены в группы (детали сборки якоря, детали соединения полюсов и др.). Такие узлы, как траверса, фундаментная плита и т. п., которые также не определяют цикла изготовления всего двигателя, показаны на схеме сборки без разбивки их на подузлы и детали.
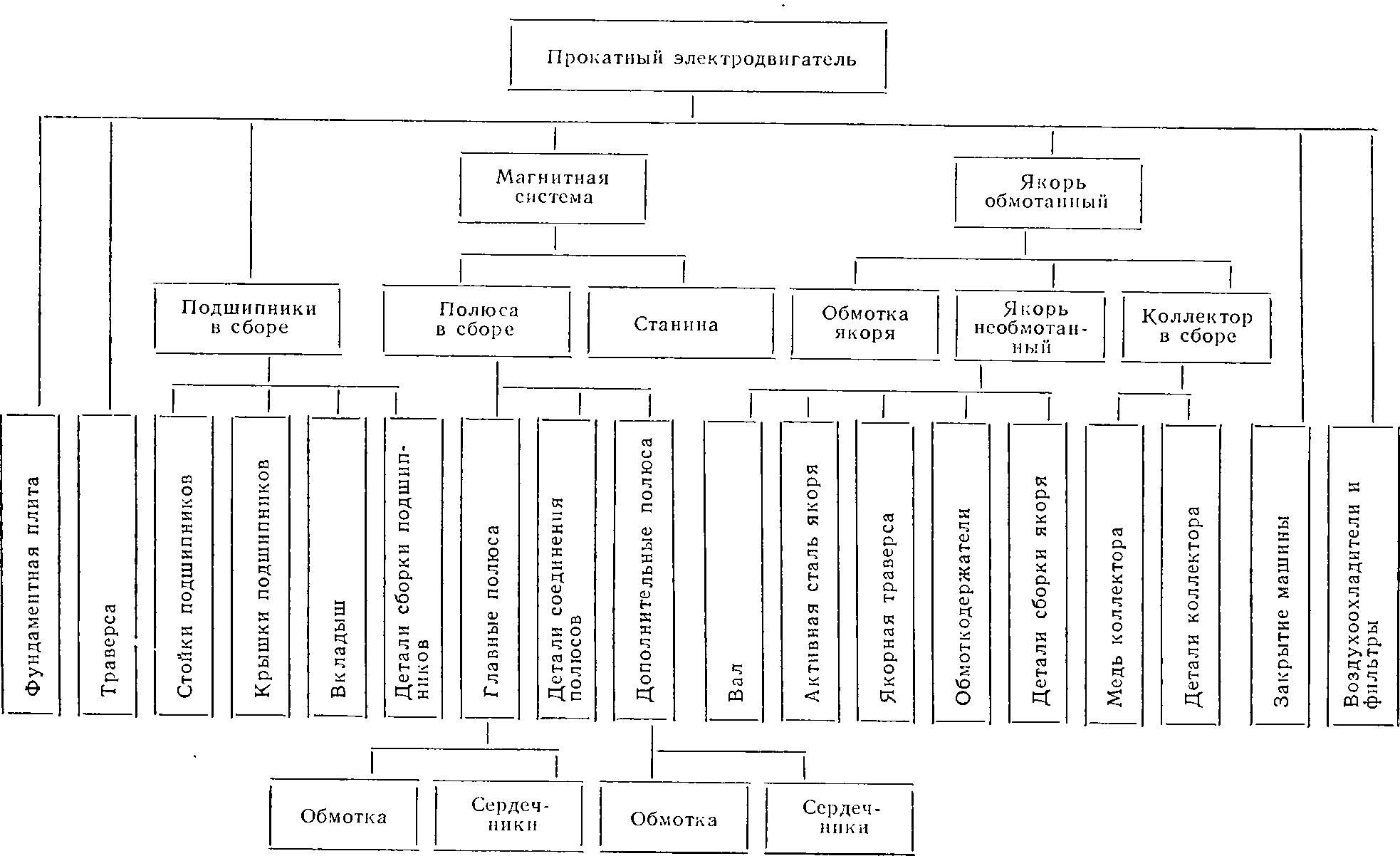
Рис. 2-21. Схема сборки прокатного электродвигателя постоянного тока.

Рис. 2-22. Схема сборки нормальной электрической машины постоянного тока.

Рис. 2-23. Схема монтажа на электростанции гидрогенератора подвесного исполнения.
Применительно к таким машинам, как крупные гидрогенераторы, сборка которых на заводе-изготовителе не осуществляется, в основу построения нормального графика длительности производственного цикла кладется схема сборки машины у потребителя (рис. 2-23, вклейка), определяющая очередность отправки с завода-изготовителя отдельных деталей и узлов ее. Схема сборки гидрогенератора на электростанции позволяет установить очередность окончания работ на заводе-изготовителе, увязанную с последовательностью сборки генератора у потребителя.
Построение графика длительности производственного цикла изготовления спроектированной машины.
Для машин единичного выпуска график длительности производственного цикла строится на одну машину (рис. 2-24 и 2-25). Для машин, одновременно запускаемых в производство партиями, график составляется на наиболее характерный для данных машин размер партии (рис. 2-26).
Перед построением графика должны быть решены вопросы о масштабе времени и о степени детализации показываемых на нем работ. Применительно, например, к крупным гидрогенераторам, длительность производственного цикла которых измеряется месяцами, шкала календарного периода строится в месяцах и днях (без разбивки на часы и смены). Применительно к машинам (партиям машин), длительность цикла изготовления которых не превышает месяца, шкала календарного периода может быть дана в днях и часах (с разбивкой каждого дня на смены). С вопросом о масштабе графика связан вопрос о степени детализации показываемых па нем работ. Понятно, что на графике могут быть представлены лишь такие работы, которые будут видны в принятом масштабе.
Для перехода от трудоемкости работ к длительности отрезков на графике надо составить таблицу со следующими графами: наименование работ; цех-исполнитель; норма времени в часах ti коэффициент выполнения норм выработки αi; количество рабочих, одновременно выполняющих данную работу по этой машине pi; количество смен в сутки, в течение которых производится данная работа по рассматриваемой машине si; продолжительность выполнения данной работы в календарных днях Тi.
Продолжительность выполнения той или иной работы рассчитывают по формуле


Рис. 2-24. График длительности производственного цикла изготовления гидрогенератора с вертикальным валом.
I — статор
1 — заготовка корпуса; 2 — гибка; 3 — сварка корпуса; 4 — механическая обработка; 5 — сборка активной стали; 6 — укладка обмотки; 7 — штамповка активной стали; 8 — изготовление деталей для укладки обмотки; 9 — изготовление обмотки.
- — ротор
10 — механическая обработка вала; 11 — заготовка спиц балок; 12 — сварка спиц балок; 13 — механическая обработка спиц и сборка звезды; 14 — резка и заготовка обода ротора; 15 — штамповка и комплектовка обода; 16 — штамповка полюсов; 17 — сборка стали полюсов; 18 — изолировка полюсов; 19 — изготовление щек полюсов; 20 — изготовление катушек; 21 — изолировка катушек, насадка на полюс; 22 — изготовление деталей крепления полюсов.
- — верхняя крестовина
23 — заготовка; 24 — сварка; 25 — механическая обработка.
- — нижняя крестовина
26 — заготовка; 27 — сварка; 28 — механическая обработка.
V — масло- и воздухоохладители; VI — возбудители; VII — подпятник и прочие узлы.
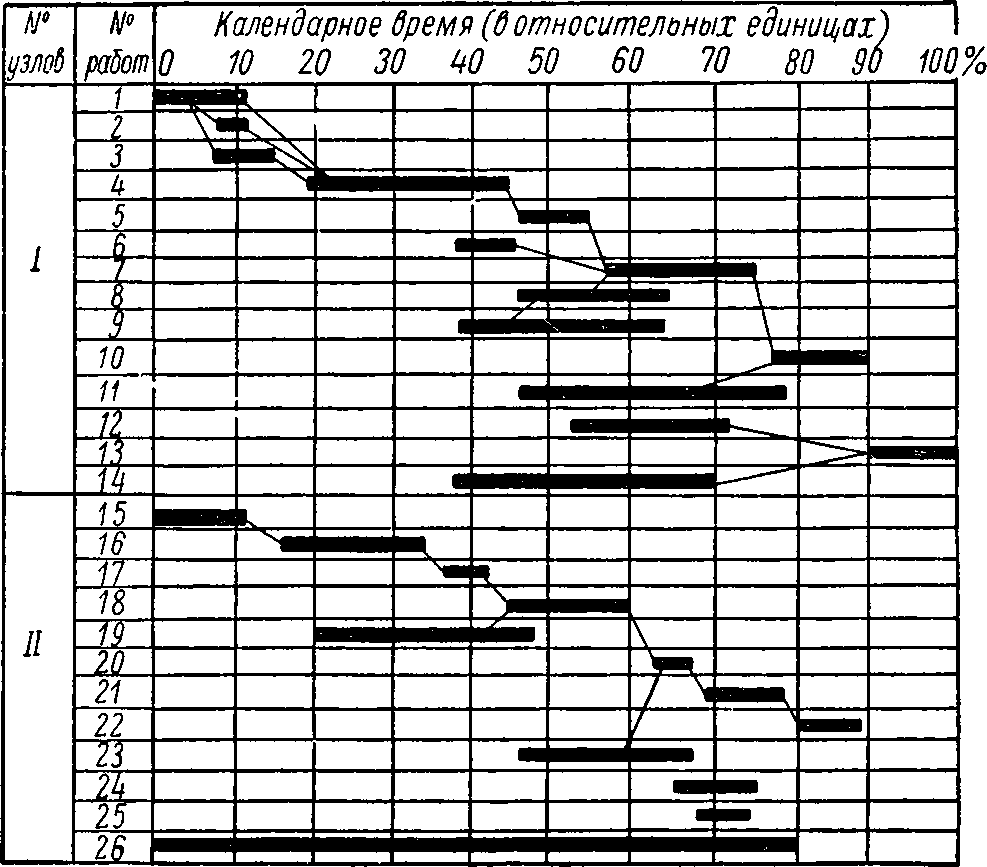
Рис. 2-25. График длительности производственного цикла изготовления турбогенератора.
I — статор
1 — заготовка и резка материалов; 2 — гибка заготовок обшивки корпуса; 3 — обработка закладных частей для сварки корпуса; 4 — сборка и сварка корпуса; 5 — механическая обработка сваренного корпуса; 6 — механическая обработка закладных частей сборки активной стали; 7 — сборка активной стали; 8 — заготовительные работы для сборки активной стали; 9 — штамповка активной стали; 10 — намотка статора; 11 — изготовление обмотки; 12 — изготовление рымов щитов генератора; 13 — сборка статора; 14 — изготовление газоохладителя.
II — ротор
15 — предварительная механическая обработка ротора; 16 — фрезеровка и сверловка отверстий; 17 — пригонка клиньев; 18 — укладка обмотки; 19 — изготовление обмотки ротора; 20 — насадка бандажей и контактных колец; 21 — окончательная механическая обработка ротора; 22 — балансировка и разгон; 23 — изготовление бандажей и дисков вентилятора; 24 — изготовление подшипника; 25 — сборка подшипника траверсы; 26 — разные прочие работы.
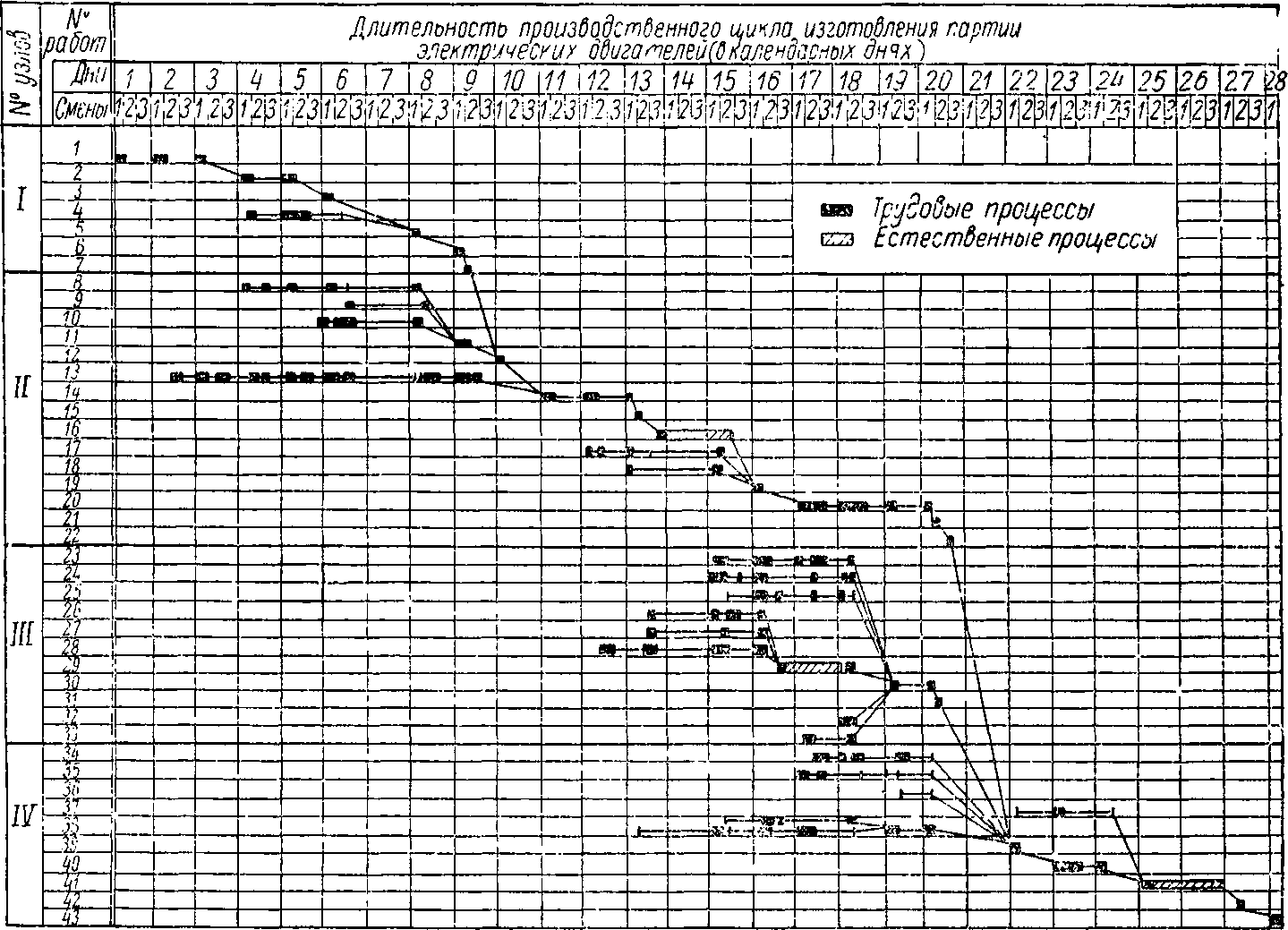
Рис. 2-26. График длительности производственного цикла изготовления партии электрических машин постоянного тока.
I — коллектор
1 — изготовление коллекторных пластин и петушков; 2 — первая сборка, буксовка, выпечка и прессовка коллектора; 3 — проточка ласточкиного хвоста; 4 — изготовление деталей коллектора; 5— вторая сборка, буксовка, выпечка и прессовка коллектора; 6 — статическая формовка, штифтовка и отделка; 7 — проверка ОТК.
- — якорь
8 — изготовление вала; 9 — изготовление обмоткодержателем 10 — штамповка активной стали; 11 — сборка и опрессовка активной устали; 12 —насадка коллектора на вал; 13 —изготовление якорной обмотки; 14 — намотка, пайка и бандажировка якорей; 15 — проверка ОТК; 16 — обмазка, пропитка и сушка якоря; 17 — изготовление капсюлей и крышек подшипника; 18 — изготовление вентилятора; 19 — комплектовка якоря; 20 — проточка, продораживание и динамическая балансировка якоря; 21 — проверка ОТК; 22 — отделка якоря и вентилятора.
- — магнитная система
23 — обработка станины; 24 — штамповка, сборка и механическая обработка главных полюсов; 25 — изготовление сердечников дополнительного полюса; 26 — изготовление катушек последовательной обмотки; 27 — изготовление катушек параллельной обмотки; 28 — изготовление катушек добавочных полюсов; 29 — пропитка, окраска, сушка и комплектовка катушек; 30 — сборка магнитной системы; 31 — проверка ОТК; 32 — изготовление соединительных шин, проводов, перемычек; 33 — изготовление изолировочных шайб, прокладок и других деталей.
- — двигатель
34 — изготовление и комплектовка первого щита; 35 — изготовление и комплектовка второго щита; 36 — изготовление торцевых шайб; 37 — изготовление кожуха и крышки коробки выводов; 38 — изготовление, комплектовка и сборка траверсы; 39 — сборка двигателя; 40 — испытание двигателя; 41 — отделка и окраска; 42 — закрытие, упаковка; 43 — сдача на склад.
одна после другой и сумма которых определяет длительность производственного цикла изготовления всей машины. На ведущих операциях должна предусматриваться занятость такого практически приемлемого количества рабочих, которое позволяет выполнить данную работу в кратчайший срок. На этих операциях необходимо обеспечивать высокий коэффициент сменности.
Важное значение при расчете длительности отдельных работ имеет учет коэффициентов выполнения норм выработки а. В тех случаях, когда фактически достигнутые коэффициенты выработки норм превышают запланированные, следует учитывать фактические значения этих коэффициентов.
При построении графиков длительности производственного цикла нужно стремиться к обеспечению одновременного запуска в работу с самого начала изготовления машины всех наиболее трудоемких узлов ее, которые можно изготовлять параллельно. Систематизация опытных данных о межоперационных ожиданиях для различных изделий применительно к разным цехам и группам оборудования позволяет осуществлять косвенную увязку графика длительности производственного цикла с загрузкой оборудования и рабочих.
Наряду с нормальными графиками для некоторых машин бывает необходимо иметь также график изготовления их по скоростному циклу (рис. 2-27), при котором данной машине на всех производственных участках, через которые она проходит, предоставляется «зеленая улица». Конечно, изготовление одних машин по скоростному циклу может в ряде случаев вызвать увеличение длительности изготовления других машин. Тем не менее для некоторых машин с самого начала может предусматриваться производство их по скоростному циклу. Это относится к тем случаям, когда сроки их изготовления лимитируют сроки окончания строительства и ввода в эксплуатацию каких-либо объектов капитального строительства (например, прокатного цеха металлургического завода). При построении таких графиков можно практически почти не учитывать межоперационное ожидание деталей на всех ведущих операциях, определяющих длительность цикла изготовления машины.
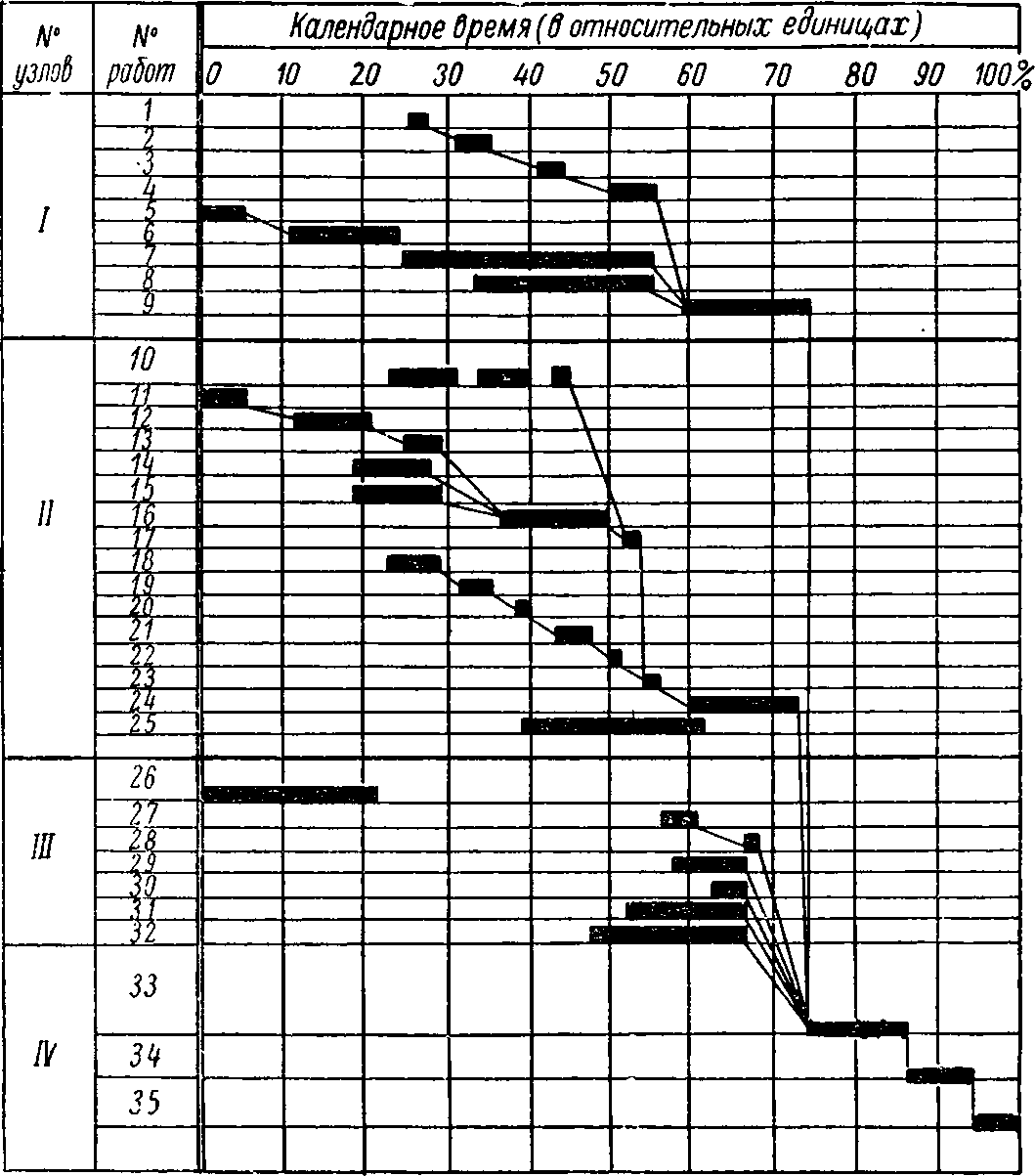
Рис. 2-27. График изготовления прокатного электродвигателя по скоростному циклу.
I — магнитная система
1 — резка станины; 2 — предварительная обработка станины; 3 — приварка лап и кронштейнов; 4 — окончательная обработка станины; 5 — штамповка активной стали полюсов; 6 — изготовление сердечников полюсов; 7 — изготовление катушек полюсов; 8 — изготовление стержней компенсационной обмотки; 9 — сборка магнитной системы.
II — якорь обмотанный
10 — обработка вала; 11 — предварительная обработка деталей якоря; 12— сварка якорной звезды; 13 — обработка якорной звезды; 14 — штамповка активной стали якоря; 15 — изготовление деталей сборки активной стали якоря; 16 — сборка активной стали якоря; 17 — насадка якоря на вал; 18 — обработка деталей коллектора; 19— заготовка, сборка и формовка коллектора; 20 — проточка ласточкиного хвоста; 21 — сборка коллектора; 22 — окончательная обработка коллектора; 23 — насадка коллектора на звезду якоря; 24 — обмотка якоря; 25 — изготовление обмотки.
III — прочие узлы
26 — изготовление арматуры и крепежных деталей; 27— заготовка и сборка фундаментной плиты; 28 — обработка фундаментной плиты; 29 — изготовление подшипников; 30 — изготовление траверсы; 31 — изготовление кожуха машины; 32 — изготовление воздухоохладителя и фильтров.
IV — двигатель в сборе
33 — сборка двигателя; 34 — испытание двигателя; 35 — разборка, отделка и сдача машины на склад.
На основе анализа цикловых графиков могут быть созданы эмпирические формулы для расчета длительности производственного цикла изготовления данного рода машин. Так, для гидрогенератора с вертикальным валом (см. рис. 2-24) автором совместно с работниками завода «Электросила» была создана следующая формула:

0,172 — коэффициент для перехода к количеству календарных дней;
— продолжительность межоперационного ожидания сварки заготовкой корпуса;
- — продолжительность межоперационного ожидания механической обработки сваренным корпусом статора;
- — продолжительность межоперационного ожидания сборки активной стали обработанным корпусом статора;
- — продолжительность межоперационного ожидания укладки обмотки статором.
Для различных гидрогенераторов с вертикальным валом численные значения ti для перечисленных выше операций будут изменяться, значения же ai и Bh могут быть приняты одинаковыми.
Эмпирические формулы позволяют с достаточной для практических целей точностью определять длительность цикла на основании норм времени по сравнительно небольшому числу укрупненных видов работ. По подобным формулам можно рассчитать длительность производственного цикла изготовления машин различных габаритов, входящих в состав соответствующих размерных рядов. Полученные значения рекомендуется наносить на графики, на оси абсцисс которых откладывают вес машин, а на оси ординат — длительность цикла их изготовления (рис. 2-28). Это облегчает определение прогрессивной длительности производственного цикла вновь спроектированной машины, которой раньше не было в данном размерном ряде, еще до разработки технологии ее изготовления.
На длительность цикла влияет степень освоения машины.
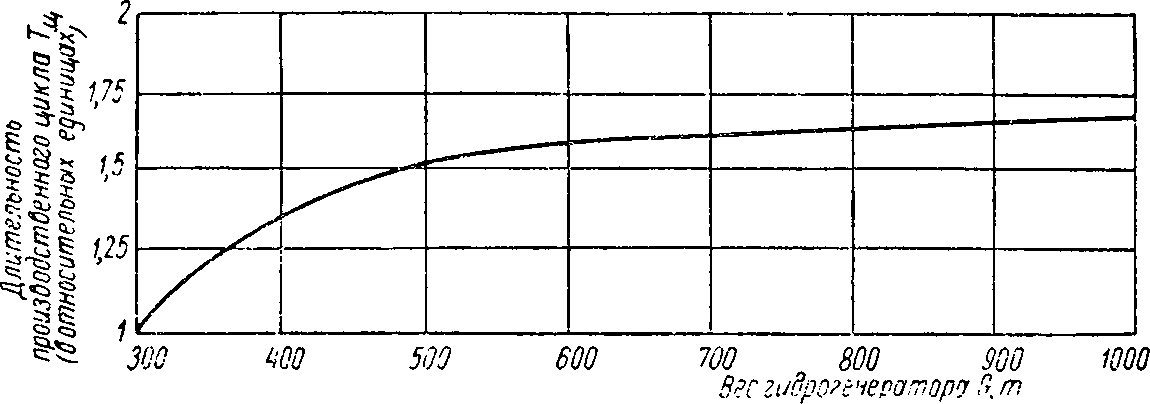
Рис. 2-28. Зависимость длительности производственного цикла изготовления гидрогенераторов с вертикальным валом от их веса.
Нормальные графики должны строиться применительно к выпуску освоенных машин. Поэтому для перехода от цикла машины, полученного из нормального графика, к длительности цикла изготовления первого образца надо вводить коэффициент, численное значение которого должно устанавливаться с учетом степени сложности освоения данной машины.