6-2. Экономическое обоснование проектов организации поточной сборки электроизделий новых типов
Одним из важных подготовительных путей к автоматизации процесса изготовления новых типов электроизделий является организация поточной сборки их.
Обоснование экономической эффективности внедрения поточной линии должно начинаться с расчета и сопоставления капитальных вложений по сравниваемым вариантам. В этих вложениях при решении данной задачи нужно учитывать стоимость конвейера; применяемых при сборке приспособлений; производственной площади цеха, занимаемой сборочными работами и хранением запасов деталей для них; заделов деталей и узлов для сборки.
Расчет затрат на изготовление нового конвейера может производиться приближенно на основании изучения затрат, приходящихся на 1 м длины ранее изготовлявшихся на этом или на аналогичных предприятиях конвейеров для сборки других изделий. При этом нужно принимать затраты на конвейеры, которые возможно более близки по типу к вновь спроектированному. Стоимость приспособлений, применяемых при сборке, также может определяться укрупненными методами, по аналогии со стоимостью других ранее изготовлявшихся приспособлений. Здесь за основу для расчета можно принимать затраты, приходящиеся на 1 кг веса аналогичных приспособлений.
Для расчета стоимости производственной площади вначале надо установить размер площади, занятой в сравниваемых вариантах не только самими сборочными процессами, но и хранением необходимых заделов для них. Для этого нужно рассчитать задел деталей и узлов (в натуральном выражении), который должен храниться на разных стадиях сборки. Стоимость 1 м2 площади здания данного цеха определяется делением общей стоимости здания цеха на величину его площади.
Стоимость заделов может составить наибольшую долю в общих капитальных вложениях по сравниваемым вариантам сборки. Поэтому от правильности расчета величины задела зависит точность всего расчета экономической эффективности организации поточной сборки.
Во многих случаях на заводах до организации поточной сборки отсутствуют необходимые заделы. Поэтому получается так, будто при внедрении потока заделы не уменьшаются, а возрастают. Это, конечно, неправильно. Ведь при отсутствии необходимых заделов до организации поточной сборки имели место неравномерный выпуск продукции в течение месяца и простои рабочих-сборщиков. Поэтому сопоставление вариантов должно производиться в условиях, когда до организации поточной сборки накоплены необходимые нормальные заделы, обеспечивающие равномерный выпуск продукции и исключающие простои рабочих-сборщиков. Эти заделы, как и необходимые заделы в условиях поточной сборки, должны быть рассчитаны.
После расчета и сопоставления капитальных вложений надо произвести расчет эксплуатационных расходов по сравниваемым вариантам организации сборки. В этом расчете нужно учесть те элементы эксплуатационных расходов, которые разнятся в сравниваемых вариантах. К ним обычно относятся: основная и дополнительная заработная плата рабочих-сборщиков и начисления на нее органам социального страхования; амортизационные отчисления со стоимости конвейера и сборочных приспособлений.
Пример.
Экономическое обоснование проекта организации поточной сборки подвижных частей электроизмерительных приборов. В табл. 6-4 и 6-5 приведен расчет затрат по сравниваемым вариантам сборки. Из них видно, что внедрение поточной сборки позволяет получить экономию как на капитальных вложениях, так и на эксплуатационных расходах.
Таблица 6-4
Расчет и сопоставление капитальных вложений по сравниваемым вариантам организации сборки подвижных частей электроизмерительных приборов
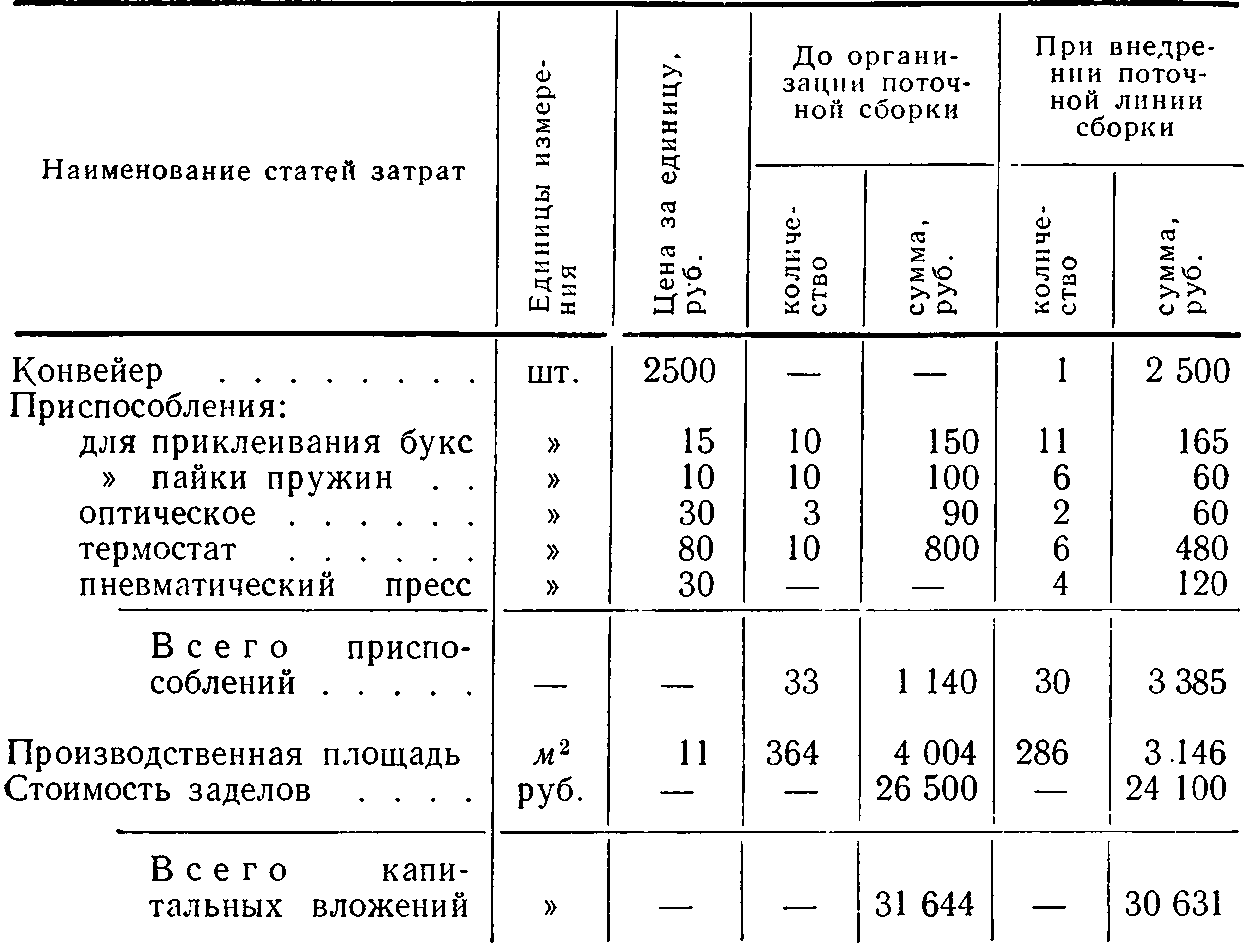
Таблица 6-5
Расчет и сопоставление эксплуатационных расходов по сравниваемым вариантам организации сборки подвижных частей электроизмерительных приборов
