Другим опасным результатом нейтронного воздействия является распухание. Под распуханием понимается изменение объема неделящихся материалов в результате их облучения большими флюенсами нейтронов. Изменение объема является следствием образования вакансионных полостей в металле из-за несбалансированного стока радиационных дефектов. Теория распухания предполагает предпочтительное взаимодействие межузельных атомов (по сравнению с вакансиями) с дислокациями. Это приводит к увеличению концентрации вакансий в металле, последствием чего является зарождение и рост пор.
Это явление, обнаруженное сравнительно недавно, привлекает пристальное внимание исследователей и проектировщиков оборудования, так как во многом определяет ресурс работы деталей и узлов активных зон и экономичность реакторов на быстрых нейтронах. С учетом распухания топливные стержни и сборки должны располагаться с большим разрежением; это снижает коэффициент воспроизводства топлива и приводит к большим экономическим потерям.
Неравномернее распухание топливных сборок и особенно деталей системы управления и защиты может привести к их защемлению и соответствующим серьезным последствиям. Развитие пористости при распухании часто заметно ухудшает механические свойства конструкционных материалов.
Основными параметрами, определяющими распухание, являются температура, флюенс нейтронов, химический состав материала и характер его обработки.
Распухание происходит в интервале температуры 0,224-0,55 Тпл, т. е. в температурном диапазоне, характерном для реакторов на быстрых нейтронах. В частности, для стали 304 распухание зафиксировано при температуре 300—670 СС Его температурная зависимость имеет колоколообразный характер; максимум изменения объема наблюдается при температуре около 510 СС (рис. 4.30).
Рис. 4.30. Влияние температуры облучения на распухание стали марки 304 для флюенсов нейтронов 7·1022, 5·1022, 3-1022 и
1022 нейтр/см2 (соответственно кривые 1—4)
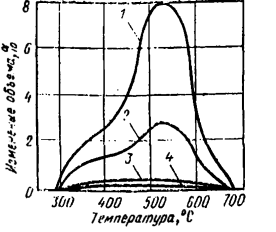
Аналогичную температурную зависимость распухания имеют другие хромоникелевые стали, а также чистые металлы (Ni, Мо и др.). Для некоторых материалов наблюдаются два максимума распухания (2011. Для деформированной стали 0Х19Н9 (304) максимумы находятся при 450 и 730 °С после облучения флюенсом (3-5)·1022 нейтр/см2, а для пожженной стали 316 при 475 и 625 °С после облучения флюенсом 44 смещ./ат.
Заметное увеличение объема хромоникелевых сталей наблюдается при облучении флюенсами быстрых нейтронов, превышающими|1022 нейтр/см2. Эта пороговая доза, определяющая инкубационный период порообразования, зависит от температуры облучения, структурного состояния материала и его состава. По завершении инкубационного периода дозовая зависимость распухания может описываться линейной или степенной функциями. Линейная зависимость экспериментально установлена для некоторых чистых металлов (Ni и др.). Степенная функция характерна для хромоникелевых нержавеющих сталей вплоть до флюенсов 1023—1024 нейтр/см2. Показатель степени зависит от температуры облучения. Для стали 0Х17Н12М2 (316) он уменьшается от 3 до 1 с возрастанием температуры от 525 до 700— 750 °С. Для стали марки 0Х16Н15М3Б в отожженном состоянии показатель степени найден равным 1,5 при температуре облучения 525 °С.
В ряде работ предлагаются аналитические зависимости для оценки распухания материалов. Практически более удобным является использование зависимостей, полученных в результате эксперимента.
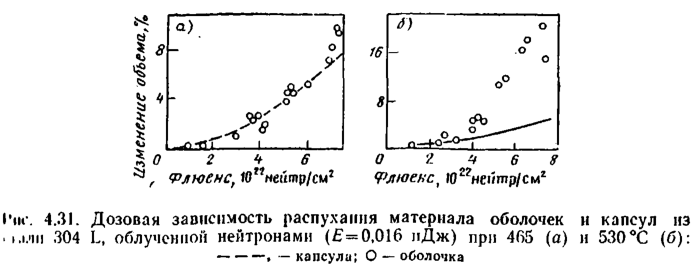
Статические растягивающие напряжения способствуют распуханию при облучении. Степень влияния напряжений зависит от температуры и дозы облучения. Из результатов работы [214] следует, что шаль 00Х19Н9 (304L) при облучении ее нейтронами с энергией Е=0,016 пДж при температуре 465 °С оказывается чувствительной к действию напряжений лишь при флюенсе >7,0 · 1022 нейтр/см2. При температуре 530 °С повышенное распухание напряженных образцов наблюдается при флюенсе 4·1022 нейтр/см2 и резко возрастает с увеличением флюенса (рис. 4.31).
Влияние напряжений на распухание описывают в большинстве случаев уравнениями линейного типа:
V = 1% (1 + Ра), (4.35)
где V о — распухание материала в ненапряженном состоянии; Р — постоянная; а — напряжение. При исследовании стали 316 при температуре 430—475 °С, флюенсе 9•1022 нейтр/см2 (Е > 0,016 пДж) константа имела величину 0,006—0,004 МПа-1 для отожженного состояния и 0,003 МПа-1 для холодно деформированного на 20% состояния.
Линейная зависимость распухания от напряжений аустенитных хромоникелевых сталей сохраняется лишь до определенного уровня (примерно до предела текучести), после чего влияние напряжении практически отсутствует.
Радиационное распухание в значительной степени зависит от состава и структуры материалов, что открывает путь к подавлению его соответствующим подбором основы и легирующих элементов. Прежде всего рассмотрим влияние никеля и хрома, являющихся важнейшими составляющими жаропрочных сталей и сплавов.
В работе было проведено систематическое изучение влияния никеля в сталях, содержащих 18% хрома. Облучение проводилось ионами Ni6+ и Сr6+ с энергией 7,5 пДж при температуре 600—625 °С дозой 40 смещ./ат. Перед облучением в образцы был введен гелий в количестве 10-24. Повышение содержания никеля приблизительно до 12% способствует увеличению объема. При дальнейшем увеличении концентрации его вплоть до 70—80% радиационное распухание сплавов уменьшается (рис. 4.32).
Безникелевые перлитные и ферритные стали имеют высокое сопротивление распуханию. Показано, что перлитная сталь практически не распухает при облучении нейтронами дозой до 140 смещ/ат. при температуре максимальной склонности к этому виду повреждения. Большое число экспериментов было проведено с 12—17%-ными хромистыми сталями как с материалами, перспективными для чехлов тепловыделяющих сборок. Все опыты убедительно показывают существенно меньшую склонность к распуханию этих сталей по сравнению с хромоникелевыми сталями типов X18M10 и Х16Н11МЗ.
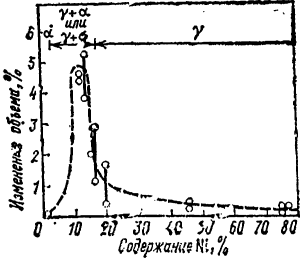
Рис. 4.32. Влияние содержания никеля на распухание сплавов, содержащих 18% Сr

Исследования ферритных сталей с 12—17% хрома при дозах до 148 смещ./ат. проведено на реакторе «Феникс». Подтверждено их малое распухание (рис. 4.33), не превышающее, как правило, 0,1—0,25%. Для хромистых ферритно-мартенситных сталей отсутствует резко выраженная дозная зависимость распухания. В работе [227] изучено влияние хрома на распухание перлитных и ферритных сталей с низким (до 0,003—0,005%) углеродом. При температуре облучения 380— 100 °С дозой 30 смещ./ат. максимальную устойчивость к увеличению размеров показала сталь с 5% Сr. Чистое железо и стали с 10—15% Сr имели большее распухание.
В работе [214] проведено исследование радиационного распухания «ройных сплавов Fe—Сr—Ni. Облучение проводилось ионами никеля « энергией от 0,8 до 7,5 пДж при температуре 450, 600, 675 °С, дозой 40-140 смещ./ат. Кроме указанной выше зависимости от содержания никеля при постоянном хроме, показано, что снижение содержания хрома способствует увеличению сопротивления распуханию. Судя по данным этих работ, минимальным распуханием обладают бесхромистые сплавы железа с 50—60% никеля. Однако для практического использования в реакторах на быстрых нейтронах они не пригодны, так как требуют специальных мер консервации при изготовлении и храпении. Кроме того, высокое содержание никеля ухудшает ядерные характеристики реактора из-за относительного высокого сечения поглощения нейтронов и высокой активации этого элемента. Видимо, более перспективными среди никельсодержащих материалов являются сплавы, содержащие 12—14% хрома и 35—40% никеля.
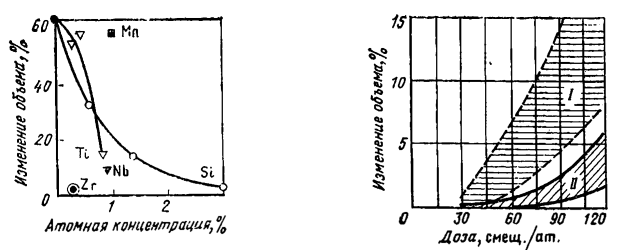
Рис. 4.34. Влияние легирования на распухание сплава Fe—15 Сr—20 Ni (доза 140 смеш./ат., ионы Ni+, температура 625 °С)
Рис. 4.35. Влияние титана на распухание стали 0Х17Н12М2 (316) в наклепанном состоянии при 470°С:
I— без титана; II — при содержании титана 0,2—0,4%
Распухание чистых металлов часто существенно выше, чем металлов рядовой поставки. Так, сталь марки ОХ17Н12М2 (316) обычной выплавки имеет распухание в 20—50 раз меньшее, чем чистый сплав Fe—Cr—Ni—Мо примерно того же состава при облучении в реакторе сравнительно низким флюенсом нейтронов (1,0-4-3,5)·1022 нейтр/см2, E >0 0,16 Дж при 450—600 °С [160].
В некоторых работах показано, что малые количества легирующих и примесных элементов уменьшают скорость зарождения и роста пор в аустенитных сталях. Некоторые данные, иллюстрирующие положительное влияние таких элементов, как Nb, Zr, Ti и Si, приведены на рис. 4.34, 4.35. Имеются основания полагать, что сталь марки 316, модифицированная добавкой 0,2—0,4%Ti, распухает в 5—10 раз меньше немодифицированной. Снижение распухания модифицированной стали при облучении флюенсом 7,8·1022 нейтр/см2 обнаружено при 450—700 °С. Кремний, введенный в сталь марки 0Х17Н12М2 и другие аустенитные материалы, снижает распухание при нейтронном и ионном облучении. В работе [38] приведены результаты изучения влияния кремния на распухание стали 316 в аустенизированном состоянии при облучении флюенсом (2ч-3)·1022 нейтр/см2. При облучении в области низкой температуры (400 и 475 °С) распухание уменьшалось почти по линейному закону при увеличении содержания кремния. При температуре 600 °С распухание уменьшилось лишь при содержании кремния до 1%. При большем содержании кремния обнаружен рост распухания.
Ранее считалось, что лучшей стойкостью против распухания обладают материалы, в структуре которых имеются стабильные мелкодисперсные выделения карбидов или интерметаллидов. В качестве примера обычно приводился сплав Ре-16, имеющий в своей структуре γ'-фазу Ni (Ti, A1) и обладающий высоким сопротивлением распуханию. В последнее время было показано, что причиной повышения сопротивления к распуханию этого сплава являются не выделения, а химический состав основы сплава. Одинаково малое распухание было получено на аналогичном по основе сплаве, но без легирования его Ti и А1.
Одним из путей подавления радиационного распухания хромоникелевых аустенитных сталей служит их предварительное холодное деформирование. Заметное снижение распухания сталей после такой обработки считается твердо установленным.

Степень влияния холодного паклена зависит от деформации, температуры и дозы облучения. Благотворное влияние наклепа для стали 316 обнаружено в широком температурном интервале облучения (рис. 4.35, 1.36). Оптимальная величина наклепа, по данным работ [2, 188], при облучении флюенсом нейтронов (2-9) · 1022 нейтр/см2 около 20— 35%.
С повышением флюенса до 1,4·1023 нейтр/см2 для существенного снижения распухания наклеп должен быть увеличен. Следующая за наклепом термическая обработка, как правило, снижает эффект холодного деформирования. При флюенсе нейтронов (2-3)·1022 нейтр/см2 максимальное снижение распухания стали 316 может достигать 10 раз.
По мере роста температуры и флюенса нейтронов влияние холодной деформации уменьшается. При температуре выше 600 °С в результате отдыха и рекристаллизации наклепанная сталь может вести себя практически так же, как аустенизированная. Оболочки из стали 304, деформированные на 13%, не имели распухания при облучении при 300°С флюенсом 4,7·1022 нейтр/см2. Малое распухание (до 0,15%) отмечено при температуре облучения 593 °С [187]. Облучение этого материала при температуре до 600 °С флюенсом 8·1022 нейтр/см2 после паклена 10—20% приводило даже к большему распуханию, чем для отожженной стали. Уменьшение полезного влияния наклепа при больших флюенсах установлено и для стали 316. Так, при флюенсе 1,4X1023 нейтр/см2 деформация на 10% практически не снижает распухания, деформация на 20% дает существенно меньший эффект, чем для флюенса (2-3)·1022 нейтр/см2 (рис. 4.37). Таким образом, предварительный холодный наклеп является действенной мерой уменьшении распухания, однако его применение ограничено температурными рамками.