3. ДЕТАЛИ ПРОТОЧНОЙ ЧАСТИ ВЫСОКОНАПОРНЫХ РАДИАЛЬНО-ОСЕВЫХ ГИДРОТУРБИН
Проточная часть высоконапорных радиально-осевых гидротурбин особенно быстро изнашивается вследствие совместного действия кавитации и взвешенных наносов. В связи с этим необходимо часто производить ревизии, ремонты и даже замену деталей проточной части, в том числе и рабочих колес. Для удобства и сокращения сроков ремонтов в большинстве конструкций высоконапорных гидротурбин предусматривается возможность замены рабочих колес без сложных и длительных работ по разборке и монтажу турбины и генератора. Это обеспечивается путем разборки и снятия небетонируемых деталей проточной части, после чего рабочее колесо опускается вниз для ремонта или замены.
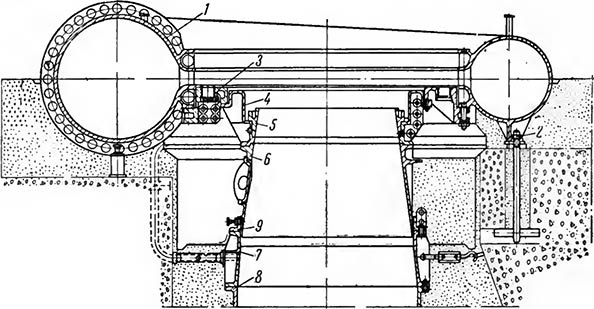
Рис. 8-11. Детали проточной части высоконапорной радиально-осевое гидротурбины.
1 — спиральная камера; 2— фундаментный болт; 3 —нижнее кольцо направляющего аппарата; 4 — поддон; 5 — неподанжное лабиринтное кольцо: 6 — конус отсасывающей трубы; 7 — переходный патрубок; 8 — колено отсасывающей трубы; 9 — зажимный фланец.
В турбинах, где меньше опасность разрушений от кавитации и наносов, детали проточной части могут бетонироваться. В таких случаях эти детали по конструкции, изготовлению и монтажу аналогичны деталям протечной части средненапорных турбин. Отличие заключается в применении литых стальных спиральных камер, бетонируемых полностью либо до средней плоскости. Поэтому ни же рассматривается процесс монтажа небетонируемых деталей проточной части высоконапорной гидротурбины (рис. 8-11).
В состав нижнего узла проточной части этой турбины входят: спиральная камера стальная литая, нижнее кольцо направляющего аппарата, поддон турбины с неподвижным кольцом лабиринтного уплотнения и отсасывающая труба, состоящая из конуса, патрубка и колена.
Монтаж нижнего узла проточной части турбины, как правило, производится штрабным способом в нижеприведенной последовательности: установка и бетонирование колена отсасывающей трубы; установка патрубка отсасывающей трубы; сборка, установка и бетонирование спиральной камеры; сборка и опускание конуса отсасывающей трубы; сборка и установка на место нижнего кольца направляющего аппарата с поддоном и лабиринтным кольцом;
установка в проектное положение конуса отсасывающей трубы. Если бетонный блок агрегата выведен до отметки низа спиральной камеры, то вначале может быть установлена на место спиральная камера, затем отсасывающая труба и другие детали проточного тракта.
Облицовка отсасывающей трубы в данном случае выполнена стальной литой и состоит из облицовки колена, патрубка, конуса и зажимного фланца. Однако применяются также и сварные облицовки. Монтаж этого узла начинается установкой в проектное положение колена отсасывающей трубы совместно с патрубком. При выверке колено устанавливается по высоте и оси отсасывающей трубы, а верхний фланец патрубка проверяется относительно оси агрегата по высотному положению и горизонтальности. По окончании выверки колено и патрубок закрепляются растяжками в штрабе и производится их бетонирование.
Конус облицовки, отлитый без разъема, очищается, опускается в патрубок и своим фланцем устанавливается на фланец патрубка. В дальнейшем, после окончания монтажа всего нижнего узла проточной части, конус подтягивается вверх и закрепляется к поддону. Нижний конец конуса наружной обработанной поверхностью входит во внутреннюю расточку патрубка с минимальным зазором. Затем устанавливается зажимный фланец, соединяется по разъему с установкой резиновой прокладки в стыке с конусом и закрепляется на патрубке. Таким образом, нижний конец конуса плотно зажимается в патрубке. В процессе демонтажа при ремонтах зажимный фланец снимается и конус облицовки опускается вниз, что позволяет демонтировать, опуская вниз остальные нижние детали проточной части и рабочего колеса.
Спиральная камера. Литые спиральные камеры высоконапорных радиально-осевых гидротурбин изготовляются в зависимости от габаритов из двух или четырех частей и полностью обрабатываются на заводе. В процессе контрольной сборки на заводе-изготовителе спиральная камера должна быть подвергнута гидравлическому испытанию давлением не менее давления, возникающего в спиральной камере при сбросе нагрузки. Поэтому при монтаже гидравлические испытания спиральной камеры не производятся.
Спиральная камера может монтироваться в полностью собранном виде, если подгенераторный массив еще не возведен и имеются подъемно-транспортные средства достаточной грузоподъемности, или отдельными элементами со сборкой их на месте установки. Если спиральная камера состоит из четырех частей, то вначале ее собирают в две полу- спирали, а затем уже полуспирали соединяют между собой. Учитывая особую важность придания стыкам спиральной камеры полной водонепроницаемости, целесообразно сборку полуспиралей производить в вертикальном положении, так как при этом обеспечивается надежная укладка в специальную канавку уплотняющего резинового шнура и, кроме того, удобно затягивать соединительные болты. В вертикальное положение полуспирали устанавливаются кантовкой на 90°. Вначале надежно устанавливается на подкладках и раскрепляется подпорами полуспираль с напорным патрубком, который должен быть направлен вниз. Затем на нее ставится вторая полуспираль и производится соединение стыка перекрестным затягиванием болтов. По окончании сборки спиральная камера кантуется в горизонтальное положение и устанавливается на место.
Установленная спиральная камера с помощью клиновых подкладок и монтажных домкратов выверяется по патрубку отсасывающей трубы, если он установлен, либо по положению, заданному проектом. При этом проверяются положение камеры по верхнему фланцу ее относительно оси агрегата (по заводским меткам), высотное положение, горизонтальность, цилиндричность расточек верхнего и нижнего фланцев и положение оси входного патрубка камеры относительно оси Y агрегата. После выверки устанавливаются и бетонируются фундаментные болты, крепящие камеру к фундаменту. По окончании выдержки бетона фундаментные болты затягиваются и окончательно проверяются положение камеры и форма ее фланцев. Допускаемые отклонения не должны превышать приведенных в табл. 8-3. Полученные замеры вносятся в монтажный формуляр (рис. 8-12), после чего спиральная камера может быть сдана под бетонирование, если патрубок и колено отсасывающей трубы уже установлены. Если отсасывающая труба к этому времени не установлена, то бетонирование спиральной камеры лучше производить одновременно с бетонированием отсасывающей трубы.
Нижнее кольцо направляющего аппарата и поддон выполняются разъемными из двух половин. Для удобства сборки этих деталей внизу на уровне опущенного в патрубок конуса отсасывающей трубы сооружается настил. Вначале собирается нижнее кольцо направляющего аппарата и выверяется его цилиндричность с помощью распоров. Собранное нижнее кольцо поднимается кверху и присоединяется к нижнему фланцу спиральной камеры с постановкой резинового уплотнения в стыке.

Рис. 8-12. Формуляр установки литой спиральной камеры.
После этого собирается поддон, выверяется цилиндричность его и затем поддон также поднимается кверху и присоединяется к фланцу нижнего кольца направляющего аппарата с резиновым уплотнением стыка. Лабиринтное кольцо лучше установить внизу при сборке поддона.
Все стыки элементов деталей при сборке уплотняются свинцовым суриком. Окончательное закрепление и фиксация контрольными шпильками нижнего кольца направляющего аппарата и поддона, а также установка и закрепление конуса облицовки производятся после установки и выверки всех рабочих механизмов турбины, проверки зазоров в лабиринтных уплотнениях и центровки вала гидроагрегата.