Монтаж электродвигателей.
Электрические машины прибывают на место установки в собранном или разобранном виде в зависимости от их массы и габарита. Для монтажа крупных машин требуются рабочие высокой квалификации. Обычно монтаж выполняют работники специализированной организации (в некоторых случаях под руководством представителя завода-поставщика). Установка машин небольшой мощности (до 100 кВт) выполняется монтажным или эксплуатационным персоналом. Такие машины перемещают при помощи катков, специальных тележек и имеющимися на предприятии подъемно-транспортными средствами (краном, тельфером на монорельсе и т. п.).
Электродвигатели подвергают осмотру с выемкой ротора в случае, если возникают сомнения в их исправности в результате плохой транспортировки или неудовлетворительного хранения. Разборка и последующая сборка выполняются в соответствии с заводскими инструкциями.

Рис. 195. Выверка установки электродвигателя с ременной передачей при разной ширине шкивов
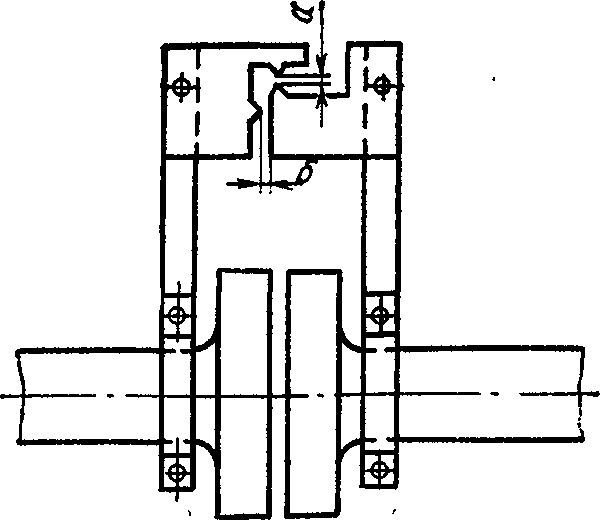
Рис. 196. Скобы для выверки валов соединяемых машин
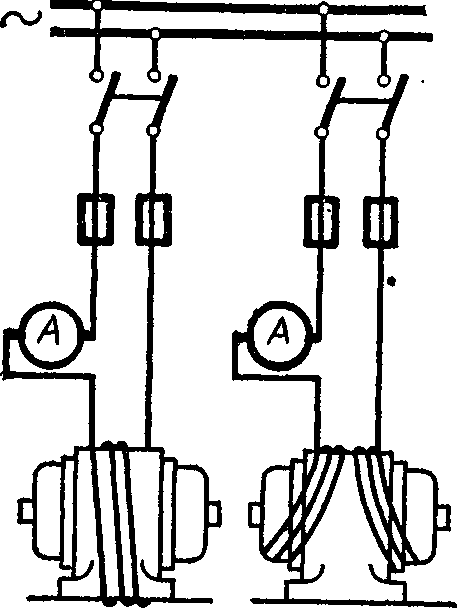
Рис. 197. Намотка витков для индукционного нагрева электрических машин
Электродвигатели взрывозащищенного типа разбирать не рекомендуется. Чтобы обеспечить условия взрывозащищенности при сборке, требуются квалифицированные работники и специальный инструмент.
Электродвигатели устанавливают на чугунных или стальных плитах (рамах) из профильного металла, на сварных кронштейнах и непосредственно на фундаментах. Если требуется обеспечить продольное перемещение электродвигателя (например, при ременной передаче), его устанавливают на салазках.
Перед окончательным закреплением электродвигателя выверяют горизонтальное положение, а также совпадение его оси с осью вала приводимого механизма. При ременной передаче такую выверку выполняют посредством стальных линеек, прикладываемых к торцам шкивов (при одинаковой ширине шкивов). Если ширина шкивов разная, выверку делают шнурковыми отвесами (рис. 195). От середины приводимого шкива до пола опускают два отвеса А и Б и протягивают между ними шнурок, образующий прямую линию. От середины шкива электродвигателя тоже опускают два отвеса В и Г и перемещают электродвигатель до совпадения отвеса его шкива со шнуром.
При непосредственном соединении электродвигателя с производственным механизмом полумуфтами осевую линию выверяют центровочными скобами (рис, 196), насаживаемыми на полумуфты или их втулки. Скобы располагают одну против другой, устанавливая зазоры а и б в пределах 1—2 мм. Затем оба вала поворачивают вокруг оси на 90° и замеряют а1 и б1. Далее повторяют эти измерения еще три раза, каждый раз поворачивая оба вала на 90°. Расстояния а и б замеряют калиброванными щупами.
Результаты выверки считают удовлетворительными, если соблюдаются равенства:
![]()
и если разность показаний не превышает 0,05 мм.
![]()
Если эти условия не обеспечиваются, электродвигатель перемещают в вертикальной и горизонтальной плоскости, подкладывая под его лапы прокладки из тонкой листовой стали.
После получения удовлетворительных результатов выверки окончательно закрепляют крепящие болты электродвигателя. При установке электродвигателей на бетонном фундаменте под плиту или салазки делают окончательную подливку жидким раствором цемента.
Сушка электродвигателей.
Во время транспортировки, пребывания на складах и при длительных перерывах в работе обмотки электрических машин могут отсыреть, что приводит к снижению сопротивления их изоляции. Если обмотки отсырели, их перед включением электродвигателя сушат. Для сушки обмоток крупных и ответственных электрических машин привлекают специализированные организации.
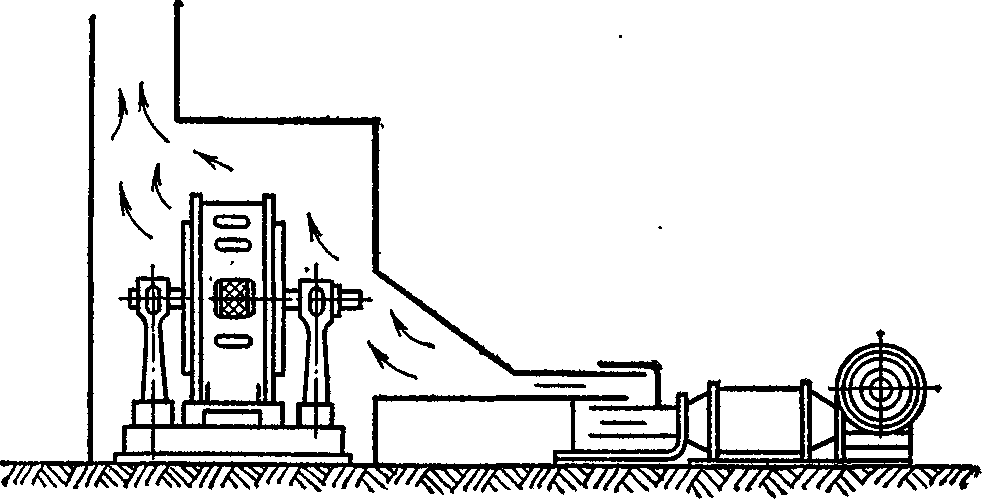
Рис. 198. Сушка машин методом внешнего нагрева
Существуют различные методы сушки: индукционным нагревом, внешним нагревом, электрическим током от постороннего источника.
В настоящее время наиболее распространенным является метод сушки индукционным нагревом (рис. 197). При использовании этого метода можно одновременно сушить несколько машин, соединяя последовательно их намагничивающие обмотки.
Обмотку из изолированных проводов наматывают по наружной поверхности корпуса машины и присоединяют к источнику переменного тока. Чтобы выполнить намотку меньшим количеством витков, ее обычно включают через понижающий трансформатор при напряжении 36 или 65 В. Часто для сушки методом индукционного нагрева используют сварочные трансформаторы с регулировкой тока дросселем.
Если невозможно намотать обмотку по всей наружной поверхности станины, приподнимают машину над плитой либо смещают обмотку на подшипниковые щиты, как показано на рис. 197.
При сушке индукционным методом ведут непрерывное наблюдение за температурой обмотки (температура не должна превышать 70° С). Через каждый час измеряют сопротивление изоляции обмоток. В начале нагрева обычно сопротивление изоляции падает, а затем начинает возрастать.

Рис. 199. Схемы для сушки асинхронного двигателя однофазным переменным и постоянным током: а и б — при шести выводах обмотки, в и г — при трех выводах обмотки
Сушку заканчивают, когда почти прекращается нарастание сопротивления изоляции. Если в процессе сушки сопротивление изоляции достигло требуемой нормами величины, но продолжает заметно повышаться, сушку нельзя приостанавливать. Ее надо продолжать до тех пор, пока сопротивление изоляции не будет примерно одинаковым в течение двух-трех часов.
Другим распространенным способом сушки электрических машин является метод внешнего нагрева (рис. 198). Машину обшивают кожухом, у которого внизу оставляют отверстие для входа нагретого воздуха, а вверху (в противоположном углу) — отверстие для выхода теплого воздуха. Кожух должен быть огнестойким (из металла или листового асбоцемента). Если его выполняют из деревянных щитов, их обшивают кровельной сталью по войлоку.
Воздух нагревают с помощью тепловоздуходувки лампами накаливания, нагревательными сопротивлениями или батареями пароводяного отопления, которые устанавливают сразу за нижним входным отверстием. Температуру нагретого воздуха у входа необходимо контролировать; она не должна быть выше 90° С. Каждый час измеряют сопротивление изоляции обмотки.
Электрические машины сушат также электрическим током (переменным или постоянным) от постороннего источника. Для сушки асинхронных двигателей трехфазным током применяют напряжение не более 10—15% номинального. При этом ротор должен быть заторможен, а если ротор имеет обмотку с кольцами, она должна быть замкнута на кольцах накоротко.
При сушке асинхронных двигателей однофазным переменным или постоянным током ротор также находится в неподвижном состоянии. Схемы включения обмоток электродвигателя в этом случае выбирают в зависимости от того, выведено три или шесть концов обмотки статора (рис. 199, а и б).
При сушке асинхронных двигателей электрическим током от постороннего источника условия вентиляции плохие, так как ротор электродвигателя находится в неподвижном состоянии. Поэтому ток сушки в каждой фазе не должен превышать 50—70% номинального тока электродвигателя. При этом должен вестись непрерывный контроль за нагревом обмотки с помощью термометра (температура должна быть не выше 70°С). Если сушка ведется по схемам, показанным на рис. 199 виг, через каждые два часа переключают фазы обмотки электродвигателей так, чтобы нагрев всех трех фаз шел равномерно.
В некоторых случаях может быть применен метод сушки асинхронного двигателя на холостом ходу при номинальном напряжении. При включении электродвигателя на холостой ход нагрев происходит при небольшом токе холостого хода. Вентиляция хорошая, что обусловлено нормальным числом оборотов. Процесс сушки этим методом значительно ускоряется.

Сушка синхронных машин током может быть выполнена несколькими способами:
три фазы статора и обмотку ротора присоединяют к источнику постоянного тока (рис. 200); ток сушки не должен превышать 50—70% номинального тока обмоток;
к сети постоянного тока присоединяют только ротор, статор обогревается теплому исходящим от ротора; ток сушки не должен превышать 50—70% номинального;
обмотки статора включают в открытый треугольник по схеме, показанной на рис. 199, в, и присоединяют к источнику однофазного тока.
Включение электрических машин без сушки.
Измерение сопротивления изоляции у крупных машин напряжением выше 1000 В мегомметром является недостаточным для правильной оценки состояния изоляции, так как часто приводит к трудоемким и дорогостоящим затратам на сушку, которая не всегда является необходимой. Руководствуясь только показанием мегомметра, можно сделать ошибочное заключение о хорошем состоянии изоляции. Состояние изоляции характеризуется не абсолютным значением сопротивления, которое зависит от изоляционных материалов, применяемых в электродвигателях, и их габаритов, а коэффициентом абсорбции сопротивления изоляции *.
Коэффициент абсорбции![]() где R60 и R15 — сопротивления изоляции одной и той же обмотки, измеренные мегомметром на напряжение 1000— 2500 В при вращении его рукоятки в течение 60 и 15 с.
где R60 и R15 — сопротивления изоляции одной и той же обмотки, измеренные мегомметром на напряжение 1000— 2500 В при вращении его рукоятки в течение 60 и 15 с.
Абсорбция — физико-химический процесс поглощения твердыми телами или жидкостями различных веществ из растворов других жидкостей или смеси газов. В данном случае имеется в виду поглощение влаги изоляцией обмоток электрических машин.

Рис. 201. Зависимость сопротивления изоляции высоковольтных машин от температуры
Поэтому установившееся значение сопротивления изоляции для высоковольтных машин определяют при равномерном вращении мегомметра в конце одной минуты (нормальным считается вращение рукоятки мегомметра со скоростью 120 об/мин).
Для включения электрических машин напряжением свыше 1000 В без сушки требуется соблюдение нескольких условий в зависимости от мощности машин и их номинального числа оборотов.
Рассмотрим один из наиболее простых методов проверки возможности включения без сушки электрических машин мощностью до 5000 кВт на напряжение до 10 кВ при скорости вращения не более 1500 об/мин.
Для этой группы машин необходимо наличие двух условий.
Первое условие- величина сопротивления изоляции при температуре 75° С должна быть не менее 1 МОм на 1 кВ.
Величину сопротивления изоляции R60 измеряют мегомметром на напряжение 1000—2500 В при окружающей температуре. Затем пересчитывают полученное значение R60 на температуру равную 75° С.
Пересчет производят, исходя из правила снижения величины сопротивления изоляции в два раза при повышении ее температуры на каждые 18° С. Это правило может быть выражено формулой
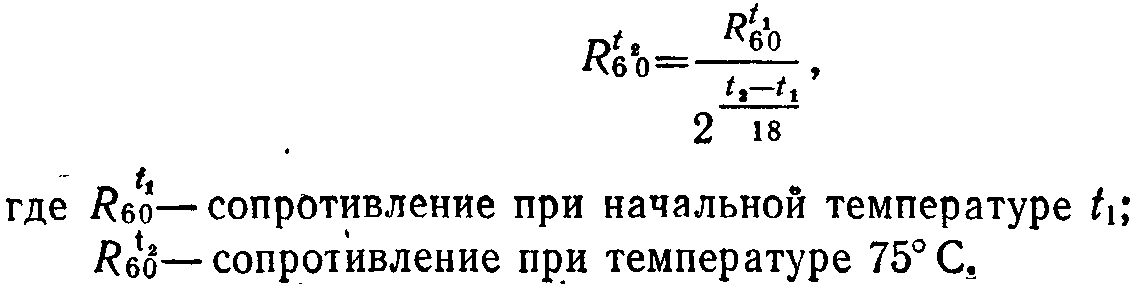
Эта формула требует логарифмирования. Для практических расчетов пользуются кривыми пересчета (рис. 201), позволяющими быстро получать результаты.
Второе условие — коэффициент абсорбции должен быть не меньше 1,2, т. е.
![]()
Если результаты измерения сопротивления изоляции электрической машины мощностью до 5000 кВт на напряжение до 10 кВ при скорости вращения не более 1500 об/мин удовлетворяют приведенным двум условиям, обмотка такой машины может быть испытана повышенным напряжением выпрямленного тока в течение 1 мин согласно действующим нормам. После получения удовлетворительных результатов испытания повышенным напряжением машина может быть включена в эксплуатацию без сушки.

Рис. 202. Монтажный блок из пятнадцати магнитных пускателей с одиннадцатью кнопочными станциями
Таким образом, результаты измерений и пересчета удовлетворяют условиям, разрешающим подвергнуть обмотку статора электродвигателя испытанию повышенным напряжением переменного тока, равным 16 кВ. После удовлетворительного результата этого испытания электродвигатель может быть включен без сушки в эксплуатацию. Величины испытательных напряжений приведены на стр. 221.
Монтаж пускорегулирующей аппаратуры.
Монтаж сводится к разметке и установке на стенах, колоннах или на полу металлоконструкций, к которым крепится аппаратура (магнитные пускатели, кнопочные станции, ящики с рубильниками и предохранителями, реостаты и др.).
Близко расположенные пускорегулирующие аппараты разных электродвигателей обычно группируют в общие узлы и блоки. Эти узлы и блоки собирают в мастерских заготовительного участка и устанавливают на месте монтажа в собранном виде. В качестве примера может служить блок из пятнадцати магнитных пускателей с одиннадцатью кнопочными станциями, показанный на рис. 202. Подходящие к блоку стальные трубы для проводов, как и отходящие от него, заводят в нижний общий протяжной ящик, где выполняется соединение проводов и сборка всей схемы блока. Одновременно со сборкой блока в мастерских производят ревизию всех устанавливаемых в блоке аппаратов и опробование их действия. Объединение пускорегулирующей аппаратуры в блоки упрощает и ускоряет производство электромонтажных работ.
Конструкции для пускорегулирующей аппаратуры крепят, как правило, пристрелкой строительно-монтажным пистолетом. При небольших объемах монтажа конструкции иногда крепят либо на дюбелях с волокнистым заполнением, либо вмазкой.