Монтаж электрический контактных соединений является ответственной операцией, от правильного выполнения которой зависит надежность эксплуатации электроустановок. Контактные соединения проводов кабелей подвергаются при эксплуатации нагреву и охлаждению. При коротких замыканиях в сети нагрев токопроводящих жил может быть значительным. Для резиновой или поливинилхлоридной изоляции кратковременный нагрев жил при коротком замыкании допускается до 150° С, а для бумажной — до 200° С.
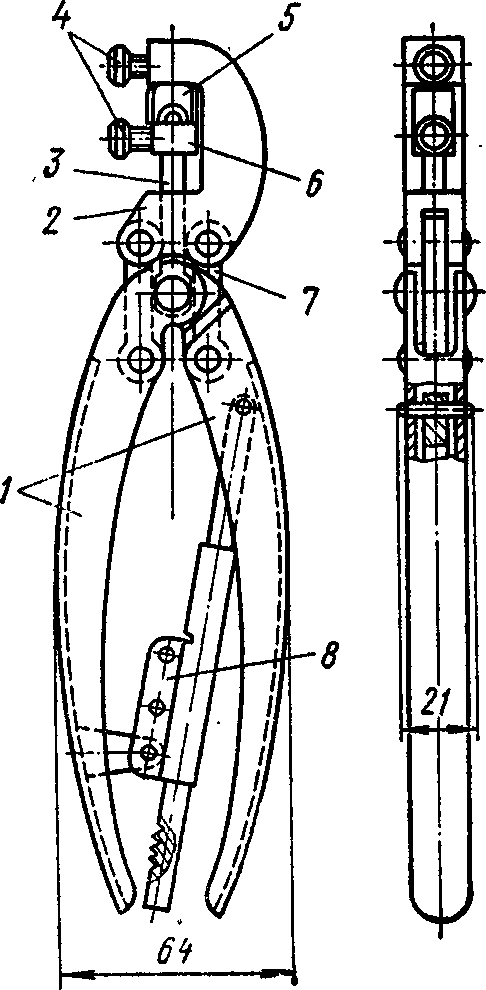
Рис. 153. Клещи ПК-2М:
1 — ручки, 2 — головка, 3 — шток, 4 — винт, 5 — матрица, 6 — пуансон, 7 — тяга, 8 — блокирующее устройство
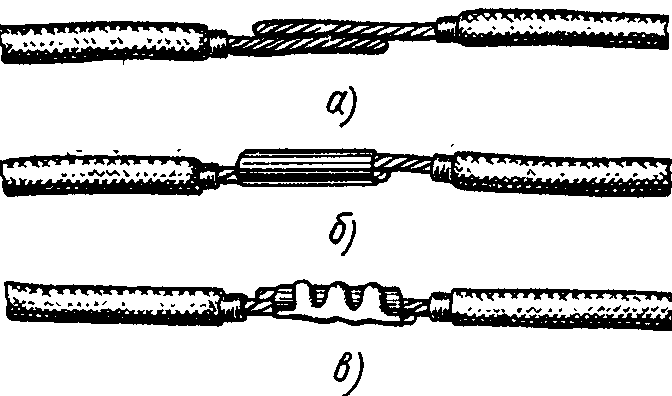
Рис. 154. Соединение многопроволочных медных жил обжатием в тонкой ленте:
а — подготовка соединяемых жил, б — обертывание жил тонкой медной или латунной лентой, в — обжатие клещами ПК-2М
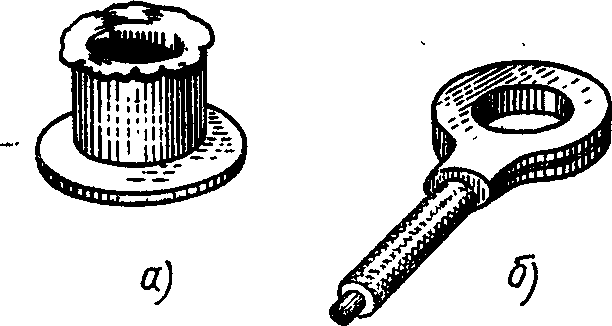
Рис. 155. Кольцевой наконечник (пистон):
а — до опрессования, б — после опрессования на колечке провода
Контактное соединение должно быть устойчивым к резким колебаниям температуры, вибрациям, обусловленным работающим оборудованием, а также к влиянию окружающей среды, в которой могут содержаться влага, газы или пары кислот и щелочей. Монтаж надежного электрического контакта, может быть, выполнен тремя основными способами: опрессованием, сваркой и пайкой.
Опрессование.
Для соединения и оконцевания проводов и кабелей любых сечений для напряжений до 10 кВ (соединение) и до 35 кВ (оконцевание) применяют опрессование. При медных жилах допускается применять опрессование для всех категорий электроустановок, при алюминиевых жилах — для всех категорий электроустановок, за исключением соединительных муфт городских кабельных сетей городов республиканского, краевого, областного и окружного подчинения, и кабелей, прокладываемых в туннелях районных подстанций и на электростанциях с агрегатами мощностью 50 МВт и более; при оконцевании разрешается опрессование алюминиевых жил для всех категорий установок.
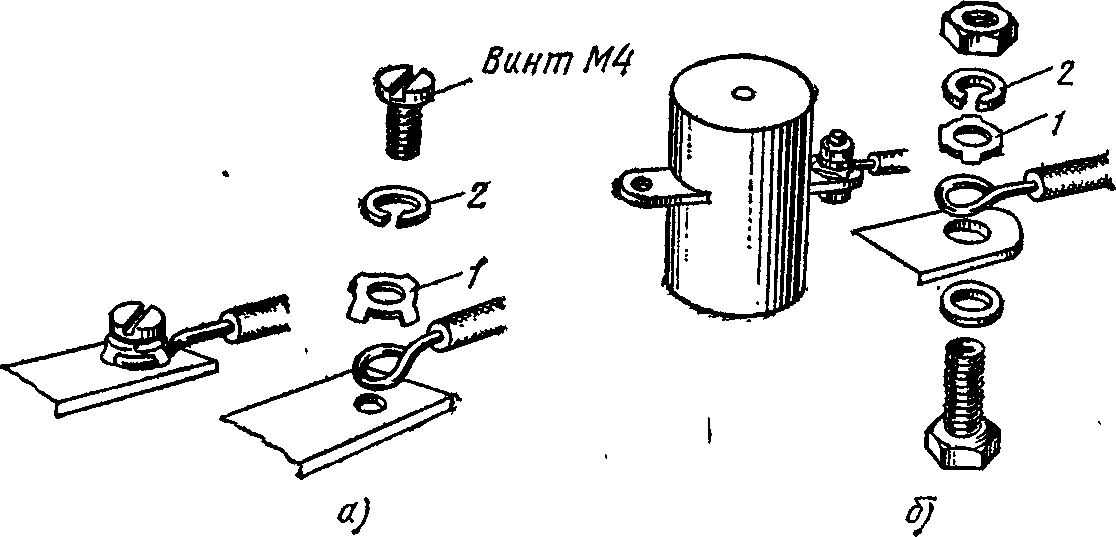
Рис. 156. Присоединение алюминиевых однопроволочных жил к винтовым зажимам:
а — при наличии резьбы в теле зажима, б — при креплении винтом с гайкой
В осветительных и силовых сетях многопроволочные медные жилы сечением до 2,5 мм2 соединяют обжатием в тонкой медной или латунной ленте (фольге) ручными клещами ПК-2М (рис. 153). Для опрессовки применяют медную или латунную мягкую ленту шириной 18—20 мм и толщиной 0,2—0,3 мм. При толщине ленты 0,2 мм накладывают на соединение два витка, а при толщине 0,3 мм — один виток.
Технология монтажа соединения обжатием показана на рис. 154. Очищенные от изоляции концы соединяемых жил скручивают, укладывают внахлестку, затем обертывают медной или латунной фольгой и обжимают клещами ПК-2М. Так соединяют медные однопроволочные провода сечением 1,5 и 2,5 мм2.
Алюминиевые жилы сечением 2,5—10 мм2 соединяют опрессовкой в специальных алюминиевых гильзах также ручными клещами ПК-1М и ПК-2М.
Однопроволочные медные и алюминиевые провода сечением до 10 мм2 и многопроволочные сечением до 2,5 мм2 можно присоединять к контактам аппаратов и приборов без наконечников, но соблюдая следующие условия:
однопроволочные медные жилы сечением до 2,5 мм2 изгибают в виде колечка и подсоединяют без наконечника; если окружающая среда имеет повышенную влажность, колечко облуживают; многопроволочные медные жилы сечением до 2,5 мм2 пропаивают и, загибают в колечко или же опрессовывают кольцевым наконечником (рис. 155), клещами. ПК-2М со специальной матрицей и пуансоном;
вследствие ползучести алюминия под давлением при присоединении однопроволочных алюминиевых жил к винтовым зажимам поверх колечка надевают ограничительную шайбу — звездочку 1 и пружинную шайбу 2 (рис. 156); колечко зачищают до блеска и смазывают кварцевазелиновой или цинковазелиновой пастой.
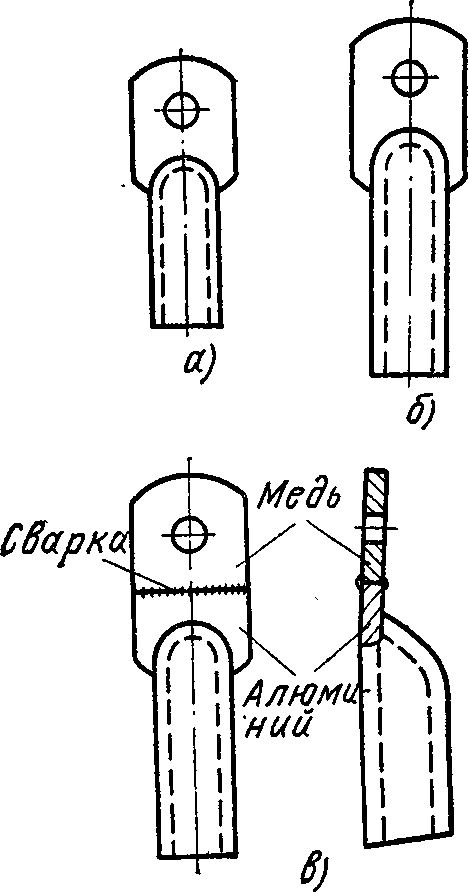
Рис. 158. Кабельные наконечники для закрепления на жилах опрессованием: а — медный, б — алюминиевый, в — медноалюминиевый
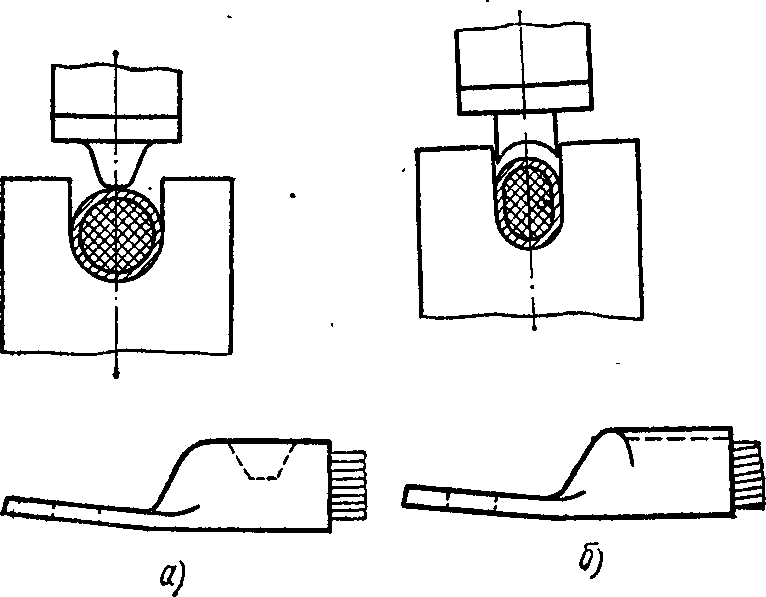
Рис. 157. Схемы опрессования наконечников:
а — местным вдавливанием, б — сплошным обжатием
Однопроволочные провода и жилы сечением кабелей свыше 10 мм2 и многопроволочные жилы сечением свыше 2,5 мм2 для присоединения к аппаратам должны иметь наконечники. Опрессовать наконечники можно двумя способами: местным вдавливанием (рис. 157, а) и сплошным обжатием (рис. 157, б).
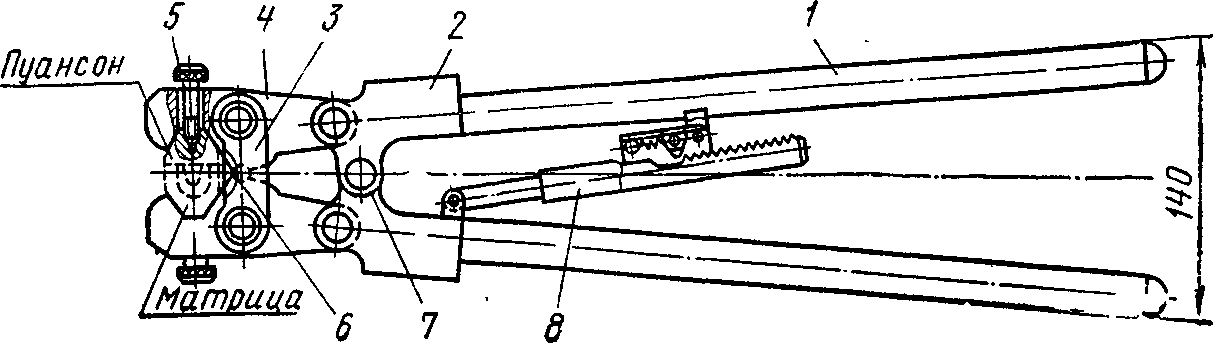
Рис. 159. Пресс-клещи ПК-1М:
1 — ручка, 2 — вилка, 3 — планка, 4 — рычаг, 5 — винт, 6 — ось, 7 — ось вилок, 8 — блокирующее устройство
Медные кабельные наконечники для опрессовки медных жил сечением от 16 мм2 и более (рис. 158, а) имеют марку Т; алюминиевые наконечники (рис. 158, б) — марку ТА и медноалюминиевые (рис. 158, в) — марку ТАМ.
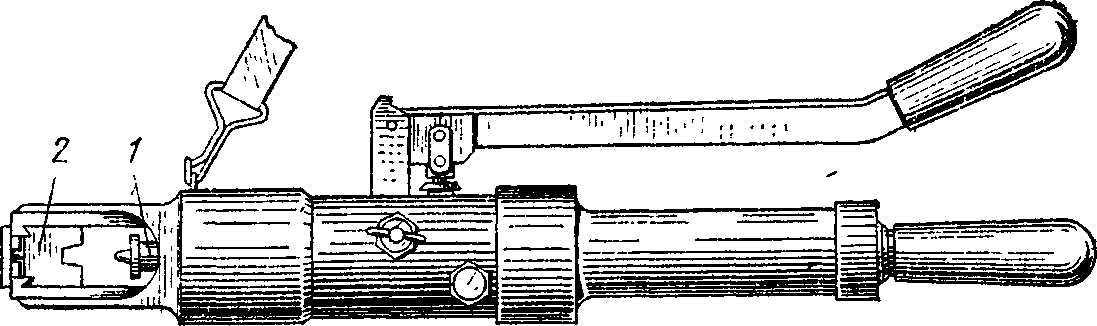
Рис. 160. Ручной гидропресс РГП-7М:
1 — пуансон, 2 — матрица
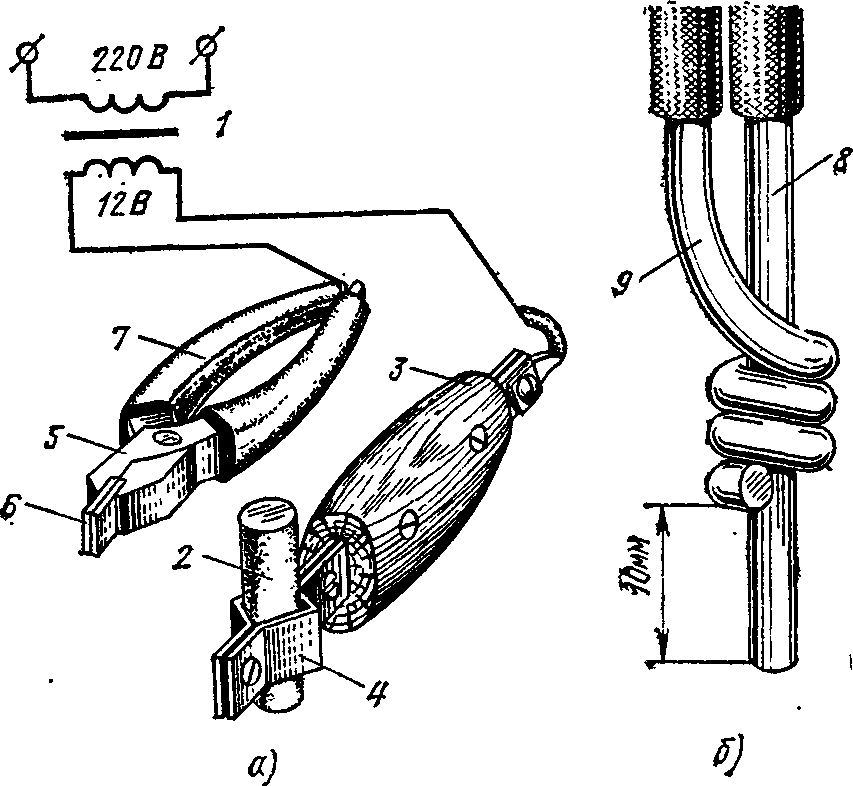
Рис. 161. Электросварка медных и алюминиевых однопроволочных проводов:
а — схема, б — подготовка жил к сварке; 1 — трансформатор, 2 — угольный электрод, 3 — электрододержатель, 4 — медный зажим, 5 — плоскогубцы, 6 — медные губки, 7 — изоляционные трубки, 8 — медная жила, 9 — алюминиевая жила
Технология оконцевания жил методом опрессования заключается в том, что на участке жилы длиной, равной трубчатой части наконечника (с запасом 2—3 мм), снимают изоляцию, надевают на жилу наконечник и опрессовывают ее ручными клещами ПК-1М (рис. 159), гидравлическим прессом РГП-7М (рис. 160) или прессом взрывного действия. Клещи ПК-1М с набором матриц и пуансонов применяют для опрессования жил сечением 16—50 мм2. Имеющийся на клещах стопорный винт позволяет регулировать глубину вдавливания.
Гидропресс РГП-7М служит для опрессования жил сечением 16—240 мм2 и имеет соответствующий набор матриц и пуансонов. При опрессовании наконечников методом местного вдавливания на медных наконечниках делают одно вдавливание, а на алюминиевых — два.
Сварка.
Наиболее распространены в современном электромонтажном производстве два вида сварки: электрическая и термитная. Применяют также газовую сварку (пропановую, пропанокисдородную, ацетиленокислородную, бензино-кислородную) и холодную сварку давлением (для соединения алюминиевых однопроволочных проводов сечением до 10 мм2).
Электросварку однопроволочных алюминиевых жил сечением 2,5—10 мм2 выполняют методом контактного разогрева по схеме, показанной на рис. 161, а, используя понизительный трансформатор на 12 В.
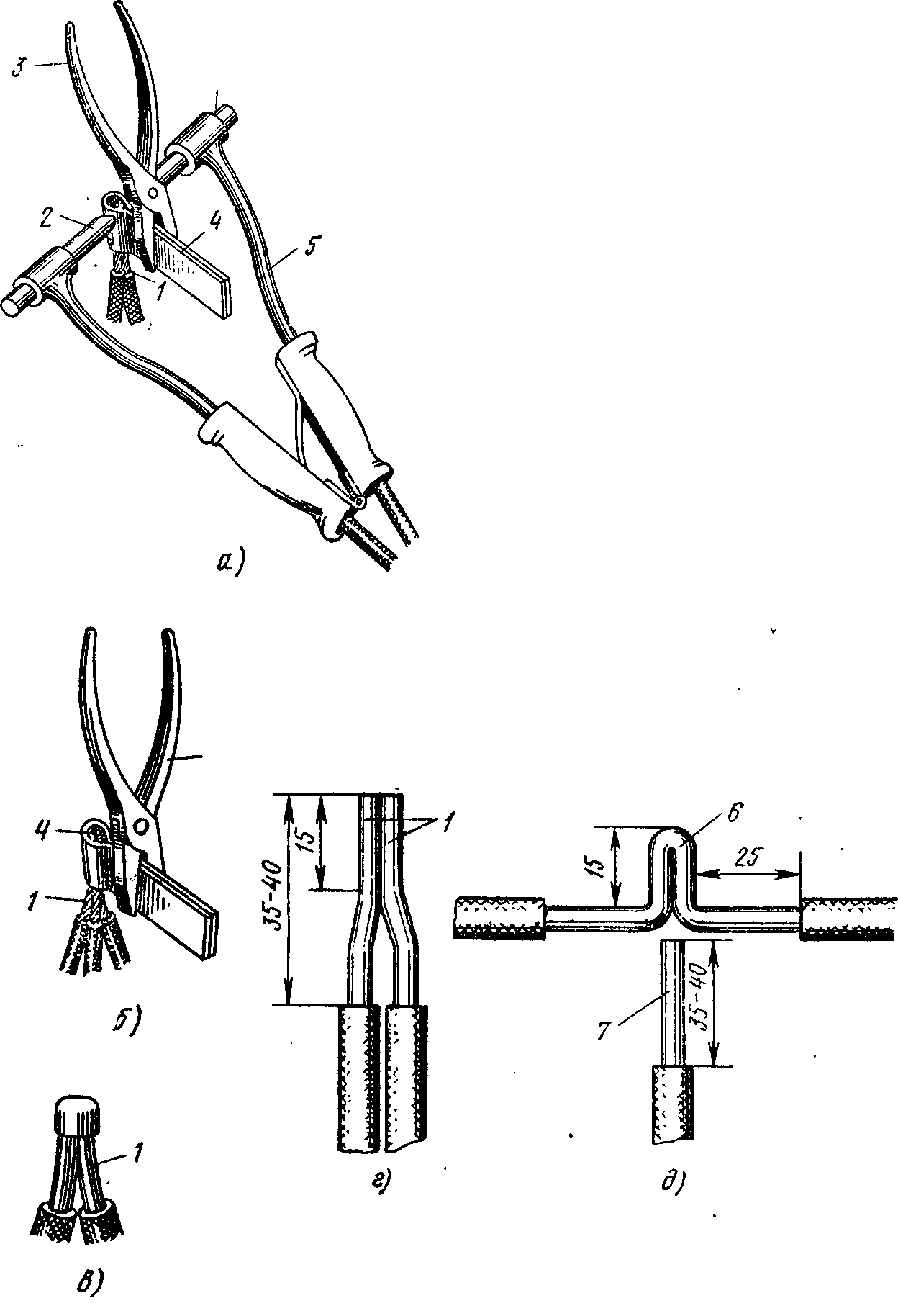
Рис. 162. Электросварка однопроволочных алюминиевых проводов:
а — сварка соединения в обойме, б — сварка ответвления в обойме (клещи не показаны), в — готовое соединение, г — монтажные размеры при соединении проводов, д — монтажные размеры при ответвлении проводов; 1 — жилы, 2 — сварочные клещи, 3 — угольный электрод, 4 — обойма, 5 — плоскогубцы, 6 — магистральный провод, 7 — ответвляющая жила
Подготовка к сварке медного провода с алюминиевым (рис. 161, б) заключается в том, что концы соединяемых жил, с которых удалена изоляция, зачищают до блеска, а алюминиевую жилу 9 наматывают тремя витками на медную жилу 8. Место соединения обмазывают флюсом, назначение которого — растворить и удалить пленку окиси, образующуюся на поверхности алюминия. Наиболее распространен флюс ВАМИ Всесоюзного института алюминия и магния, содержащий 50% хлористого калия, 30% хлористого натрия и 20% криолита К-1.
Подготовленное к сварке соединение зажимают в плоскогубцах 5 (на участке между изоляцией и витками), а к концу медной жилы плотно прижимают угольный электрод 2 (рис. 161, а), чтобы не образовалась дуга; при этом происходят нагрев и оплавление контакта.
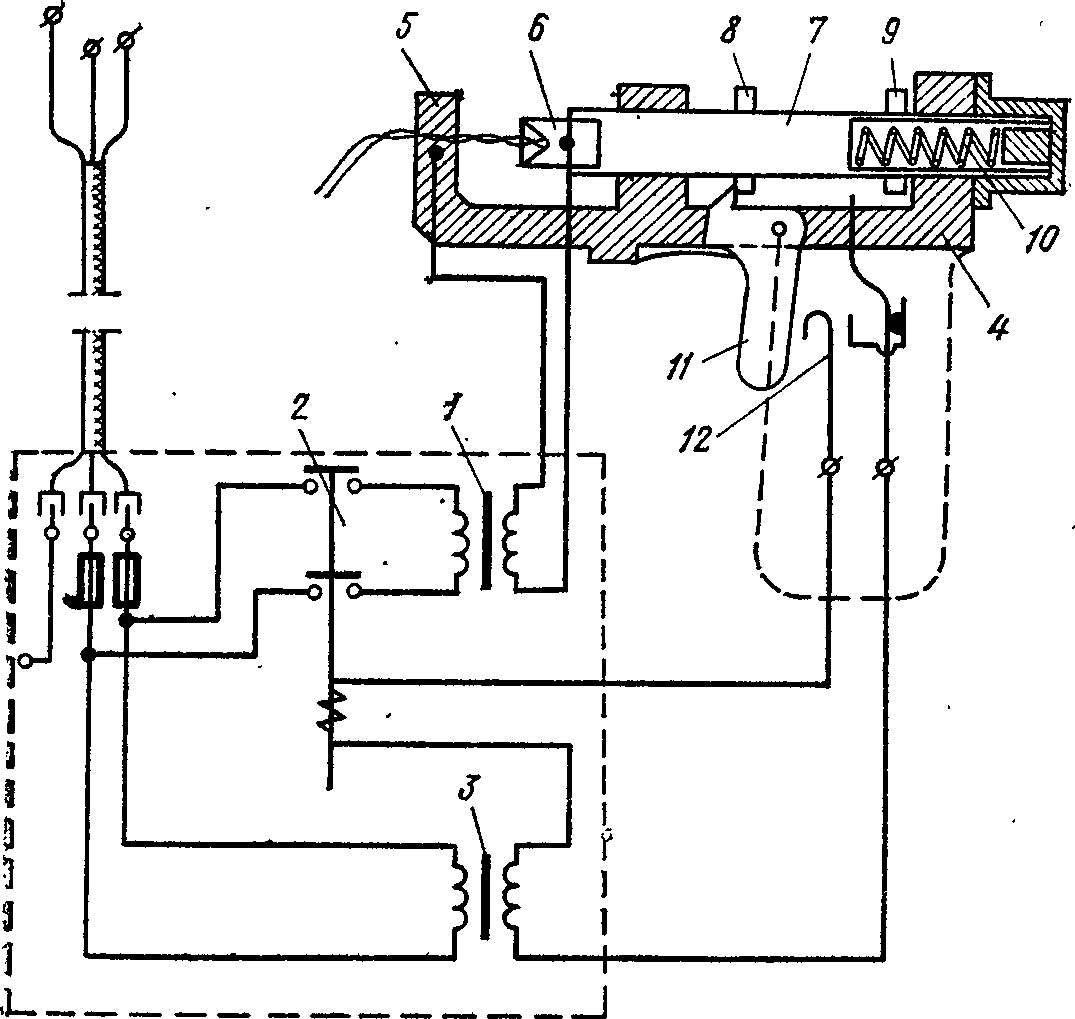
Рис. 163. Схема аппарата ВКЗ-1
Контактный разогрев длится несколько секунд; после отвода электрода место соединения продолжает плавиться до образования медноалюминиевого шарика. После сварки место соединения очищают стальной щеткой от остатков флюса и шлаков, опиливают неровности напильником и промывают соединение бензином; для защиты от коррозий его покрывают влагостойким лаком (лак ПХЛ, глифталевый 1154, асфальтовый изоляционный) и обматывают двумя-тремя слоями изоляционной ленты, покрывая каждый слой тем же лаком. В месте сварки не должно быть пережогов и раковин.
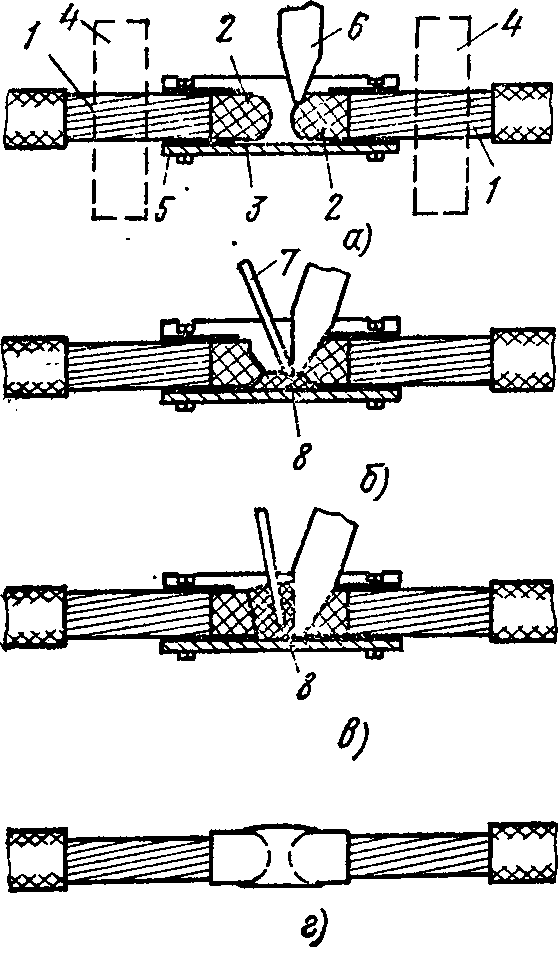
Рис. 164. Последовательность операций при соединении многопроволочных алюминиевых жил: а — начало расплавления жил, б — образование ванночки (ввод присадочного стержня), в — перемешивание плавки, г — готовое соединение; 1 — жилы, 2 — предварительно сплавленный монолитней стержень, 3 — открытая форма, 4 — охладитель, 5 — асбест, 6 — угольный электрод, 7 — присадочный пруток, 8 — сварочная ванна
Сварку однопроволочных алюминиевых проводов сечением 4—10 мм2 выполняют в металлических обоймах 4 (рис. 162, а и б). Металлические обоймы нагревают угольными электродами сварочных клещей, присоединяемых к обмотке 6—12 В понизительного трансформатора. На рис. 162, г и д показана подготовка жил к сварке. Соединяемые жилы 1 зачищают до блеска и вкладывают в обойму, которая представляет собой полоску жести 15Х Х150 мм (толщина ее 0,5—0,8 мм), которой обертывают концы соединяемых жил. Затем обойму обжимают плоскогубцами 5, а торцы соединяемых проводов покрывают флюсом. Далее обойму обхватывают угольными электродами клещей 2; она нагревается и концы проводов расплавляются. После этого клещи разжимают и отводят. Когда сваренное соединение остынет, обойму снимают; место соединения очищают от флюса и защищают от коррозии. Для сварки без флюса предварительно скрученных алюминиевых проводов сечением 2,5—6 мм2 Главэлектромонтаж выпускает аппарат ВКЗ-1 (рис. 163). 'Основными элементами аппарата являются сварочный трансформатор 1 на напряжение 220/10 В, реле 2 с катушкой 36 В, вспомогательный трансформатор 3 на напряжение 220/36 В и сварочная головка 4. Свариваемые скрученные провода зажимают в раздвижные губки 5. Угольный электрод 6 зажат в цанге на конце полого стержня 7, имеющего снаружи бортики 8 и 9, а внутри пружину 10. Стержень 7 поступательно перемещается при нажатии спускового рычага 11, при этом замыкается контакт 12 цепи управления.
Стержень 7 подается рукой назад до упора; при этом пружина 10 сжимается, а бортик 8 заскакивает за зуб рычага 11. Затем нажатием большого пальца руки раскрывают губки 5 и вставляют скрученные вместе концы жил, зачищенные на длину 35—40 мм, в коническую выточку электрода 6. Сварка, выполняемая автоматически, начинается после нажатия пальцем на рычаг 11.
Электросварку соединений многопроволочных алюминиевых проводов (рис. 164) выполняют в два приема: концы соединяемых жил 1 предварительно сплавляют в монолитный стержень 2 угольным электродом 6 и сваривают сплавленные стержни в открытой угольной или металлической форме.
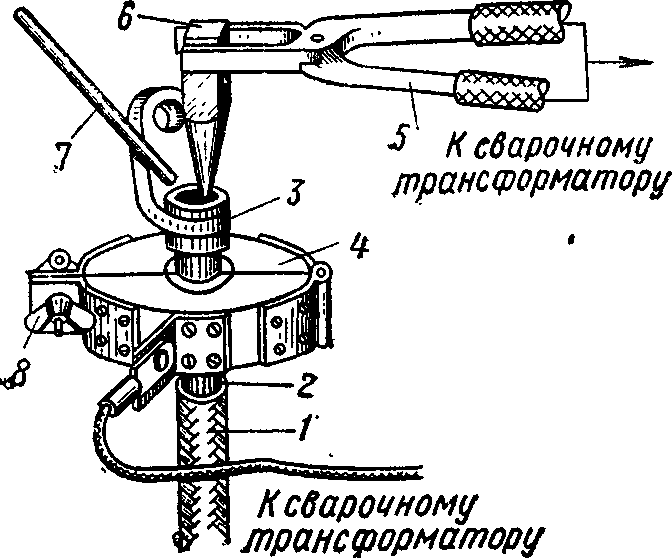
Рис. 165. Схема приварки алюминиевого наконечника к алюминиевой жиле: 1 — провод, 2 — оголенная жила, 3 — алюминиевый наконечник, 4 — охладит ель, 5 — клещи, 6 — угольный электрод, 7 — присадочный алюминиевый пруток, 8 — зажим
На жилу, вводимую в форму 3, наматывают асбест 5. Между торцами соединяемых жил, покрываемых флюсом, оставляют зазор, равный половине диаметра жилы. Контактный разогрев жил до их расплавления ведется поочередно. Когда на дне формы появляется расплавленный металл (сварочная ванна) 8, в него вводят присадку в виде алюминиевого прутка 7, смазанного флюсом. Плавку перемешивают концом угольного электрода и продолжают до образования на соединении наплыва. Затем выключают ток, а после остывания снимают форму, удаляют остатки флюса и шлак и защищают место соединения от коррозии указанным выше способом. Для предохранения изоляции от перегрева служат охладители 4.
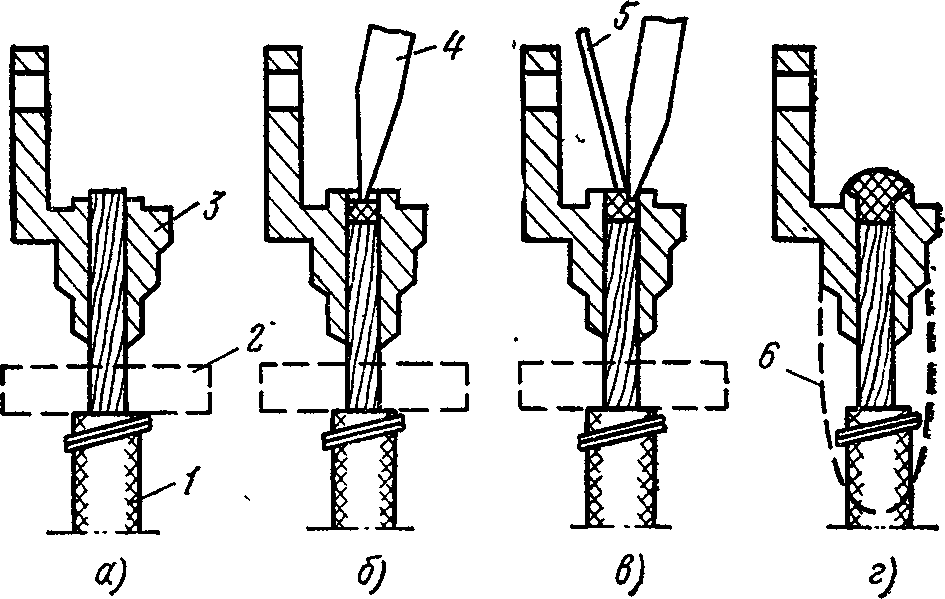
Рис. 166. Последовательность операций при приварке алюминиевого наконечника к алюминиевой жиле:
а — оконцевание подготовлено, б — расплавление торцов проволок, в — ввод в расплавленный алюминий присадочного прутка, г — оконцевание закончено (пунктиром показана герметизирующая обмотка); 1 — провод, 2 — охладитель, 3 — наконечник, 4 — угольный электрод, 5 — присадочный стержень, 6 — герметизирующая оболочка
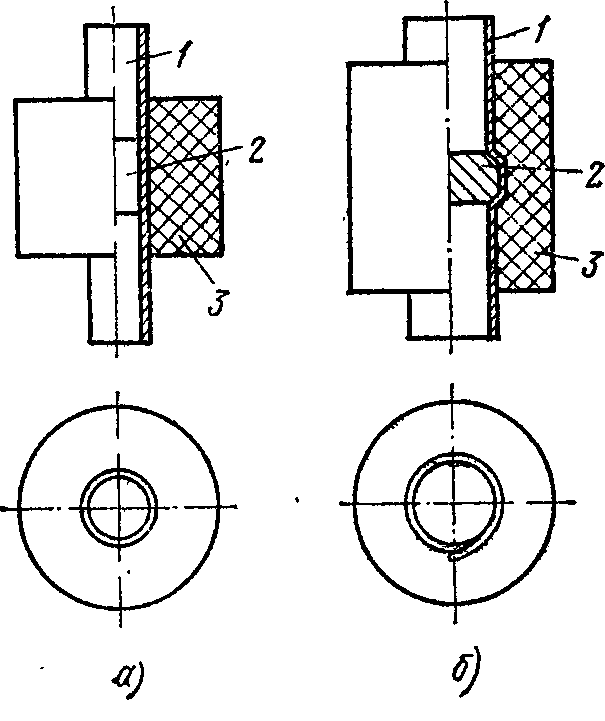
Рис. 167. Конструкция термитных патронов:
а — для алюминиевых и сталеалюминиевых проводов, б — для медных проводов; 1 — трубка стальная для алюминиевых и сталеалюминиевых проводов или медная для медных проводов, 2 — вкладыш из чистого алюминия для алюминиевых или сталеалюминиевых проводов и из фосфористой меди для медных проводов, 3 — термитная масса
Приварку наконечника 3 к алюминиевой жиле 2 выполняют, как показано на рис. 165. Охладители 4 отводят тепло от места сварки для защиты изоляции от перегрева. Они выполнены в виде клещей для жил сечением до 150 мм2 и в виде разъемных алюминиевых сегментов с комплектом сменных бронзовых втулок (для разных сечений проводов) для жил сечением более 150 мм2.
Охладители служат также обжимными контактами для подвода тока к свариваемым жилам, поэтому их сегменты соединяются гибкой медной перемычкой с зажимом 8. Последовательность операций по приварке алюминиевого наконечника показана на рис. 166.
Для сварки методом контактного разогрева промышленность выпускает специальные комплекты с трансформаторами УСАП-1 для жил сечением до 120 мм2 и УСАП-2 для жил сечением более 120 мм2.
Термитная сварка широко применяется для сварки соединений проводов на воздушных линиях и соединений жил кабелей и изолированных проводов. Для сварки токопроводящих жил промышленность выпускает специальные термитные патроны (рис. 167). Термитная масса 3 зажигается специальной термитной спичкой и, воспламеняясь, создает температуру до 2000° С, расплавляя вкладыш 2 внутри кокиля вместе с проволоками проводов.
При термитной сварке используют специальные клещи для проводов воздушных линий и приспособления для жил кабелей (рис. 168). Клещи имеют пружинящее устройство, которое по мере сжигания термитной массы и расплавления концов соединяемых жил сближает их.
Термитную сварку должны выполнять рабочие, прошедшие специальное обучение. Термитные патроны следует хранить в сухом отапливаемом помещении при температуре не ниже 16° С, соблюдая противопожарные меры. Если термитные патроны загорятся, их нельзя заливать водой, а надо тушить огнетушителями.
Пайка.
Пайка проводов отличается от сварки тем, что соединяемые концы не расплавляют, а оплавляют припоем, температура плавления которого ниже, чем температура плавления соединяемых металлов.
Качество пайки электрического контакта зависит от состава припоя и флюса и правильной подготовки поверхности спаиваемых жил.
При пайке медных жил используют оловянисто-свинцовые припои ПОС-30 и ПОС-40 (цифры 30 и 40 показывают процентное содержание олова в припое). Перед пайкой поверхности медных жил зачищают наждачной бумагой или напильником. В качестве флюса для пайки меди применяют мелкотолченую канифоль или раствор канифоли в спирте.
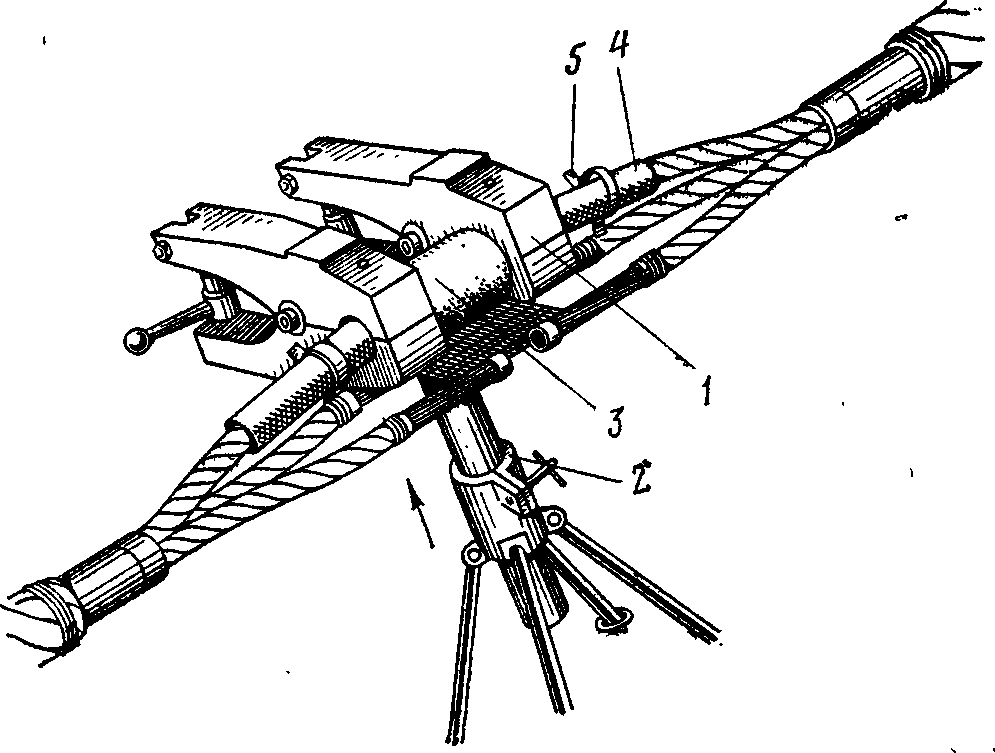
Рис. 168. Приспособление для сварки жил кабелей:
1 — охладитель, 2 — штатив, 3 — термитный патрон, 4 — асбест для защиты жилы от пламени (защита остальных жил не показана), 5 — скоба для закрепления асбеста
Для пайки алюминиевых жил используют специальный припой А, а также припои Мосэнерго ЦО-12 и ЦА-15, данные о которых приведены в табл. 7. При пайке алюминиевых жил применяют флюс ВАМИ или АФ-4а. Назначение флюса — растворить пленку окиси на алюминиевой жиле.
Таблица 7
Припои для пайки алюминиевых жил
Припой | Состав по массе, % | Температура плавления припоя, ° С | |||
цинк | олово | медь | алюминий | ||
А | 58—58,5 | 40 | 2—1,5 | __ | 400—425 |
ЦО-12 | 88 | 12 | — | — | 500—550 |
ЦА-15 | 85 | — | — | 15 | 450—500 |
Чтобы спаять однопроволочные алюминиевые жилы, их оголяют, укладывают внахлестку и соединяют двойной скруткой (рис. 169). Место соединения прогревают пламенем газовой горелки или паяльной лампой, а затем палочкой припоя усиленно натирают поверхность соединения (желобок). Таким образом очищают место соединения от пленки окиси алюминия. После этого в пламени горелки расплавляют палочку припоя, которым заливают желобок и места скрутки жил.
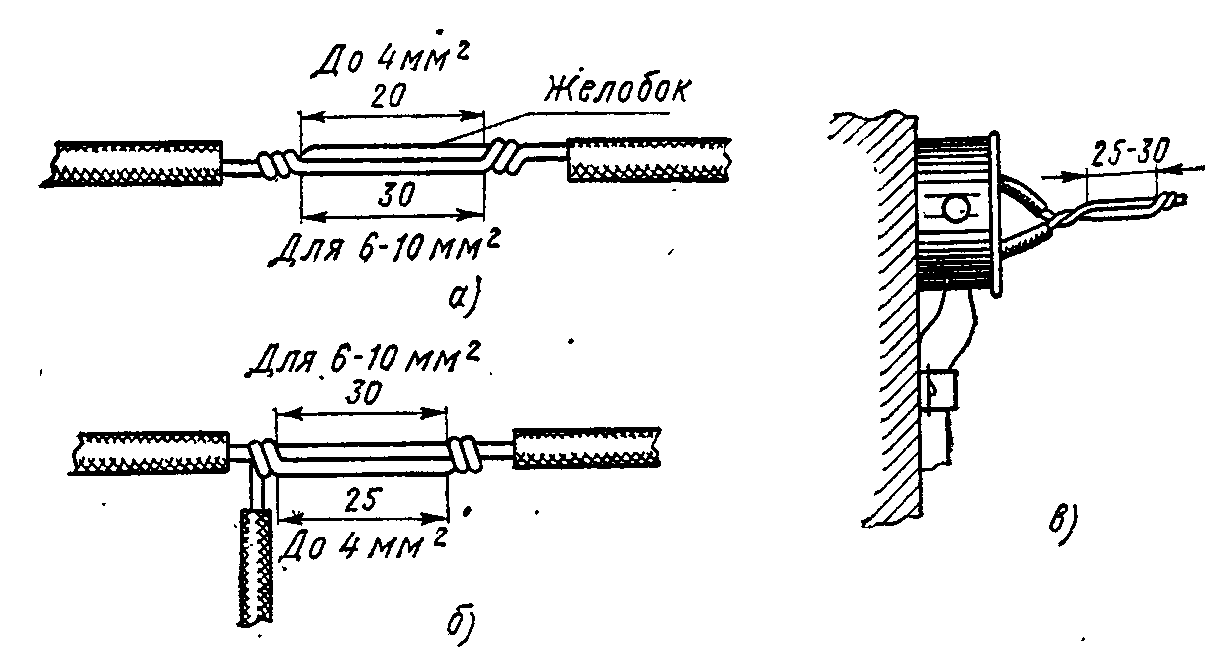
Рис. 169. Соединение и ответвление однопроволочных алюминиевых проводов пайкой:
а — соединение, б — ответвление, в — соединение в коробке
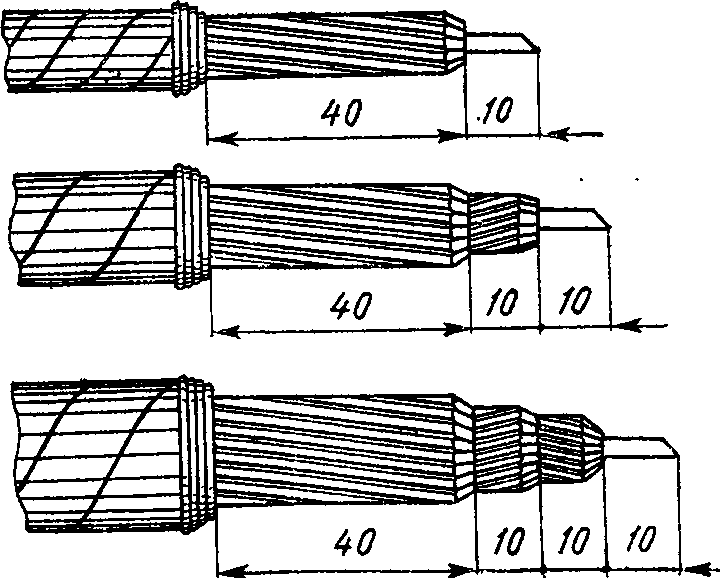
Рис. 170. Размеры ступенчатой разделки многопроволочных алюминиевых жил при пайке
Концы многопроволочных алюминиевых жил перед пайкой разделывают ступенями по повивам (рис. 170). Число ступеней зависит от сечения жилы и количества повивов. Каждый слой алюминиевых проволок повива должен быть прогрет и облужен припоем так же, как и однопроволочные провода. Перед облуживанием край изоляции жилы 1 обматывают асбестовым шнуром 4 (рис. 171). Для правильного соприкосновения центральных проволок жилы и предохранения изоляции соединяемых жил от огня пайку ведут в открытой металлической форме (кровельная сталь) 3, применяя защитные экраны 2 диаметром 100—120 мм из той же кровельной стали.
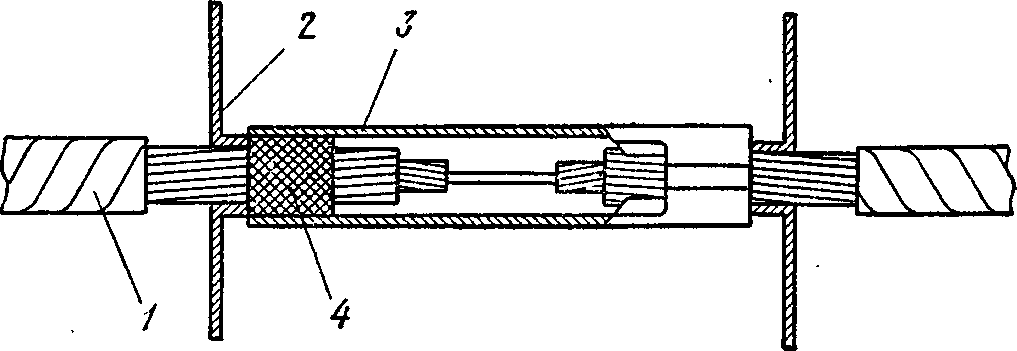
Рис. 171. Соединение жил пайкой
Пламенем горелки прогревают среднюю часть формы и через литниковое отверстие вводят пруток припоя, который, расплавляясь, заполняет форму. Одновременно перемешивают припой и металлическим крючком удаляют шлак.
Пайку соединений медных жил с алюминиевыми выполняют, используя припой А и Б. При этом предварительно зачищают и облуживают конец медной жилы припоем ПОС-60, а алюминиевой — припоем А или Б.
Оконцевание наконечниками алюминиевых жил выполняют, как показано на рис. 172. Алюминиевые жилы оконцовывают наконечниками, которые используют для сварки, но на один размер больше для того, чтобы между жилой и стенками наконечника 1 образовался достаточный слой припоя 6.